

基于Kinco伺服的Profibus总线系统解决方案的应用研究
工业控制
描述
一、前言
柔性版印刷机 (flexographic press), 就是使用柔性版、通过网纹传墨辊传递油墨完成印刷过程的机器。目前柔性版印刷机已经成为包装印刷行业的主力军广泛应用于环保印刷包装行业,如食品、医疗、书刊、化妆品等行业的标签、包装纸、纸袋、纸盒、纸杯等印刷加工。该设备应用范围广,能适用于铜版纸、卡纸、拷贝纸、铝箔、不干胶、无纺布及BOPP、PET塑料薄膜等多种材料的印刷。整机配套了印刷、模切、压痕、打孔、折页、排废、断平张、分切、烫金、覆膜、不干胶剥离印刷及复合等机组,全面采用伺服单轴传动控制技术与闭环张力控制,印刷张力稳定,套位准确,操作方便,完全满足各种印刷场合需要。其中网辊与版辊间的压力控制是整条生产线的核心关键设备,它的压力控制精度直接影响到喷墨多少,从而决定了印刷成品的质量。早期柔性版印刷机合压控制采取机械传动控制,印花精度低,机械传动噪音大,使用寿命短。20世纪90年代末,开始采用电机独立传动控制模式,印花精度和速度大为提高。与之配套的控制系统构成方式多种多样。本文介绍的是基于Kinco伺服在卷筒式柔印机合压控制上Profibus总线系统解决方案。
二、工艺介绍
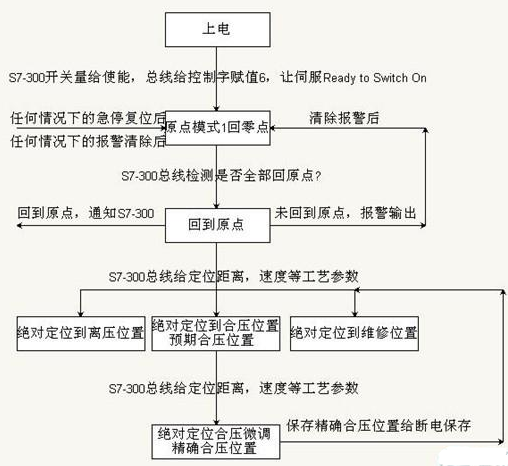
于上图所示,各组印刷单元的网辊与版辊各分别由左右两侧的伺服控制,当收到全机中央控制系统启动信号时迅速网辊下降,版辊向内到合压位置,根据印刷产品的不同精确微调从而实现精确压力控制!
单组印刷单元系统流程简图如下
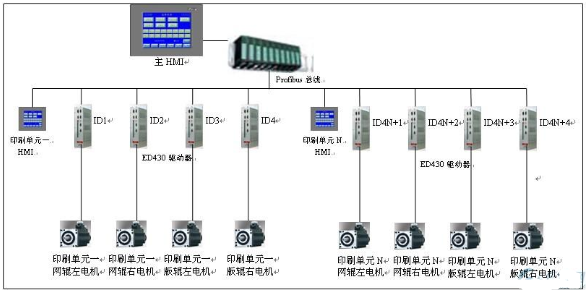
三、系统结构
四、系统要求:
◆ 单组印刷单元间必须保证定位准确,定位精度为0.5mm;
◆ 主HMI通过Profibus总线监视单组印刷单元伺服运行状态,实时显示各个伺服电机的运行状况;单组的工艺参数也可通过单组HMI设置!
◆ 自动模式下,各组印刷单元必须在同一时间启动,同一时间到达位置!时间误差不超过500毫秒!
◆ 自动模式下,任一电机有故障报警,该组立即停止工作(根据需要甚至其他所有印刷单元也立即停止)!时间误差不超过100毫秒!
◆ 所有工艺操作可在主控制台操作,也可单组手动微调,方便维护及检修,保养!
五、实现方式:
◆ 西门子S7-300 PLC通过Profibus总线控制功能,简化了编程,解决了采用脉冲方向控制方式,接线众多,丢脉冲导致定位精度不准,抗干扰能力差等缺点;
◆ 系统配置Profibus总线最快12Mbps的速度保证了控制精度,以柔印机最少配置八组印刷单元32轴系统为例,主控制单元信号能够在100毫秒之内传递到所有32轴,极好的保证了系统的同步启动,因此系统误差很小,印刷精度高 。
六、系统配置:

七、方案特点
◆ Kinco最新上市的自主知识产权的高磁密度电机,以绝对的300%功率过载,真正的IP65防护等级,极低的转矩脉动,优异的动态响应, 精美的外观设计获得客户的喜爱;
◆ 系统印刷误差更小,印刷速度更快,工作效率高;
◆ 通讯速度快:Profibus总线最快12Mbps的速度,大大缩短了通讯时间,提高了系统速度,克服了传统485通讯方式通讯速度慢,交换数据量少,容易造成系统通讯堵塞的缺点;
◆ 编程及其维护工作量少:以往的控制方式是每个印刷单元都有一个单独的PLC来控制伺服,且要保证两台伺服完全同步,所以该单元的PLC是需要进行独立编程的。因此系统的工作量大且繁琐,同时故障点增多,导致系统维护工作量增加;本系统则是所有的控制编程都在主CPU上完成而且编程都采用模块化编程阅读维护非常的简单。设备故障只需更换相应的故障设备就可,无需再次下载程序。不同的工艺要求也仅仅需要输入不同的工艺参数即可,无需另行编程。
◆ 便利化操作:所有单元的伺服驱动器均直接连接到Profibus总线上,主CPU对各组印花单元的参数设置、运行状态的监控、管理能力进一步加强,简化了操作并且维护极其简单;
◆ 强大的故障检测及处理能力 :主CPU通过Profibus总线实时监控伺服运行状态,及时把状态信息、故障信息传送到HMI上显示出来,同时主CPU能够根据每个伺服驱动器所产生故障而对总线上其它从站采取相应处理。
八、总结
Kinco伺服在柔性版印刷机中合压控制的Profibus总线解决方案目前已经成功在国内几家大型柔印机厂商得到成功应用,是Kinco ED系列高性能伺服驱动器与Kinco SMH系列高磁密电机的完美结合应用!
责任编辑:gt
-
基于DSP的图像处理系统的应用研究2012-12-19 0
-
现场总线应用问题与解决方案2019-04-12 0
-
常见的Profibus总线连接2020-12-02 0
-
PROFIBUS总线光纤模块在矿场设备的应用案例2021-11-10 0
-
Profibus-DP总线技术及其在伺服传动中的应用2009-08-07 624
-
Profibus现场总线通讯技术的应用研究2009-08-28 372
-
PROFIBUS在制氢废热锅炉系统中的应用研究2009-09-16 396
-
Kinco ECO2WIN 伺服编程软件2009-10-17 659
-
基于PROFIBUS总线的冷库温控系统设计2010-07-20 412
-
现场总线技术在供电监测系统中的应用2010-08-13 679
-
Profibus-DP总线技术及其在BWS伺服传动应用方案2012-12-24 2878
-
高速液压伺服控制器中的应用研究2016-04-06 730
-
PROFIBUS产品开发解决方案2017-02-07 531
-
基于PLC与伺服实现的七头钥匙机系统配置及控制方案2020-04-04 1862
-
Profibus-DP总线在Lenze变频、伺服中应用2022-06-06 392
全部0条评论

快来发表一下你的评论吧 !
