

回流焊加热方式分类_回流焊加热方式优缺点对比
焊接与组装
描述
回流焊加热方式分类
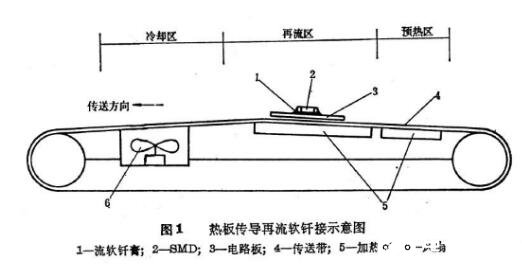
一、热板回流焊:热板回流焊是最初级的回流焊了,它是利用金属板子的加热把回流焊上的锡膏融化进行回流焊接。
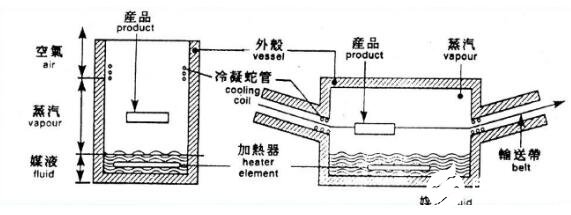
二、汽相回流焊:是种利用饱和蒸气遇冷转变为液态时所释放出的汽化潜热进行加热的钎焊技术,其加热原理是有相变的热对流。
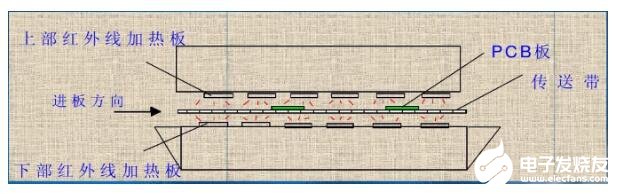
三、红外回流焊:其加热方式主要依红外线热源以辐射方式加热,炉膛内的温度比前一种方式均匀,网孔较大,适于对双面组装的基板进行回流焊接加热。
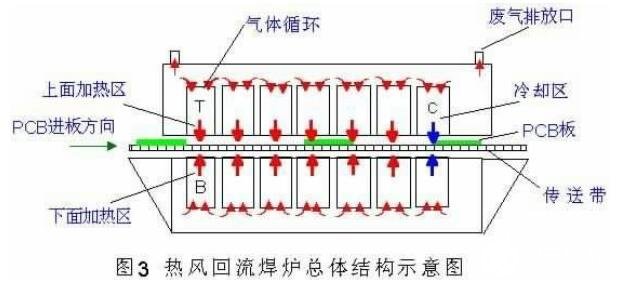
四、热风回流焊:通过热风的层流运动传递热能,利用加热器与风扇,使炉内空气不断升温并循环,待焊件在炉内受到炽热气体的加热,从而实现焊接。
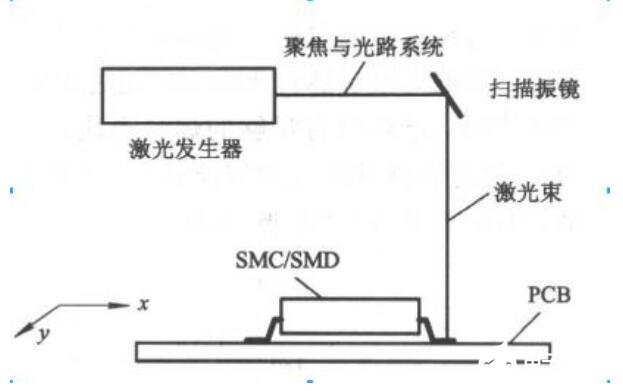
五、激光回流焊:是利用激光束优良的方向性和高功率的特点来焊接的。常用的有CO2激光和YAG激光两种。YAG的特点是可被锡膏迅速吸收,而不易被电路板的陶瓷基板等绝缘材料吸收。激光束的聚焦点可在0.3~1.5mm范围内调节。优点:加热过程局部化,不产生热应力,热敏元件不易受冲击。
六、红外热风回流焊:它是按30%红外线,70%热风做热载体进行加热。
回流焊加热方式优缺点对比
1、红外(IR)回流焊:以红外线作为加热源,吸收红外辐射加热。
优点:连续,同时组成焊接加热效果很好,温度可调范围宽,减少焊料飞溅,减少回流焊虚焊和连焊的产生;
缺点:线路板上的材料不同,热吸收就不同,温度控制困难。
2、热风回流焊:高温加热的空气在炉膛内循环。
优点:热风回流焊加热均匀,温度容易控制;
缺点:容易使元器件产生氧化,强风使元器件有移位危险。
3、气相回流焊接:利用惰性溶济的蒸汽凝聚时放出的潜热加热。
优点:加热均匀,热冲击小,升温快,温度控制准确,能同时成组焊接,可在无氧环境下焊接;
缺点:设备介质费用高,容易出现吊桥和芯吸现象。
4、激光回流焊接:利用激光的热能加热。
优点:集光性很好,适于高精度焊接,非接触加热,用光纤传送;
缺点:二氧化碳激光在焊接面上反射率大,设备昂贵。
5、热板回流焊接:利用热板的热传导加热。
优点:由于基板达的热传导可缓解急剧的热冲击,设备结构简单,价格便宜;
缺点:受基板的热传导性影响,不适合大型基板、大元器件,温度分布不均匀。
6、红外+热风回流焊:红外辐射加热与高温加热空气循环结合在一起。热风对流的回流焊为目前SMT较为常用的焊接设备。这种类型的回流焊是把两种常用回流焊优点结合在一起,这是目前SMT生产线上用的较多的设备。
-
氮气回流焊和真空回流焊工艺优势北京中科同志科技股份有限公司 2023-05-05
-
浅谈回流焊工艺发展2009-04-07 0
-
贴片知识课堂六,回流焊炉温曲线2012-09-01 0
-
回流焊 VS波峰焊2015-01-27 0
-
回流焊设备四大温区作用详解2017-07-12 0
-
影响回流焊质量的主要因素2017-07-14 0
-
通孔回流焊简述2018-09-04 0
-
回流焊原理以及工艺2018-10-16 0
-
波峰焊和回流焊简介和区别2020-06-05 0
-
自制迷你回流焊加温台2022-01-07 0
-
回流焊具体是怎样的呢?回流焊的原理是什么?2023-04-13 0
-
一分钟教你如何辨别波峰焊和回流焊2023-04-15 0
-
回流焊的加热方法_热风回流焊的加热方式2020-04-14 6411
-
回流焊工艺加热焊接流程与加热方式2022-06-12 3269
全部0条评论

快来发表一下你的评论吧 !
