

信捷PLC在磨床上的应用
机械设计
描述
信捷PLC在磨床上的应用
一.概述
XC系列可编程控制器及XC-GRM量仪模块在磨床行业上的优势
1、 控制精度高达±1um
量仪模块对测量数据进行特别的运算处理之后(抗抖动、温度补偿等等),将数据传送给PLC进行控制,保证了系统的控制精度。
2、测量范围宽达1000um,可以进行宽泛围操作
在不需重新调试的情况下,既可以磨削余量1~5um的返修工件,也可以磨削800~900um的大余量工件。即使工件尺寸差异很大,仍然能够实现快速趋进功能。
3、 操作界面简单友好,降低了设备调试的难度
直接通过触摸屏进行磨床工艺参数设置,不需要复杂的调试过程。即使使用量仪方式进行加工生产,操作工也只需按照屏幕提示的顺序操作一遍便可完成设备的调试。
4、脉冲输出频率高达400KHz
控制器的高频输出支持从1Hz到400KHz的超宽范围,因此,无论是步进电机还是伺服电机,都可方便的进行控制。
5、 省去测量仪表,实现数字化、智能化控制
将测爪信号直接接入XC-GRM磨床专用量仪模块,PLC直接读取测爪测量数据,节省了用户的成本,简化了调试过程,并提高了工件的磨削精度。使系统的集成度大大提高。
6、实现工件直径测量数字化,实现精确计算快趋量功能
通过量仪模块直接读取工件直径数据。在毛坯上料后,直接测量出毛坯需要的磨量,进而推算出该工件快趋所需要的快趋进给量,以达到快趋结束便开始磨工件的目的,从而大大提高了生产效率。
7、实现量仪控制模式下的工件自动对刀
操作工通过屏幕上的对刀按键,PLC控制步进(伺服)电机以低速进给,在对刀过程中自动记录量仪读数的变化,从而自动计算出优化的工艺参数。
8、支持连续多段步进控制
通过PLSR脉冲输出指令,磨床控制需要的四个进给段“快趋、黑皮、粗磨、精磨”可以一次连续完成,中间无须停顿。
9、多段步进跳跃功能
通过PLSNEXT指令,可以在多段步进发送过程中,通过外部条件(而不等该段脉冲发完)直接转到下一段步进。该功能可用于量仪控制。
10、 FlashRom存储器
重要的工艺参数可保存于FD0~FD2047闪存数据区。即使在PLC电池耗尽的情况下,系统仍可保留参数数据。
二.基本配置
1、PLC本体:用于磨床的逻辑控制,其输入部分用来接收按钮、行程开关、保护信号等输入信号,其输出部分用来控制步进(伺服)电机、电磁阀、电磁卡盘、测爪收张等。
2、量仪扩展:测爪信号线接入量仪扩展,扩展将该信号输入转化为范围为0~6500数据,并通过扩展接口将数据传输给PLC本体;该模块的电压输出同时控制测爪的“张开/收缩”动作。
3、输入点扩展:某些型号的磨床(如203等)可能会出现输入点数不够的情况,可以通过该扩展增加16个输入点。
4、人机界面(触摸屏):设备操作人员和设备的接口。通过其画面,操作人员可以了解当前机床的运行状态,进给量,补偿量,套圈当前的直径等等。设备的工艺参数,如快趋量、粗磨量、进给速度、粗磨留量、精磨留量、毛坯范围等等,也是通过人机界面输入PLC本体。另外,设备的故障诊断也是通过触摸屏界面显示出来。在量仪控制时,测爪的零位调整、粗磨到、精磨到等信号调整,也是通过人机界面进行。
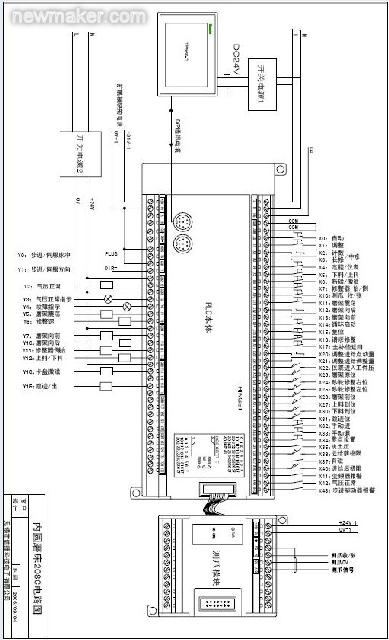
三、配线举例(以208C内圆磨床为例)
- 相关推荐
- 磨床
-
与信捷PLC通讯事例2014-12-30 0
-
信捷PLC解密软件2017-06-18 0
-
佛山信捷plc模块,信捷XC3系列plc模块回收上门服务2020-06-19 0
-
潍坊信捷plc回收,潍坊全新信捷plc扩展模块高价回收2020-07-09 0
-
苏州回收全新信捷plc控制模块,回收二手信捷plc模块2020-09-10 0
-
湛江市信捷plc回收公司 湛江市信捷plc扩展模块回收价格2020-09-23 0
-
信捷plc模块-武汉信捷模块plc触摸屏回收2020-11-01 0
-
武汉信捷模块回收-武汉全新的xc系列信捷模块plc大量回收2020-11-03 0
-
肇庆有专业信捷PLC模块XD系列模块2020-11-08 0
-
徐州信捷模块-plc回收中心2020-11-28 0
-
郑州求购信捷PLC模块/求购信捷触摸屏2021-10-22 0
-
杭州本地回收信捷PLC模块/信捷触摸屏/信捷伺服驱动器回收2021-11-10 0
-
上海求购信捷plc/信捷触摸屏回收/信捷伺服驱动器回收2021-11-15 0
-
信捷PLC在磨床上的应用2009-06-20 1118
-
变频器在磨床上的应用方案2023-08-19 566
全部0条评论

快来发表一下你的评论吧 !
