

铝导线的焊接方法
焊接与组装
描述
1、电阻焊
1)焊接前应先根据焊接长度进行接线,把连接线端合并,用其中一根芯线在其他连接线上缠绕3~5圈后顺直,按适当长度剪断,如图1所示。
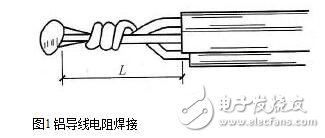
2)接线后应在线头前端,沾上少许用温开水调合成糊状的铝焊药;待接通电源后,将两个电极碰在一起;待电极端发红时,分开电极,夹在已沾焊药的线头上;待铝线开始熔化时,撤去焊钳,使其熔成小球。然后趁热蘸在清水中,清除焊渣和残余焊药。
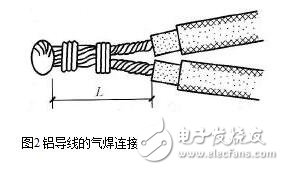
2、气焊
1)将两电极相碰并稍成一个角度,待电极端部发红时,直接接触导线连接的端头(线端应朝下);待铝线熔化后向上托一下焊钳,使焊点端部形成圆球状。若连接线端面较大,可把电极在线端做圆圈形移动,待芯线全部熔化时,再向上托一下,撤下电极后将电极分开,使导线端形成蘑菇状。
2)焊接完成后,立即将导线蘸在清水中,除去主导线上残余的焊药和焊渣。
3)气焊前将铝导线芯线剥开顺直合拢。用绑线把连接部分做临时缠绑。导线绝缘层处用浸过水的石棉绳包好。
4)焊接时火焰的焰心离焊接点2~3mm,当加热至熔点时,即可加入铝焊粉,借助焊药的填充和挑动,即可使焊接处的铝芯相互融合。焊枪逐渐向外端移动,直到焊完。焊接完成后,立即蘸清水清除焊药。
5)铝导线的气焊连接如图2所示。焊缝不应有凹陷、夹渣、断股、裂缝及根部未焊合的缺陷。
3、氧乙炔焰气焊法
火焰使用氧气炔中性焰。
填充材料可使用待焊铝导线上的一段,或用ф2~5mm的纯铝线。可选购CJ401铝气焊熔剂,也可以用氯气钾50%、氯化钠(食盐)28%、氯化锂14%、氯化钠8%等材料自己配制。
焊前应先将填充焊丝在5%的氢氧化钠水溶液(70~80℃)中浸泡20min,以去除其表面的氧化膜,然后用冷水冲净、晾干备用,最好当天用完。
4、手工交流钨极氩弧焊
铝导线的手工交流钨极氩弧焊是焊接接头质量最好的一种焊接方法。
设备及工艺:NSA-120手工钨极交流氩弧电焊机一台;工业用纯度为99.9%的氩气一瓶;流量和压力一体式减压阀一个;头戴式电焊防护帽一个。
填充材料可使用ф2~4mm纯铝线或被焊铝导线的一段。
焊接时,铝导线端部的绝缘物要去掉,裸铝线表面的氧化物要用5%苛性钠溶液清洗。
焊厚度2mm的导线参考工艺参数:钨极直径ф2mm;电流80A左右;喷嘴直径6mm;氩气流量10L/min。焊后对接头进行修整并包扎绝缘。
5、钎焊法
铝导线的钎焊接头要用搭接形式。
钎料:用99.99%的纯锌,取片状。钎剂:用氯化锌88%、氯化铵10%、氟化钠2%材料,以蒸馏水或酒精调和,呈白色糊状即可备用,要现用现调。
焊时要将锌片涂上钎剂放置在导线搭接处中间。通过电阻接触加热,加热到420℃时钎料熔化、流动并填满搭接接触面,待钎料发亮光时立即切断电源。整个焊接过程不要超过5min,时间长了不利于焊接。
焊后要对接头修整,清洗掉钎剂的残渣,包扎好绝缘便可。
-
4种行业内常用的铝导线连接方式2023-10-17 8847
-
导线与导线的绕接焊接”和“跨接导线的绕接焊接技术分析2023-01-29 14534
-
激光焊接机在焊接方形铝壳电池的工艺2022-08-18 2247
-
鑫芯源摩擦焊接铜铝过渡排 弯折铜铝过渡导电排2020-07-11 711
-
在焊接导线和元器件连接时的问题解决方法2020-05-11 7624
-
详解导线常用的连接方法2020-04-13 18321
-
导线的种类介绍与焊接的方法和技巧2019-10-23 16378
-
铝导线的接法_铝芯导线的连接方法2019-10-11 33565
-
实用技能|导线接头的连接方法2018-01-17 3355
-
可焊铝锂合金焊接研究2011-05-18 675
-
铜铝焊接案例---铜铝导线的焊接2010-01-29 698
-
铝及铝合金的焊接工艺2009-05-05 1058
-
铝的焊接方法,铝合金的焊接方法2009-05-03 4199
-
380V铝导线负荷力距2008-06-28 1038
全部0条评论

快来发表一下你的评论吧 !
