

纸机烘缸轴轴承位磨损在线修复技术
今日头条
描述
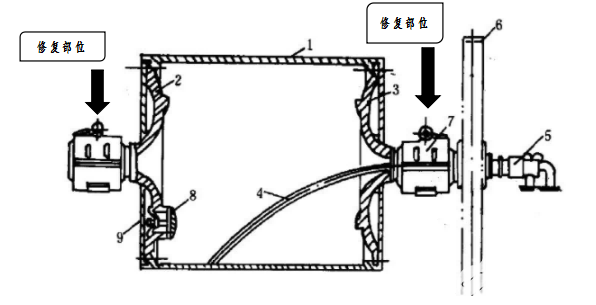
一、造纸烘缸设备概括
烘缸一般是用铸铁制成的两端有盖的空心圆筒,由缸体及其两端的缸盖组成,在运转过程中,内通蒸汽将输送的纸张烘干烫光。由于烘缸是以旋转为主的工作机构运转,常年不停机运转。造纸车间温度较高水汽较大,压力较大,运行环境较为恶劣,检修不及时,常会出现缺油问题。设备一旦缺油或是轴承出现异常,温度升高,内圈跑动等问题。轴承位很容易出现机械磨损,一旦出现问题,严重的将会造成停机或是安全事故。
二、烘缸轴轴承位磨损故障分析
烘缸轴在工作过程中承受较大的扭矩力和冲击力,在使用过程中由于金属材质的轴承不具备退让性因此极容易造成应力集中致使金属疲劳磨损出现间隙。一旦出现间隙将会使轴面与轴承内圈之间加剧磨损。磨损严重后,轴承跑内圈,导致内圈定位松弛。最终导致内圈断裂,导致设备无法开机。该次在一家大型造纸企业,就出现了纸机烘缸非传动侧轴轴承位磨损问题。导致设备无法开机,轴承由于长时间处在磨擦环境,内圈磨损严重,轴承温度过高,保持架失效,轴承座松动等问题。
该次修复的烘缸轴轴承位出现磨损,划痕明显,局部有坑洞,后轴肩出现严重磨损。最深的磨损部位达到单边5mm左右。轴面同心度偏离,轴与轴承配合面不足,出现间隙。这样会造成设备震动加大,如果不及时停机,轴和轴承之间继
续加剧磨损,最后会造成被迫停机。对于设备的安全造成极高的危险性。若不及时发现很有可能造成折断事故,造成不必要的生产和安全事故的发生。
三、当前烘缸轴轴承位磨损修复解决方案
a:传统修复工艺:
企业传统解决办法是补焊或刷镀后机加工修复。但两者均存在一定弊端:补焊高温产生的热应力无法完全消除,易造成材质损伤,导致部件出现弯曲或断裂。而电刷镀受涂层厚度限制,容易剥落。
以上两种方法都是用金属修复金属。无法改变“硬对硬”的配合关系。在各力综合作用下,仍会造成再次磨损。针对这种高空作业重载设备,拆装极为复杂。消耗大量人力,物力,运输维修周期长。延误开机时间,给企业造成极大损失,维修成本增加。
b:福世蓝修复工艺:
利用高分子复合材料现场对磨损部位进行修复,在保证修复精度和满足安装要求的基础上,无需对设备进行大量拆卸,修复周期短。
修复依据配合关系根据现场拆装条件,选取模具成型修复工艺进行在线修复工艺。保证修复尺寸、同心度、轴承游隙、过盈尺寸等重要安装参数,实现高分子复合材料恢复设备尺寸的目的,再造轴承位,修旧利废。
高分子复合材料,其具有超强的粘着力,优异的抗压强度以及优良的可塑性等综合性能,可免拆卸免机加工。既无补焊热应力影响,修复厚度也不受限制,同时具有金属材料不具备的退让性,可吸收设备的冲击震动,避免再次磨损的可能,并大大延长设备部件的使用寿命,为企业节省大量的停机时间
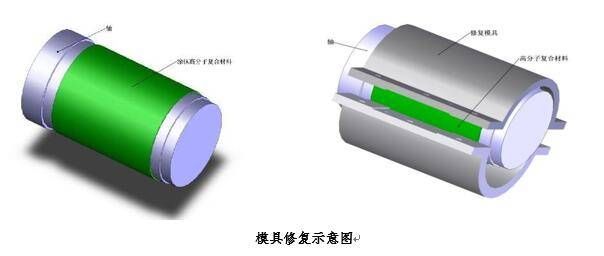
模具修复示意图
四、现场进行复合材料修复工艺步骤
本次修复实施方案:(模具修复工艺)
(1)工器具的准备:如专用模具、吊装工具、磨光机、气割枪、调和板、碘钨灯、无水乙醇等。
(2)轴面处理:安装模具,检测模具与轴的配合精度,判断是否定位准确。设备表面处理:烤油,使用气焊枪进行表面烤油(若气温度低于15℃,建议烤油时间在20分钟以上,使轴表面温度升至30-40℃)。打磨,使用磨光机(砂轮片)快速打磨氧化的轴表面。清洗,使用无水乙醇棉纱或毛刷擦拭清洗干净轴表面。
(3)空试模具:空试达标后,模具内表面涂抹803脱模剂,晾干待用。
(4)修复材料涂覆:将福世蓝高分子复合材料2211F用力、均匀的涂抹至待修复表面,尽量减少气泡,保证材料的致密性,整体涂抹均匀。
(5)模具修复:安装模具,固定螺栓并紧固,等待材料固化成型。
(6)修复完成:材料固化后拆卸模具,测量修复精度,并去除多余材料。
(7)回装轴承:再次涂抹一层2211F高分子复合材料,随即将轴承以及胀紧套安装到位,测量游隙,达到安装要求。
五、修复应用案例图片

六、复合材料技术总结
福世蓝技术充分利用高分子复合材料的综合性能,定制针对性的修复方案和严谨科学的实施修复方案,改变了用户的传统修复手段,实现了现场短时间的修复难题,保证了设备的正常运行。工艺简便、费用低廉,实现了生产成本的合理控制。
- 相关推荐
- 轴承
-
如何修复烘缸轴承位磨损问题2021-07-23 346
-
烘缸轴承位磨损原因及修复方法2021-09-13 443
-
为什么选择这种工艺修复烘缸轴承位磨损?2022-07-28 271
-
烘缸轴承位置磨损的修复方法2022-09-26 246
-
烘缸轴承位磨损且大齿轮松动如何修复2022-12-02 238
-
修复烘缸轴承位磨损为什么选择这种技术2023-01-31 186
-
烘缸轴承位磨损修复的详细步骤2023-05-11 167
-
烘缸轴承位磨损修复步骤2023-05-26 149
-
浅谈烘缸轴承位磨损到底修复方法2023-05-22 152
-
如何修复烘缸轴承位磨损2023-12-14 114
-
修复烘缸轴承位磨损的办法2024-01-02 68
-
如何修复纸机烘缸引纸轮轴承位磨损2024-01-24 73
-
怎么修复纸机烘缸轴承位磨损2024-01-31 63
-
烘缸轴承位磨损如何修复的2024-03-15 46
全部0条评论

快来发表一下你的评论吧 !
