

基于CC-Link现场总线实现对纺丝机自动化监控系统进行改造设计
工业控制
描述
1、 引言
随着控制、计算机、通信、网络技术等的发展,在工业控制领域出现了一种新兴的控制技术,即现场总线。现场总线是控制系统与现场设备之间建立的一种开放、全数字化、双向、多站的通信系统。现场总线系统在技术上具有以下特点:系统的开放性,可互操作性与互换性,现场设备的智能化与功能自制性,系统结构的高度分散性,对现场环境的适应性。在很多工业控制系统中,存在着多控制点且分布线长和分散的特点,采用现场总线技术可以把控制室内和现场操作台所装备的分布式I/O模块联成总线网络,以数字方式来进行控制数据的串行传输,控制系统将具有更佳的抗干扰能力,提供给变频器的参考值也比较精确。某纺丝厂在纺丝机自动化监控系统的改造项目中采用了基于CC-Link现场总线的分布式控制。下面就具体的项目,阐述一下CC-Link网络的构成方式,和它在应用中的特点。
2 、纺丝机自动化监控系统
2.1 系统的改造
该纺丝厂原电控系统采用继电器进行逻辑控制,继电器控制采用硬接线方式,系统很不稳定,故障率高,一旦出现故障难以查找。速度调节系统采用模拟量的控制,各电机的转数的设定使用电位器等模拟信号来给定,控制的准确度不够高、抗干扰能力差、维修和调试都不是很方便。
系统改造后的结构如图1所示。控制系统采用三菱公司的FX2N系列的PLC对设备进行逻辑控制,实现控制部分的高速采样数据处理。它通过FX2N-16CCL和变频器进行数据交换。为实现对生产的监控和管理的需要,系统配备了人机界面(GOT970),该设备一方面监视生产的运行情况,包括设备的运行情况、故障报警和报警历史纪录,另一方面它可以对系统内的参数进行适当的修改和优化。纺丝机的传动系统由去酸辊电机、升降轴电机、泵辊电机组成,它们分别由三台变频器来驱动,它们均采用三菱公司的FA500系列的变频器,其具有良好的静态特性和动态特性,具有强大的网络通讯功能,它们通过CC-Link网络与PLC进行数据交换。通过CC-Link网络可以实现PLC对各变频器的控制,包括变频器的启动、停止和速度给定。
由于在纺丝车间内产生的化学气体会影响变频器的使用寿命,所以要求变频器在车间外,但是车间内又需要近距离操作。车间内的电气柜和车间外的电气柜距离较远,但又需要协同操作,即在车间内操作时需要随时监控车间外的变频器工作情况。使用CC-Link网络后,很容易解决这个问题。
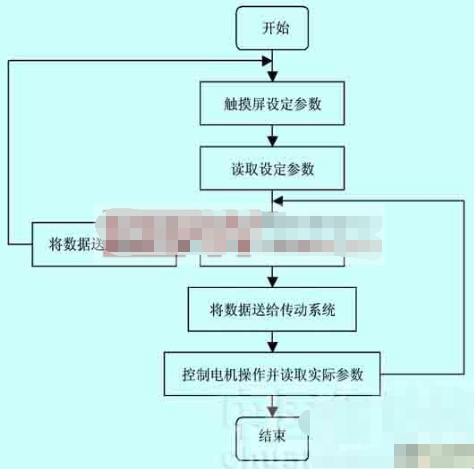
2.2 系统功能流程图
系统功能流程图如图2所示。在该流程图中可以清楚看出程序执行的整个过程,从而也可以看出PLC与触摸操作屏各自的功能。其中PLC主要完成整个系统的控制功能和参数的分析计算,触摸操作屏负责参数的设定和动态显示生产及参数的记录。

3、 CC-Link现场总线
3.1 CC-Link的特性
CC-Link是control&communication Link(控制与通信链路系统)的简称,是三菱电机于1996年推出的开放式现场总线,其数据容量大,通信速度可多级选择,最高可达10Mbps。它是一个复合的、开放的、适应性强的网络系统,能够适应于较高的管理层网络到较低的传感层网络的不同范围。CC-Link是一个以设备层为主的网络,整个一层网络可由1个主站和64个从站组成。网络中主站由PLC担当,从站可以是远程I/O模块、特殊功能模块、带有CPU和PLC本地站、人机界面、变频器及各种测量仪表、阀门等现场仪表设备。采用第三方厂商生产的网关还可以实现从CC-Link到ASI总线的连接。
3.2 CC-Link数据通信方式
CC-Link的底层通信协议遵循RS485,一般情况下,CC-Link主要采用广播轮询方式进行通信,CC-Link也支持主站与本地站、智能设备站之间的瞬间通信。于是CC-Link通信方式可分为循环通信和瞬时通信。
循环通信的具体方式为:主站将刷新数据RY/RWw发送到所有从站,与此同时轮询从站1;从站1对来自主站的轮询做出响应RX/RWr,并将该响应同时告知其它从站;然后主站轮询从站2(此时并发送刷新数据),从站2给出响应,并将该响应告知其它从站;以此类推,不断循环,图3所示为广播轮询时数据传输帧格式。
除了广播轮询式的循环通讯方式外,CC-Link还提供主站、本地站及智能设备站之间的信息瞬时传送功能。信息从主站传递到从站,信息数据将以150字节为单位分割,并以150字节传递。若从从站传递到主站,每批信息数据最大为34字节。瞬时传送需用专门指令来完成,但不影响循环通信时间。
4 、系统的软件设计
4.1 下位机软件设计
系统控制软件的编制采用三菱公司的GX Developer 7.0来完成,利用该软件可以很方便地进行PLC工艺流程软件的编制。
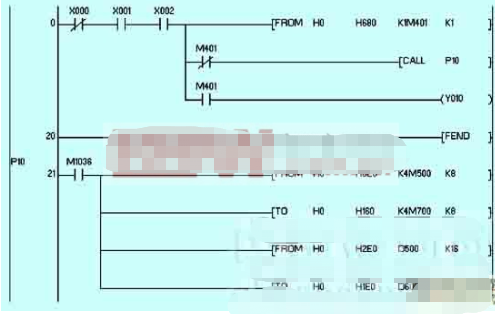
在启动现场总线以前,必须编制通信初始化程序。首先在参数设定部分,将整个系统连接的模块数,重试次数,自动返回模块数以及当CPU瘫痪时的运行规定(停止)以及各站的信息写入到存储器相应的地址中。在执行刷新指令后缓冲存储器内的参数送入内部寄存器区,从而启动数据链接。如果缓冲存储器参数能正常启动数据链接,这说明通信参数设置无误,这时就可以通过寄存指令将参数寄存到E2PROM。这是因为一旦断电内部寄存器的参数是不会保存的,而E2PROM中参数即使断电仍然保存。同时通信参数必须一次性地写入E2PROM,即仅在初始化才予以执行。此后CPU运行就通过将E2PROM内的参数送入内部寄存区去启动数据链接。
初始化程序后,编写主站PLC与变频器的通讯程序,其程序如下所示:
4.2 触摸操作屏
触摸操作屏采用GOT970,它是一台计算机,具有触摸功能并带有RS485接口,利用组态软件组态传动装置及其他要操作设备的操作界面。在触摸操作屏上设有四个画面:主画面、参数设定画面、解列运行画面和报警画面。主画面显示设备在运行纺头的转数、变频器的参数和操作指示;参数设定画面用来设定工艺参数;解列运行画面在调试设备时使用,显示设备各部分独立工作时的运行情况;报警画面显示设备的故障报警信息。组态完成后下载即可和总线建立连接。
5 、结束语
这种基于现场总线基础上的控制方案,系统结构得到简化,使控制系统从设计、安装、投运到正常生产运行及其检修维护,都体现出优越性,主要包括以下几点。
(1)降低控制系统的安装成本和维护费用
在设备生产线或整个控制系统中,减小了各种现场布线和维护费用,也减小了控制箱的安装空间,降低了整个系统的投资成本。
(2)增强了现场级信息集成能力
可以从现场设备获取大量丰富的信息,现场总线数字化通信网络,它不单纯取代4-20mA信号,还可以实现设备状态、故障、参数信息传送。
(3)开放性和互操作性增加了系统设计和系统发展的灵活性
不同厂家产品只要使用统一总线标准,就具有互操作性、互换性,因此设备具有很好的可集成性。
(4)提高了系统的准确性与可靠性
基于现场总线的自动化监控系统采用总线连接方式替代一对一的I/O连线,减少了由接线点造成的不可靠因素。同时,系统具有现场级设备的在线故障诊断、报警、记录功能,可完成现场设备远程参数设定、修改等工作,也增强了系统的可维护性。
责任编辑:gt
-
CC-link通讯是是什么原理?2019-10-10 0
-
现场总线自动化综合控制实训系统分享2021-07-02 0
-
什么是CC-Link2021-09-09 0
-
CC-Link是什么2021-09-09 0
-
基于CC-LINK和IFIX的丁基胶塞生产监控系统2009-12-08 397
-
基于CC-Link天线开闭控制设计2011-04-23 975
-
基于CC-Link现场总线的远程控制系统2011-06-09 867
-
现场总线CC-Link技术在空调生产线集中控制和数据采集系统中的应用2020-03-30 1772
-
基于CC-Link网络的PLC器件实现石膏板生产系统的设计2020-04-01 1109
-
现场总线CC-Link的组织、通信协议和应用介绍2020-07-10 10201
-
现场总线CC-Link技术在家用电器生产自动化系统中的应用2020-11-25 3077
-
CC-LINK通讯配置作业指导书2022-04-11 322
-
解析什么是CC-Link2023-02-13 3186
-
CC-Link星型拓扑在环形线上的应用2023-07-10 1110
-
CC-Link协议是什么?CC-Link协议详细介绍2023-11-30 1565
全部0条评论

快来发表一下你的评论吧 !
