

采用双层抗蚀剂法去除负光刻胶
今日头条
描述
摘要
本文提出了一种新型的双层光阻剂方法来减少负光阻剂浮渣。选择正光刻胶作为底层抗蚀剂,选择负光刻胶作为顶层抗蚀胶。研究了底层抗蚀剂的粘度和厚度对浮渣平均数量的影响。实验表明,低粘度正光刻胶AZ703的自旋速度为3000r/min,厚度为1.10um,对光刻胶的去除有显著影响。为了最小化顶层与衬底物接触的面积,进一步减少浮渣,我们选择了8µm作为底层抗蚀剂的最佳缩回距离d。
导读
一般来说,负光致抗蚀剂具有良好的抗蚀特性作为掩模。然而,浮渣现象在负光致胶中很常见,区域水的强氧化和腐蚀会部分蚀刻光致胶,甚至导致变性,增加了浮渣去除的难度。衬底中的缺陷在随后的自旋涂层PZT中引起大量黑点,导致压电性能降低,衬底附着力差,特征尺寸控制不足。因此,去除铂表面的光致抗蚀剂是影响PZT制造工艺的关键。完全去除光致抗蚀剂的关键是克服与衬底的结合力。传统的干燥方法包括干式蚀刻和湿式化学腐蚀。
在干、湿蚀刻过程中,完全去除光致抗蚀剂对于获得基底干净的表面质量至关重要。一般来说,双层抗试剂方法可以广泛应用于在需要非常清洁表面的各种底座上的负光刻胶去除过程。
实验
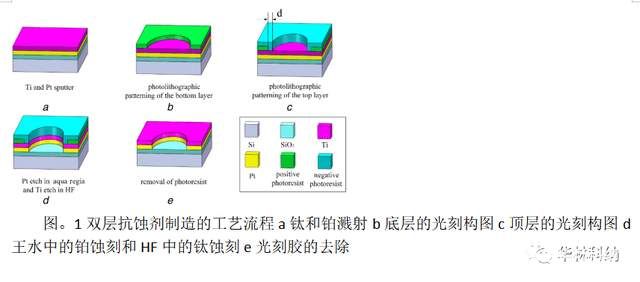
在Si/sio2/Ti/Pt衬底中,采用双层抗蚀剂法去除负光刻胶。制作工艺流程如图1所示。
(a) 选择2英寸的裸硅片作为基片。
(b) 所有氧化物晶片在沉积在磁控溅射设备的腔室中之前都在150℃下烘烤。
(c) 正光刻胶在铂晶片上旋转涂层,然后软烘烤。
(d) 负光刻胶直接自旋涂在正光刻胶上。
(e) 晶片在煮沸的王水(HNO3∶HCI∶H2O = 1∶3∶2)中形成图案。
(f) 在蚀刻过程中,底层和衬底没有被顶部分开,铂衬底完全不受腐蚀。
结果和讨论
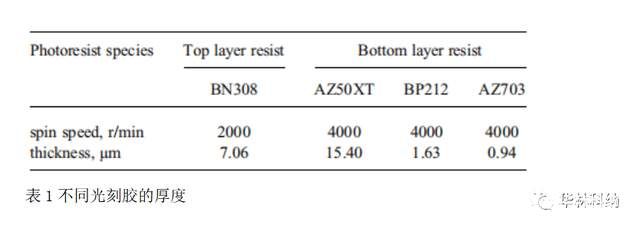
不同的底层抗蚀剂对顶层抗蚀剂的影响:底层采用三种正光刻胶,分别为AZ50XT(粘度:3200mPas)、BP212(粘度为37mPas)和AZ703(粘度为14mPas)。在相同的自旋速度下,对不同的粘度得到了不同的厚度。表1显示了三种4000r/min和2000r/min低速的BN308正光刻胶的厚度。
底层抗蚀剂厚度对剥离结果的影响:采用该双层抗蚀剂法选择AZ703作为底层抗蚀剂,底层抗蚀剂覆盖面积的平均浮渣数(每平方米浮渣数)减少至1.69,与单层抗蚀剂法相比具有明显的剥离效果(12.48)。然而,人渣的平均数量仍然更多,需要进一步去除。
底层抗蚀剂边缘收缩距离的测定:如图所示。1c,底层抗蚀剂相对于顶层抗蚀剂的收缩距离为d。在d的区域内,不能去除顶层抗蚀剂的浮渣。必须优化d的大小,以最大化设计面积(d为最小的)。
结论
本文研究了一种新型的双层抗胶方法,以改善负光刻胶后的去除效果。采用正光刻胶作为底层抗蚀剂,采用负光刻胶作为底层抗蚀剂。负光刻抗蚀剂BN308以其优异的抗蚀刻特性作为掩模。我们研究了对其粘度和厚度的影响最底层可以抵抗浮渣的平均数量。结果表明,低粘度的正光刻胶有助于光致胶的去除。本信选择AZ703为底层。在自涂过程中,当速度达到3500r/min,厚度达到0.97μm时,平均浮渣数量随着速度的增加而增加。为保证设计结果和图案的完整性,底层抗蚀剂的厚度尽可能保持较薄。因此,我们选择了3000r/min的自旋速度和1.10μm的厚度作为最佳参数。为了最小化顶层与基板接触的面积,确保图案的完整性,我们选择了8μm作为底层与顶层的最佳收缩距离。该方法具有操作简单、成本低、节省时间等优点。目前,这种双层抗电阻方法已应用于喷墨压电打印技术,以减少铂表面残留的浮渣。它可以广泛应用于负光刻胶的去除过程,在需要非常清洁的表面。
审核编辑:汤梓红
-
Futurrex高端光刻胶2010-04-21 0
-
光刻技术原理及应用2012-01-12 0
-
光刻胶残留要怎么解决?2016-11-29 0
-
Microchem SU-8光刻胶 2000系列2018-07-04 0
-
光刻胶2018-07-12 0
-
光刻胶在集成电路制造中的应用2018-08-23 0
-
光刻胶有什么分类?生产流程是什么?2019-11-07 0
-
光刻工艺步骤2021-01-12 0
-
《炬丰科技-半导体工艺》光刻前 GaAs 表面处理以改善湿化学蚀刻过程中的光刻胶附着力和改善湿蚀刻轮廓2021-07-06 0
-
负光刻胶显影残留原因2023-04-20 0
-
默克推出用于芯片制造的新一代环保光刻胶去除剂2021-07-28 2744
-
改善去除负光刻胶效果的方法报告2022-01-26 739
-
一种半导体制造用光刻胶去除方法2022-04-13 951
-
干法刻蚀去除光刻胶的技术2022-07-21 5420
全部0条评论

快来发表一下你的评论吧 !
