

 磷酸的腐蚀特性及缓蚀剂 氮化硅湿法蚀刻中热磷酸的蚀刻率
磷酸的腐蚀特性及缓蚀剂 氮化硅湿法蚀刻中热磷酸的蚀刻率
电子说
描述
氮化硅湿法蚀刻中热磷酸的蚀刻率
内容1:氮化硅湿法蚀刻中热磷酸的蚀刻率
在半导体湿法蚀刻中, 热磷酸广泛地用于对氮化硅的去除工艺, 实践中发现温下磷酸对氮化硅蚀刻率很难控制。 从热磷酸在氮化硅湿法蚀刻中的蚀刻原理出发, 我们华林科纳分析了影响蚀刻率的各个因素, 并通过实验分析了各个因素对蚀刻率的具体影响。 根据目前广泛应用于生产中的技术, 介绍了如何对相关因素进行控制调节, 为得到稳定的热磷酸蚀刻率提供了方向。
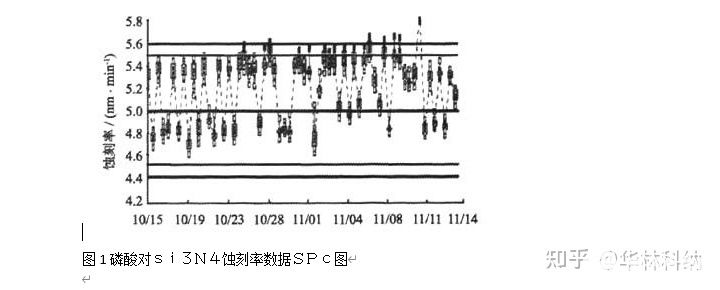
由于热磷酸对氮化硅(Si3N4)蚀刻具有良好的均匀性和较高的选择比, 在半导体湿法蚀刻中常用热磷酸作为Si3N4的蚀刻液…。 而高温的磷酸受各种因素的影响很不稳定, 其对Si, N4的蚀刻率在使用寿命中波动幅度颇大。 据图l示例的sPc图表
收集到的蚀刻率数据, 可知cPK<0. 5, 蚀刻率不稳定, 这给si3N4蚀刻工艺带来很大的困扰。 制造中一般采用的Si, N4厚度普遍大于100 nm, 而热磷酸的蚀刻率在5 nⅡ ∥ Inin左右, 蚀刻率很小的波动也会由于累积效应造成很大的蚀刻厚度差异, 因此稳定的蚀刻率对于Si3N4湿法蚀刻工艺非常重要。 图1中的横坐标单位为日期, 即在一段时间内对生产中使用的磷酸蚀刻率进行随机测量得出的结果(一天测一次, 得出的数值统计图, 也称统计制程管制图)。
1. 湿法工艺磷酸对Si3N4蚀刻的反应机理
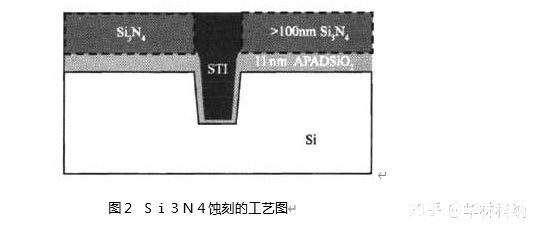
从磷酸对Si3N4蚀刻的工艺图(如图2)来看,在srll完成填充Si, N4, 经化学机械研磨去除掉隔离区以外的Si02后, 停留在Si3N4上, 图2示出其剖
面图, 磷酸用来蚀刻去除si02上的一层Si3N4, 即图2中虚线部分所示。 一般工艺中都会预留一定的过蚀刻(over etching)时间以确保完全去除Si3N4,最后停留在氧化硅上。 因此, 磷酸对Si, N4蚀刻率和对氧化硅选择比就决定着Si, N4能否完全被去除以及si02层剩余的厚度, 这对后续的si02去除步骤至关重要[2]。 若残留si3N4, 可能导致si02去除不完全; 若过度蚀刻, 则可能会导致PAD si02去除后影响到srI-I的轮廓。
从化学反应方程式来看(式(1)), 在Si3N4蚀刻反应中, 参与反应的物质主要是水, 而H, P04只是作为一种催化剂。 这样就可以清楚地了解, 排除掉si3N4本身的影响, 控制反应速度也就是蚀刻率的关键因素即: 水含量(磷酸体积分数), 反应温度和晶圆表面磷酸置换的速度。 Si, N4蚀刻反应方程见式(1), 在蚀刻中H3P04作为催化剂。H。 Pn.Si3N4+12H20—二≥3Si02+4NH3千
(1)}11Po-si02+2H20—二一Si(0H)43磷酸对Si3N4蚀刻率影响因素的分析
3. 1磷酸的温度
对于磷酸去除Si3N4工艺, 除了对Si3N4的蚀刻速率外, 磷酸对Si3N4: si02的选择比也是工艺中关注的问题。 为了得出温度对Si3N。 的蚀刻速率和Si3N4: si02的选择比数据, 使用恒定浓度(86%一87%)的磷酸来实验,
可以得出在浓度恒定的条件下, 随着温度的升高磷酸对Si, N4的蚀刻率上升, 同时对
Si3N4: Si02的选择比也降低。 因此, 对于磷酸而言较高的温度对于Si3N4的蚀刻率上升, 但会牺牲选择比, 这给工艺控制带来难度; 温度的降低可以获得很好的选择比, 同样它牺牲了si, N4的蚀刻率,就会影响生产效率。 因此对工艺温度的选择并维持
温度的稳定是稳定蚀刻率的前提[2l。 生产中, 会综合考虑两方面, 结合磷酸的沸点, 各个生产企业略有不同, 一般采用155—165℃的温度、 85%一88%体积分数的磷酸。本文采用160℃的磷酸, 也就是50: l左右的蚀刻选择比, 在磷酸的体积分数为86%一87%时, 它对Si3N4的蚀刻率维持在5 nrn/lnin左右。
3. 2磷酸的体积分数(体积浓度)
根据反应方程式, 可知道Si, N4蚀刻反应中参与反应的物质主要是水。 换句话说, 磷酸的体积分数对Si, N4的蚀刻速率是非常重要的。 文中分析在160℃时磷酸体积分数对si3N4蚀刻率的影响, 另外一个需要考虑的因素: 沸点。 因此结合磷酸的沸点, 采用体积分数大于86%的磷酸进行实验, 通过实验所得数据可以看出, 在恒定的温度
(160℃)下, 随着体积分数的增加蚀刻率呈下降趋势, 在体积分数为86%一88%的范围内, 蚀刻率的波动幅度接近0. 8 nm。 由图4可以得出一定磷酸体积分数对应的蚀刻率, 而且在恒定的温度下只有维持稳定的体积分数才能得到稳定的蚀刻率。
3. 3磷酸循环时的流量
同所有的湿式工艺类似, 反应液在晶圆表面的流动速度同样会影响到反应速度。 对于湿式工艺来说, 这就反映在化学品槽的循环流量上, 这里以ScP global公司的AwP200型湿式清洗机来进行实验, 在160℃, 86%. 87%体积分数的磷酸条件下,不同的流量(L/IIlin)对si3N4的蚀刻率影响如表l。 可以看出流量越高蚀刻率也会相应增加, 但是相较于温度与体积分数的影响, 它的幅度不大。 不过生产中涉及到化学药液的过滤效率, 一般要控制循环流量在一定范围内, 一般在15—20 L/lnin。
4 如何控制磷酸以得到稳定的蚀刻率
在对影响磷酸蚀刻率主要因素进行分析后, 可以清楚地看出各个方面对蚀刻率的影响及其贡献的多寡, 在生产中如何去控制这些变数, 对得到稳定的蚀刻率变得很关键。
4. 1磷酸的温度与循环流量
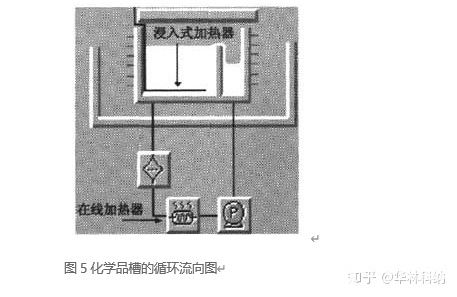
首先, 来了解一下湿式工艺化学品槽的循环原理, 药液从外槽通过循环泵经由加热器和过滤器打人内槽, 然后又由内槽溢到外槽, 形成一个循环。 这样循环流量就能反映晶圆表面反应液体的流速。 目前, 循环泵基本都采用气动式的化学泵(BEu|owS PUMP), 辅以用来稳定流量的稳流器(DAMPER), 来达到稳定的循环流量。 这样通过对泵的驱动气压及气体切换速度(PuMP SPEED)来控制循环流量, 控制器通过式: 流量(L/Inin)=泵速(8tmke/IIlin)× 泵囊体积(L/g咖ke)来计算出流量。同时, 对于要求加热到160℃左右的磷酸温度控制而言, 只要在循环管路上安装在线加热器就可以满足需求了。 也有的设备厂商为了能更好地控制温度, 在化学槽的底部安装浸入式的加热器。 对于温度而言, 目前的控制方式足以保证温度控制在士1℃的精度范围内。对于目前的清洗设备, 温度与流量的控制已经很成熟, 能够得到稳定的流量和温度。 这对于磷酸稳定的蚀刻率是必不可少的前提。
4. 2磷酸的体积分数
目前的清洗设备已能够得到稳定的流量和温度, 因此体积分数调节与控制变得很重要。 生产中采用体积分数85%的磷酸。 设备制造商为了提高设备的可使用时间, 减少换酸的时间, 一般采用预热的方法, 即在换酸前就先把磷酸加热到一定的温度(如100℃)。 然后再把它补进反应槽中, 随着磷酸温度的升高, 磷酸中所含的水分会不断挥发,磷酸的体积分数也会随之升高。 在生产中, 控制磷酸的体积分数为86%~87%, 而且要维持这个值。因此, 我们希望在换酸中, 先让磷酸中的水自然挥发, 使其浓度达到要求。 然后, 再间断地向磷酸里补水来平衡挥发和反应消耗掉的水, 使磷酸维持恒定的体积分数值, 这样在稳定的流量和温度下, 就可以很好地控制蚀刻率。
接下来具体叙述如何控制补水来得到稳定的体积分数, 来分析一次完整的换酸过程, 见图6。 在换酸的过程中, 预热到100 cc的H3P04(见图6虚线的峰值处)被供应到反应槽内, 循环泵和加热器开始工作, 补充进反应槽内磷酸开始升温(图6实曲线), 其温度从100℃开始往上升, 随着磷酸温度的升高, H3P04中所含的水分会不断挥发, 磷酸的体积分数也会随之升高, 在达到一定的体积分数时, 往槽内补水以平衡挥发耗掉的水。 目前有两种方法补水。(1)根据经验值去定量补水。 实践表明, 在磷酸温度没有达到150 qc(磷酸脱水温度)时, 水的挥发很慢, 在换酸过程中当磷酸达到160℃时, 体积分数还处在要求值的86%以下。 那么确定一个开始补水的时间点就很重要。 在磷酸温度没有达到150℃(磷酸脱水温度)时, 水的挥发很慢, 体积分数变化比较小。 因此, 一般采用升温过程中的某个温度(一般设定r>150℃ )作为计时起点, 这样有一个好处, 可以排除掉在换酸过程中的一些不确定因素, 得到准确的时间点。 然后根据测量到的目标体积分数对应时间点设置一个补水延迟时间。当然这个时间是随着升温过程中温度设定不同而变化的。 当延迟时间到达时, 按给定的补水量开始补水(见图6所示时序, DI补充延迟时间计完后,DI补充开始, 这个时间也就是测得磷酸体积分数达到要求值的时间点)。 目前广泛使用的补水参数设定方式是: 设定一个补水间隔时间和一个此段时间内补水量的参数(如间隔时间l lIlin; DI补充量50 mL, 即补水50 nⅣlIlin)。 这种方式稳定度高, 目前应用也最广。(2)由浓度计去控制补水。 浓度计侦测磷酸体积分数, 当体积分数C低于设定的值后补入定量的水(如: C>86%, 则补水60 nⅣlIlin; C<86%, 不补水。 这样有一个好处, 体积分数控制很准确, 当然也有缺点, 由于要实时测量160℃磷酸的体积分数并非易事, 存在测量的延迟时间很长。准确度不高等缺点。 因此,浓度计的可靠性和精确度将很关键, 一旦浓度计漂移, 蚀刻率也将随之偏移。当然, 补水量的多少由于受很多因素影响可能有所不同(如排气、 槽的构造、 跑货的频度及补水的方式等)。 可能有的还会在产品进入槽时有特别的设定, 如产品进前补水, 目的都是为了使磷酸的蚀刻率维持在一个稳定值。在优化了这些参数的设定时, 实验表明通过这种方式, 磷酸体积分数能控制在(86. 5± O. 5)%的范围内。
由于热磷酸对Si3N4蚀刻的优点, 在65 nm的最先进制程中, 热磷酸仍被广泛地用于前道si, N4去除工艺中。 本文对热磷酸在前道Si, N4去除工艺中的原理进行深入的介绍, 针对湿法蚀刻中热磷酸蚀刻率受影响的因素, 分别进行实验, 对它们的影响进行量化。 详细地介绍了生产中磷酸体积分数的控制模式。 根据温度、 体积分数、 流量对于si, N4蚀刻率的作用, 通过对这些参数的优化, 磷酸蚀刻率可以稳定地控制在0. 5 nm的波动范围内。
审核编辑:汤梓红
-
多磷酸蚀刻剂的化学特性2022-01-07 1176
-
混合铝蚀刻剂的化学特性分析2022-01-07 1251
-
湿法蚀刻问题2017-05-08 0
-
湿法蚀刻工艺2021-01-08 0
-
氮化硅基板应用——新能源汽车核心IGBT2021-01-27 0
-
《炬丰科技-半导体工艺》GaN、ZnO和SiC的湿法化学蚀刻2021-10-14 0
-
关于氮(氧)化硅湿法刻蚀后清洗方式的改进2020-12-29 2615
-
用磷酸揭示氮化硅对二氧化硅的选择性蚀刻机理2021-12-28 5728
-
关于氮化镓的深紫外增强湿法化学蚀刻的研究报告2022-01-24 989
-
磷酸中二氧化硅的选择性湿法蚀刻方法2022-02-15 1750
-
III族氮化物的干法和湿法蚀刻2022-02-23 2317
-
一种在衬底上蚀刻氮化硅的方法2022-04-24 1062
-
干法蚀刻与湿法蚀刻-差异和应用2023-04-12 1195
-
电偶腐蚀对先进封装铜蚀刻工艺的影响2024-02-21 205
全部0条评论

快来发表一下你的评论吧 !
