

伺服焊钳的滞后故障分析
描述
我们经常出现拉拽故障:
SWITCH $SoftPlcint[21] 软PLC反馈产生提示信息:
CASE 1
USER_MSG.MSG_TXT[]="SZ1 SchleppfehlerimProgrammbetrieb, Quittierung in Single-Step erforderlich !"–拉拽故障需要单步复位-
. . . . . .在出现焊钳不控制,切超出拉拽监控最大值时,会触发轨迹停止.
IF NOT $OUT[O_SZ1_FRG] AND (abs($softplcreal[1])>max_sf) AND ($softplcint[1]>0)THEN
-!A715 焊钳在7轴模式-$softplcint[1]=7 伺服焊钳-max_sf=15
-$softplcreal[1]实际由软PLC偏差距离反馈
-$softplcreal[20]=max_sf将最大偏差值传输给软PLC
-$softplcint[1]=附加轴与驱动装置接口1配置值,例如:伺服焊钳=7
BRAKE-如果出现上述故障立即中断移动的轨迹
sf_prog_status :拉拽故障的反馈变量监控状态。
# PRG_MOTION:程序运行中出现的滞后误差
# driveoff_motion:驱动装置关断时的滞后误差
# man_motion:用运行建运行驱动装置时的滞后误差
# dest_invalid:由于目标位置无效导致的滞后误差
# user_act:操作确认键时的滞后误差
# SZ_IO: 无滞后误差
滞后误差监控
机器人报滞后故障实际上是SynchroMove软件的一种监控!
如果机器人控制系统有定位权,则应对外部驱动装置进行位置监控.
允许的滞后误差极限可通过变量”MAX _SF ”(VW_USR_S.dat)配置。预先设定的滞后误差极限为15mm。超出滞后误差极限会导致机器人停机。在确认和消除滞后误差后,可继续机器人程序。针对滞后误差可监控,可设置一个延迟时间。
变量“SYSBUSDELAY []”(vw_usr_s.dat).延迟时间单位为[12ms]。
延迟时间不得大于19*[12ms],小于1*[12ms]。
自动计算延迟时间(VW_EMZ)
执行EMZ的条件:
1.正确设定机器人控制系统上外部驱动装置的软限位开关
2.切换至用户组”专家”
3.运行方式T2
4.程序倍率100%
5.在文件夹VW_USER中选择模块”VW_EMZ”
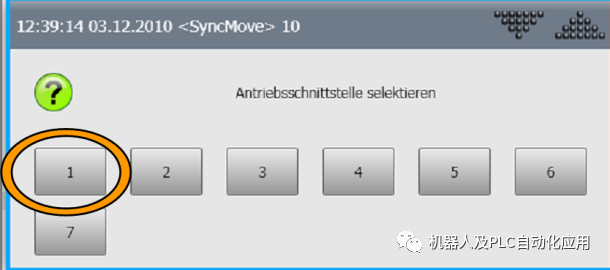
6.选择驱动装置接口
7.执行程序

执行后提示:
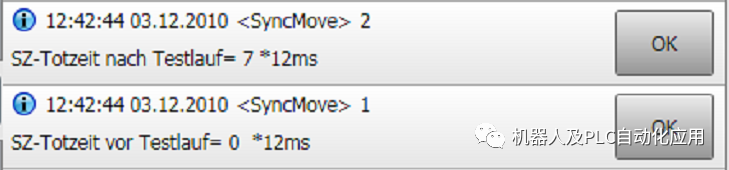
通过测试运行得出延迟时间,被自动应用.
从上述介绍中我们可以看出,所谓的拉拽或者滞后,起因都是机器人外部轴E1移动过程中,焊钳的气缸移动速度慢了,跟不上机器人软PLC的监控时间从而产生的故障。
那么我们结合程序的分析,从硬件上去看延迟滞后误差故障。
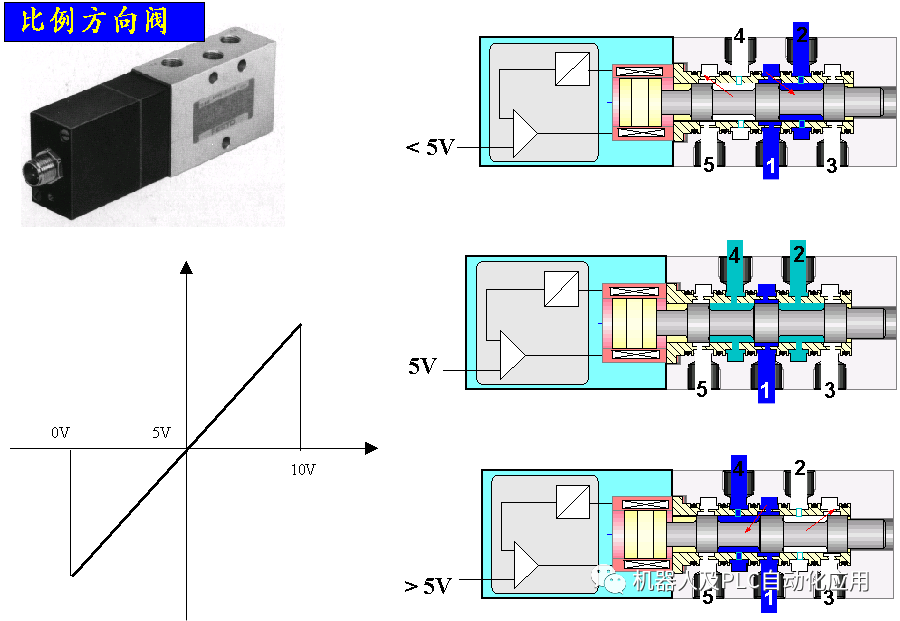
1.伺服焊钳控制器或MPVE故障。
MPYE为比例方向阀,利用比例控制技术,阀口开度可连续变化。 可以实现方向控制和流量控制,控制主气缸的方向和速度。
2.焊钳气缸故障,滑道卡。

3.短暂的更改参数能消除由于阀体或气缸老化引起的一些延迟,但难以掩盖故障的本身。还是要更换部件的。
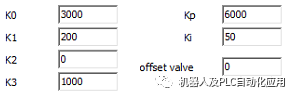
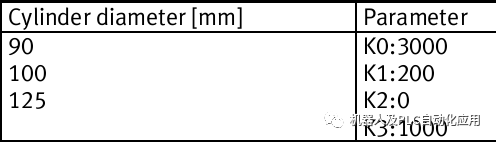
C型枪的典型设定值:
X型枪的典型设定值:
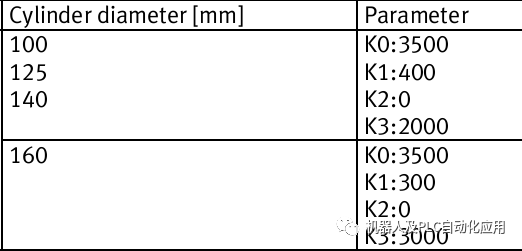
K0是调节速度的,K3是抑制波动的;通过这两个参数,基本上就可以调到满意的特性;
K1不是用来修改速度的,而是用来抑制超调的,同时,会略微增加定位时间
K1和K3都有一定的减小静差的作用
K2的作用不明显,增加加速度缓冲K2以补偿摩擦效果。
如果喷枪在到达目标位置或缓慢移动时趋于振动,请增加对压力变化K3的缓冲。
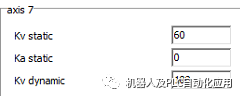
Kv static用来调节速度
Kv dynamic用来消除动态跟踪误差。
因此从上述的原因,我们可以得出,一旦出现了拉拽故障,这就是告诉我们,焊钳的阀或者气缸,或者导向滑轨出现的老化,泄露,磨损等问题,最好的方法就是更换,备件,或是及时保养。
责任编辑:lq
-
直线伺服电机的故障分析2016-01-08 0
-
交流伺服电机振动故障的分析与解决方案2018-10-26 0
-
VCD机伺服电路故障检修2010-11-29 7557
-
电伺服焊钳铣削分析:用户铣削2020-06-11 2778
-
FESTO气伺服焊钳气管接错后故障分析2020-07-13 2471
-
KUKAC4大众版机器人报"伺服焊钳的滞后故障分析"如何解决2021-01-03 6227
-
气伺服焊钳为什么会发出钳E1超出软件限制报警2022-07-26 959
-
电伺服焊钳的摆臂铣刀的SG_Background控制2022-07-26 688
-
FESTO焊钳故障报警分析2022-08-15 1175
-
浅析KUKA机器人气伺服焊钳虚拟外部轴的配置文件2022-11-10 795
-
VASS KUKA电伺服焊钳的SG_Background控制2023-01-14 1555
-
气伺服焊钳的力超时故障分析2023-04-24 354
-
伺服电机十大故障分析2023-04-28 688
-
伺服焊钳机器人做EMZ的程序分析2023-09-01 364
-
AB伺服电机抖动故障分析2023-11-23 529
全部0条评论

快来发表一下你的评论吧 !
