

PLC编程软件结构化的7个步骤
描述
IEC 61131-3标准包括强大的结构化工具,可以帮助用户将控制系统分解为可管理的单元,从而提高整体效率。
根据现代软件开发环境的需求,国际电工委员会 (IEC) 的可编程逻辑控制器标准第 3 部分编程语言 IEC 61131-3 包括了强大的结构化工具。其中关键部分是顺序功能图 (SFC) 和用户自定义的功能块。两者都为将控制系统分解成可管理的单元提供了一个很好的方法。
这些单元更容易被不同背景的人使用和理解。它提供了系统工程师、软件开发人员以及安装和维护人员之间缺失的环节。此外,它还为这些不同的群体提供了一种表达和交流的工具。
通过这种方式,在更大的应用中,多专业团队也可以相互协作,编制更易于理解和可复用的代码,并在程序员、安装和维护人员以及用户之间提供不同级别的隔离。
此外,在软件开发初期就可以进行错误检测和错误处理。另一种方法,是在安装过程中(甚至在运行期间)创建这些程序,但对于供应商(支持)和用户(停机)来说成本都太昂贵。
为控制系统编程提供结构
控制系统代码结构化的优点很多,包括:更好的系统概览,不仅对原始程序员很重要,对安装和维护人员也很重要;为多专业开发团队的内部沟通提供更好的基础;不同职责之间的明确分离;更好地关注真正的问题和可能的解决方案;以及可复用软件的基础。
结构化是通过将问题分成更小的部分来完成的。这些部分可以进一步细分。但这样做也有局限性 :不能无限制的持续细化,因为这会增加集成工作。
模块化块的使用涉及 5 个基本原则 :
• 编程语言应支持模块化单元。
• 单元的组成方式和数量,应使其具有最少的接口和最少的交互。
• 接口要小,需要最少的数据交换。
• 模块交互需要明确定义,以增加其可复用性。
• 模块应该提供数据封装功能 :应用程序数据是分区的,每个分区只能由一组功能访问,这 样就可以将其隐藏起来,避免不必要的访问。
编程软件结构化的 7 个步骤
以下 7 个步骤,为控制系统编程软件的结构化提供了一条成功之路 :
• 识别控制系统的外部接口。
• 定义控制系统和工厂其它部分之间交换的主要信号。
• 定义所有操作人员的交互、覆盖和监控数据。
• 控制问题分析,从顶层到逻辑分区,逐步分解。
• 定义所需的功能块。
• 定义应用程序不同部分的扫描周期要求。
• 通过定义资源、将程序与物理输入和输出相连接,以及将程序和功能块分配给任务来配置系统。
IEC 61131-3 提供的合适环境可以支持这些步骤。下面将以发酵过程及其控制系统为例详细探讨编程软件结构化的过程。图 1 是整个系统的示意图。
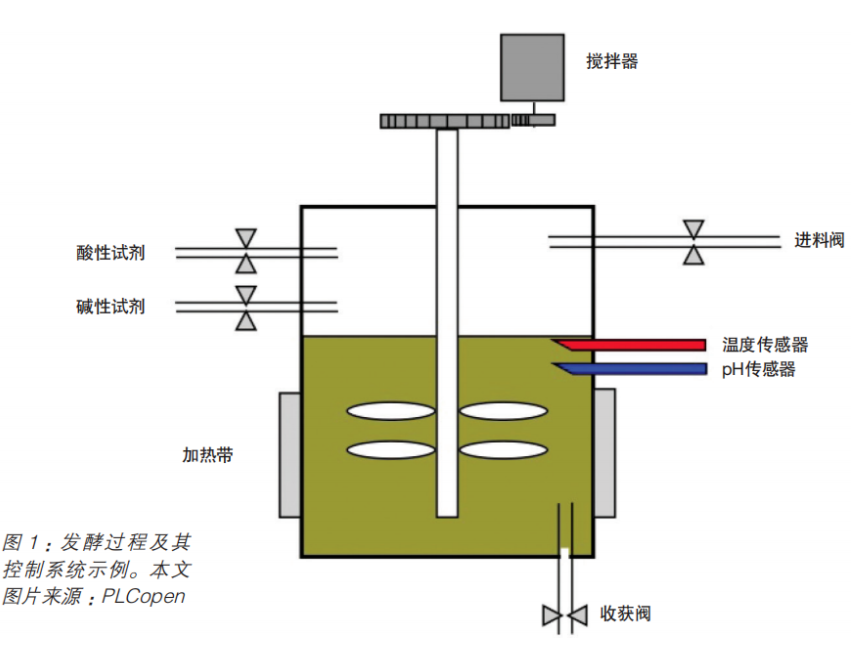
发酵过程包括一个大容器,它可以装满液体(进料阀),可以用加热带加热(通过对流冷却), 通过电机搅拌,并且可以添加酸和碱液进入容器。处理完成后,就用收获阀来收获产品。要为此示例创建控制程序,需要完成上述 7个步骤 :
1、步骤一
识别控制系统的外部接口,包括 :
• 来自温度传感器的反馈 ;
• 来自 pH 传感器的反馈 ;
• 来自阀门位置的反馈 ;
• 来自电机的反馈(速度);
• 输出到阀门 ;
• 输出到电机 ;
• 输出到加热带。
2、步骤二
定义控制系统和工厂其它部分之间交换的主要信号。
在该例中,系统与工厂的其余部分没有耦合,但是在现实中不太可能。例如,人们可能需要 一个连接到容器的管道,该管道还需要接到接收系统,如容器或瓶子的运输系统。也可能与企业资源规划 (ERP) 系统耦合。
3、步骤三
定义所有操作人员交互、覆盖和监控数据。
对于操作人员,我们定义了 “开始”、“停止”和“持续时间” 按钮作为系统的输入。
4、步骤四
控制问题分析,从顶层到逻辑分区,逐步分解。
这个过程有 5 个主要功能 :
a. 主顺序,例如,顶层工艺步骤——灌装、加热、搅拌、发酵、收获、清洁 ;
b. 阀门控制,操作用于填充和清空容器的阀门 ;
c. 温度控制,用于监测容器温度, 调节加热器 ;
d. 搅拌器控制,用于根据主工艺顺序的要求启动搅拌器电机。
e.pH 控制,用于监测发酵内容物的酸度,根据需要添加酸液或碱液。
5、步骤五
定义所需的功能块。
使用上面的定义并向其添加(高级)功能块,我们就可以在编程语言中使用这些功能块图。发酵控制程序的功能块图如图 2 所示。
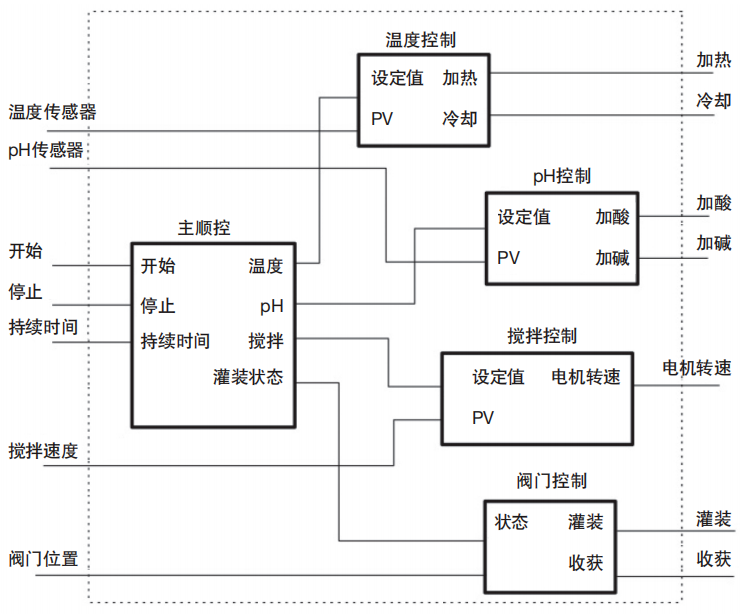
图 2 :此图表示的是发酵过程的功能块图,左侧是输入,右侧是输出。
功能块主序列连接到运行人员输入。它由其它控制块支持,这些块连接到相关的输入和输出。这些附加块可以是供应商提供的块,例如使用 PID 控制的温度控制块 ;也可以由您自己创建(图 3 所示的就是用 SFC 构 造序列)。
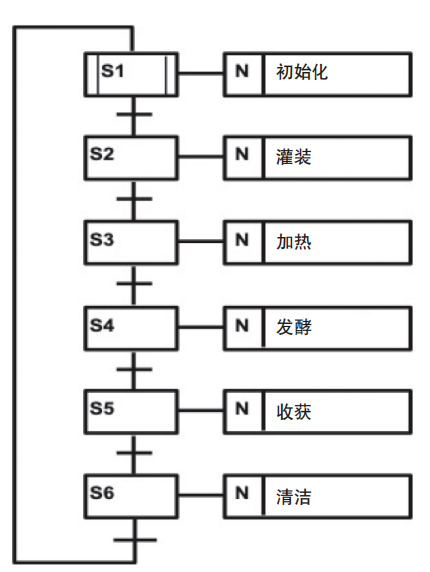
图3 :顺序功能图 (SFC) 提供了一种方法,可以将可编程控制器程序划分为一系列的步骤和转换,它们直接相互连接。
SFC 提供了一种方法,可以将可编程控制器程序划分为一系列的步骤和转换,它们直接相互连接。与每个步骤相关联的是一组动作,与每个转移相关联的是转移条件。
从初始化开始,因为在第一次启动系统时,并不知道系统的状态,所以我们必须检查阀门的位置等。然后开始填充,直至达到合适的液位。下一阶段是加热直到发酵过程开始。接着,进入实际发酵过程控制部分。
完成后,收获产品,然后清理干净,准备重新开始。这种分解,使每个参与者都清楚地了解所涉及的序列,并进一步模块化为功能块,然后用 4 种语言中的任何一种来进行编程。
现在要完成执行级别的编程工作。这些工作可以分配给不同背景的人。为此,IEC 定义了 2 种图形和 2 种文本编程语言,即指令列表、结构化文本、梯形图和功能块图,以最好地满足需要和手头的问题。此外,如果需要,还可以通过 SFC 进一步分解执行块。
6、步骤六
定义应用程序不同部分的扫描周期要求。
在这个例子中,我们原则上只有一个循环,可以在连续模式下运行。或者,我们可以让其定时运行,例如每 20 毫秒运行一次。剩余时间可用于附加序列,例如在收获期间检查,或控制运输 / 装瓶系统,或检查所有边界和错误条件。
7、步骤七
通过定义资源,将程序与物理输入和输出相链接,以及将程序和功能块分配给任务来配置系统。该阶段是专门针对相关系统的。
它包括符号到 I/O 地址的物理映射。通过使用符号表示,可以获得更好的硬件独立性。这对于创建独立于硬件的功能块尤其有效。有了清晰的物理映射,在现场重新布线更容易完成。例如,交换两个数字输入的接线,在物理映射中只需更改 两行,程序的其余部分仍然有效,无需更改。
在这里,资源是相互映射的,意味着无论哪个部分运行在系统中的哪个处理器上,都能一一对应。IEC 61131-3 支持多线程处理环境,尽管大多数系统实际仍使用一个处理器来处理程序。
用户还必须将任务映射到扫描周期和事件,如步骤 6 中定义的那样。这样,一个系统中可以有多个程序,例如这里描述的发酵过程,由整体检查和控制支持,而其背后又有支持环境,例如供应链前端的装瓶或液位。
IEC 61131-3 编程标准为多层次的用户和应用,提供了强大的工具。使用高级 SFC,可以为正在开发的系统提供很好的概览,从而提高可读性和透明度。它为手头的控制问题的模块化提供了指导。此外,它还为区分不同的开发任务提供了基础,并将注意力集中在实际编码层,创建可复用的软件代码上。
-
结构化布线系统有哪些难题2016-05-19 0
-
TrustZone结构化消息是什么?2019-03-20 0
-
Deeplearningai结构化机器学习项目2020-05-18 0
-
Codesys之结构化文本概述 相关资料分享2021-07-02 0
-
结构化设计分为哪几部分?结构化设计的要求有哪些2021-12-23 0
-
如何使用arm汇编指令去实现一种结构化编程呢?2022-11-09 0
-
对与性能比较低的51单片机,结构化编程性能提升多少?2023-10-26 0
-
工业洗涤设备结构化编程方式2011-06-16 506
-
三菱Q系列PLC编程手册(结构化文本篇)2018-03-07 4292
-
关于如何快速学习PLC编程的一些思路2019-07-04 5646
-
西门子PLC教程之结构化编程的详细资料说明2020-03-25 1545
-
FXCPU结构化编程手册[顺控指令篇]2022-08-24 375
-
PLC梯形图与结构化编程语言(SCL)的区别2022-11-03 11500
-
如何学好PLC编程的思路和办法2023-04-29 1178
-
西门子博途S7-SCL结构化控制语言编程2023-06-11 579
全部0条评论

快来发表一下你的评论吧 !
