

详谈电连接器端接的分类、优势及工艺要求
连接器
描述
连接器的端接
端接方式的分类:
1、焊接:焊接最常见的是锡焊。锡焊连接最重要的是焊锡料与被焊接表面之间应形成金属的连续性。
2、压接:压接是为使金属在规定的限度内压缩和位移并将导线连接到接触对上的一种技术。好的压接连接能产生金属互熔流动,使导线和接触对材料对称变形,这种连接类似于冷焊连接,能得到较好的机械强度和电连续性,它能承受更恶劣的环境条件。目前普遍认为采用正确的压接连接比锡焊好,特别是在大电流场合必须使用压接。压接时须采用专用压接钳或自动、半自动压接机。应根据导线截面,正确选用接触对的导线筒。要注意的是压接连接是永久性连接,只能使用一次。
3、绕接:绕接是将导线直接缠绕在带棱角的接触件绕接柱上。
4、刺破接连:刺破连接又称绝缘位移连接,连接时不需要剥去电缆的绝缘层,依靠连接器的“U”字形接触簧片的尖端刺入绝缘层中,使电缆的导体滑进接触簧片的槽中并被夹持住,从而使电缆导体和连接器簧片之间形成紧密的电气连接。
5、螺钉连接:螺钉连接是采用螺钉式接线端子的连接方式。
压接连接的优点
在一根或多根导线与任何形状的接触件之间由压接技术产生的连接,压接连接方式主要有如下优点:
(1)是各种生产规模高效连接的加工方法;
(2)能采用全制动或半制动压接机,或手动工具进行加工;
(3)无需焊点;
(4)没有使接触件弹性受损坏的焊接温度和焊接氧化;
(5)无对人体伤害的重金属和溶剂气体;
(6)压接连接后仍能保持导体柔软性;
(7)无导体绝缘层的烧焦、变色和过热;
(8)电气和机械特性具有重现性。
压接工艺的要求
要获得好的电气连接,在压模、压接筒以及导体的截面变形量之间要有正确的配合,需要有合适的压接工具和好的压接工艺。
3.3.1工具、压接筒和导线的组合应相适应。
3.3.2剥线要求:为了获得良好可靠的压接连接效果,导线剥离必须正确
(1)剥线长度:它取决于采用的压接筒的型别和尺寸:
剥线长度=压接筒长度+1mm(线截面积≤1 mm2)
剥线长度=压接筒长度+2mm(1<线截面积≤10 mm2)
(2)剥离的绞合线无损伤:例如个别断裂或完全断裂,它取决于剥离工具刀口的深度,其深度要根据导体直径决定。
(3)绞线的捻扭应正确:如果导线的捻扭已扰乱,可以顺着线芯绞合方向轻微捻扭一下使其恢复。
(4)导线剥离部分应清洁,并且应无绝缘残粒。
3.3.3压接过程要求:为了获得良好的电气连接效果,压接质量非常重要:
(1)导线应正确位于压接筒中:绞合线的所有股线应在压接筒内,闭式压接筒,在检查孔应能见到压接导体(即导线线芯)。
(2)导线绝缘层末端与压接筒之间的距离应合适:应保证线芯截面积不大于1mm2时小于1mm,线芯截面积1~10mm2时小于2mm;
(3)压痕在压接筒上的位置应正确,压痕的深度应恰当;
(4)在压接的过程中应该保持导线和压接筒在同一轴线上。
压接质量的探讨
1.端连接指标--抗张强度
端连接的质量直接影响电气连接效果及连接器的机械寿命,因此国标对接触器的抗张强度有明确规定,其抗张强度要求如图1(A为闭式压接筒最低值,B为开式压接筒和预绝缘压接筒最低值):
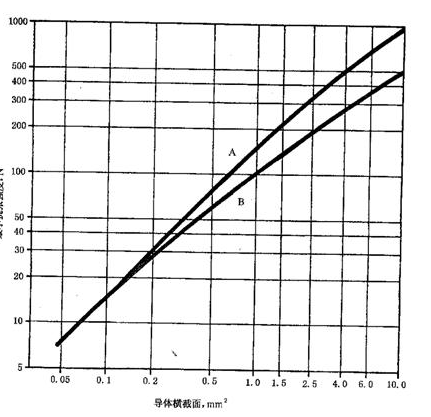
图1 抗张强度坐标图
2.实例分析
以相同的材料为前提,影响抗张强度的因素有压痕形状、压痕位置、压痕深度,现在我们以闭式压接筒为例对影响抗张强度的因素进行分析。
(1)压痕形状C:闭式压接筒压接工具压痕一般有四爪八点和四爪四点压线钳,其压痕形状分别如图2、图3:
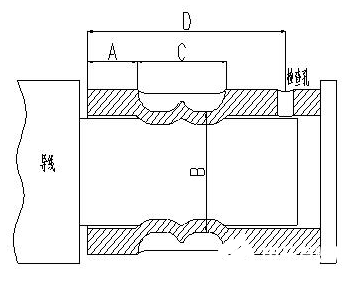
图2 四爪八点压线钳压痕形状
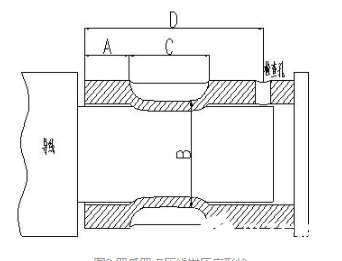
图3 四爪四点压线钳压痕形状
压痕的形状由压接工具本身决定,在这里就不作过多阐述。
(2)压接位置:压接位置即上图中C所在的位置,在其他条件相同的情况下(即材料、工具和压接深度相同),压痕位置A>0且A+C<D时其拉力值最大且基本相同,A值太小,压接时会损坏插芯,A+C>D,则压接到线芯末端,抗张力强度会大大下降。现在以规格为1.0mm2的机车导线和四爪八点压线钳作拉力试验,以此来分析压接位置对压接抗张强度的影响,其实验数据如下表1。
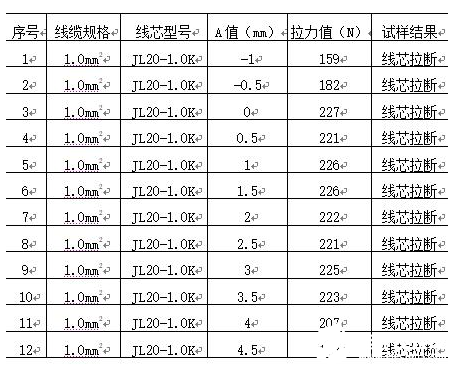
表1 线芯压接样品拉力值表
根据以上实验数据绘线芯拉力值坐标图如图4所示:
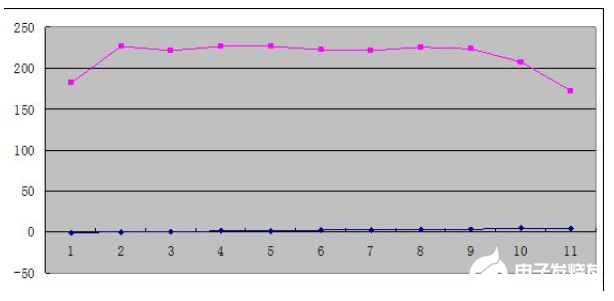
图4 线芯压接位置与拉力值坐标图
由上图表不难看出,压痕位置对抗张强度基本无影响。根据现场经验,A值在1~1.5mm的位置其连接及外观均能达到最佳效果。
(3)压接深度B:多数压接工具均有深度调节旋钮。压接深度一定要调节适当,过深会损伤线芯,过浅压接不紧密,抗张强度会降低。现在以规格为1.0mm2的机车导线和四爪八点压线钳(型号:K975265)做拉力试验,以此来分析压接深度对压接抗张强度的影响,其实验数据如下表2。
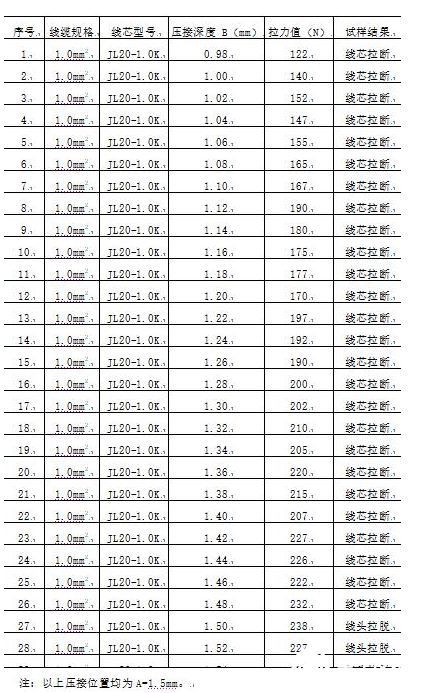
表2 线芯压接样品拉力值表
根据以上实验数据绘线芯拉力值坐标图如图5所示:
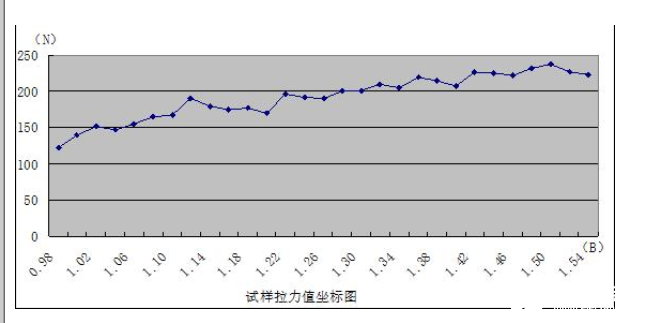
图5 线芯压接深度试样拉力值坐标图
由以上数据可以得出如下结论:拉力值随着压线钳压接深度B值的逐渐加大出现一种先增加后减小的趋势。试验数据从序1至26拉力值随着B值的增加而增加,且线芯均为拉断,不难判断,在B值小于1.5mm时,线芯是有损伤且随着B值的减小损伤程度会加剧。实验数据序27到29拉力值随着B值的增加而减小,且线芯均为拉脱,不难判断,随着B值再继续增加,线芯会更易拉脱,拉力值还会继续减小。
-
电连接器的选型指南2015-10-28 0
-
连接器厂家讲解-电连接器的四种电气参数要求2018-01-19 0
-
矩形电连接器怎么分类?2019-10-17 0
-
电连接器选型指导2020-11-06 0
-
航天电连接器的可靠性重要分析2021-03-25 0
-
电连接器可靠性2021-12-30 0
-
连接器选型指南2023-09-21 0
-
连接器由什么组成的 连接器常见分类2022-02-06 3283
-
你对连接器端接技术了解多少?2022-08-16 1426
-
IDC连接器的压接和端接方法2022-08-22 3033
-
电连接器的分类种别2022-09-30 5161
-
浅谈电连接器分类方法2023-03-21 769
-
连接器的分类及应用 板端连接器是什么?2023-08-24 1707
-
连接器的分类2023-09-06 1079
-
连接器端接的优缺点分别是什么?连接器端接与拼接端接哪个更好?2023-12-27 518
全部0条评论

快来发表一下你的评论吧 !
