

微波多层印制电路板是如何制造的
描述
摘 要:
简单介绍两种陶瓷粉填充微波多层印制板的
制造工艺流程。详细论述层压制造工艺技术。
关键词:微波多层印制板;层压;陶瓷粉;技术
前言
微波印制板是指在特定的微波基材覆铜板上利用普通刚性印制板制造方法生产的微波电子元件。
目前的印制板高速信号传输线可分为两大类:一类是高频信号传输类,它与无线电的电磁波有关,以正弦波传输信号,如雷达、广播电视和通讯(移动电话、微波通讯、光纤通讯等);另一类是高速逻辑信号传输类,这一类产品以数字信号传输,与电磁波的方波传输有关,这一类产品开始主要在电脑,计算机中应用,现在已应用到家电和通讯类电子产品中。
为了达到高速传送,对微波印制板基板材料的电气特性有明确的要求。要实现传输信号的低损耗和低延迟,必须选用介电常数和介质损耗角正切小的基板材料,一般有陶瓷材料、玻纤布、聚四氟乙烯和其他热固性树脂等。
在所有的树脂中,聚四氟乙烯的介电常数(εr)和介质损耗角正切(tanδ)最小,而且耐高低温性和耐老化性能好,最适合作为高频基板材料,是目前用量最大的微波印制板基板材料。
本文将在对两种陶瓷粉填充微波多层印制板的制造工艺流程进行简单介绍的基础上,对所采用的层压制造工艺技术进行较为详细的论述。
2 微波多层印制板材料
主要研究下述两种高频介质材料的微波多层印制板层压制造工艺技术。第一种是陶瓷粉填充、玻璃短纤维增强的聚四氟乙烯(PTFE)高频介质材料(RT/duroid6002板材);第二种是陶瓷粉填充热固性树脂覆铜箔板(RO4350板材)。
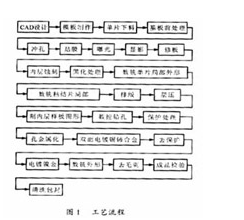
2.1 陶瓷粉填充微波多层印制板制造工艺流程
工艺流程如图1所示,下面介绍两种高频介质板层压工艺技术。
2.2 RT/duroid6002的层压工艺
2.2.1 粘结片3001
为了采用高频介质板材RT/duroid6002制造微波多层印制板,供应商开发了适用于RT/duroid低介电常数的高频介质板的粘结片3001。它是一种热塑性氯氟共聚物,在微波频率范围内,具有低介电常数和低损耗角正切。
2.2.2 层压工艺
1)排板
将RT/duroid6002板材与粘结片交替叠置。为了保证多层印制板层间重合精度,采用四槽定位销进行排板。采用将热电偶探头置入待压板内层非图形区域的方法,进行层压温度和时间的控制。
2)闭合
当压机处于较冷状态(通常压机温度低于120℃)时,将上述排好并装模的板置于压机中央,闭合压机,调节液压系统使待压区域获得所需压力。一般情况下,初始压力达到100psi就足够了,随后,全压压力升至200psi,以保证粘结片有适当的流动度。
3)加温
启动层压机,加热至220℃。一般情况下,控制最大加热速率,使上/下炉板的温度相差1℃~5℃。
4)保温
通常情况下,在220℃下保温15分钟,使粘结片处于熔融状态,并有足够的时间流动并润湿待粘表面。对于较厚的排板结构,保温时间可延长到30分钟~45分钟。
5)冷压
关闭加热系统,在保持压力的情况下冷却层压炉板,直至炉板温度降至120℃。解除压力,从层压机内取出含有层压板的模板。
2.2.3 问题及对策
1)粘结失败
原因是在待压板表面采用机械处理方式,如火山灰喷砂处理、机械刷板处理等,应当采用表面化学处理工艺。对保温温度及保温时间不够,应采用热电偶对层压温度曲线再次进行测定。另一个原因是待压物表面沾有脱模剂、湿气、污物等,应当对模具清洁、排板程序和环境条件进行重新评定。
2)层压板表面斑点或起泡
原因是所施压力不均匀,温度控制不当,层压前内层单片的清洁和干燥不充分。采取的对策是选用洁净的模板或其他光洁材料、检查平整度或压力。采用热电偶对层压温度曲线再次进行检测。复查待压单片的清洁和干燥程序,同时对单片在准备和粘结期间的贮存条件和时间进行复查。
3)变形
原因是温度过高或压力不均,应当精确控制温度和压力。
2.3 RO4350的层压工艺
2.3.1 半固化片RO4403
为了实现有效粘结,针对RO4350材料,选用了半固化片RO4403。
2.3.2 层压工艺
1)主要工艺参数
温度:175℃;
压力:40kg/cm2;
时间:2小时;
缓冲方式:上、下各垫24张牛皮纸;
入模方式:采用较低温度(100℃)入模,175℃开始计算层压时间;
放压方式:采取分段释放压力法。
采用上述条件进行层压后,层间结合力尚能符合要求,但层压板的平整度较差。经多次试验并参照所用半固化片RO4403的层压特性,决定改用以下工艺参数进行层压。
2)排板方式
从下到上依次为不锈钢模具下底板/聚酯薄片/4个RO4350单片/一个半固化片RO4403/3个RO4350单片/2个半固化片RO4403/2个RO4350单片/1个半固化片RO4403/1个RO4350单片/聚酯薄片/不锈钢模具上盖板。
每侧24张缓冲用牛皮纸。加热温度为175℃。压力为40kg/cm2(对于所选用的30.48cm×25.4cm(12英寸×10英寸)的模具,压力为31吨)。室温下入模,逐渐升温。保温保压时间为2小时,释放压力方式是降温、分段释放压力。
实际层压时,对待压板内的温度进行监控测量。
为了控制微波多层印制板的介质厚度,分别测量了层压前和层压后的各个单片厚度和成品板的平整度,测量结果见下表1和表2。
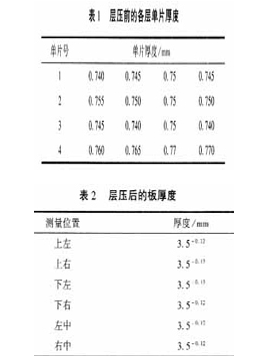
可以看出8层微波多层印制板的厚度均匀性较好,证明有关参数的控制比较好。
上述整个层压过程较长,为了缩短制造周期,更便于控制工艺程序、不妨采用另一种半固化片RO4450B,层压升温速率可明显提高,升温时间由2小时缩短为50分钟。
3 结论
微波印制板正向基材多样化、设计高精度化、计算机控制化、制造专业化、表面镀覆多样化、外形加工数控化和生产检验自动化的方向发展。通过对两种陶瓷粉填充微波多层印制板的层压制造工艺的研究,取得了一定的经验,为今后的进一步深入研究打下了坚实的基础
- 相关推荐
- 电路板
- 华强pcb线路板打样
-
浅谈多层印制电路板的设计和制作pdf2008-08-15 0
-
多层印制电路板中过孔互连多层供电系的建模与仿真2009-10-12 0
-
国外印制电路板制造技术发展动向2012-10-17 0
-
印制电路板的分类2018-09-03 0
-
单面印制电路板简述2018-09-04 0
-
多层印制电路板简易制作工艺2018-11-23 0
-
微波多层印制电路板的制造技术2018-11-23 0
-
印制电路板制作工艺流程分享!2019-10-18 0
-
印制电路板制造的关键技术有哪些2020-01-13 0
-
印制电路板(PCB)的设计步骤2023-04-20 0
-
浅谈多层印制电路板的设计和制作2017-01-12 679
-
印制电路板的质量要求_印制电路板的原理2018-05-03 4867
-
多层印制电路板层数折标系数2023-10-13 284
-
浅谈多层印制电路板的设计和制作.zip2022-12-30 196
全部0条评论

快来发表一下你的评论吧 !
