

常见的波峰焊接方式
电子说
描述
波峰焊接是我们生产装配过程中的一道非常关键的工序,波峰焊接质量的好坏直接影响着整机产品的质量。因此,波峰焊工序一直是生产过程中重点控制的关键工序之一。
常见的波峰焊接方式:
纯手工插件→波峰焊接
单面贴装→单面插件→波峰焊接
双面贴装→单面插件→波峰焊接
点红胶→贴装→插件→波峰焊接
在SMT和DIP的混合工艺中,为了避免单面回流焊一次,波峰焊一次的二次过炉情况,在PCB的波峰焊 焊接面的chip元件,器件的中心点点上红胶。
波峰焊工作流程图:
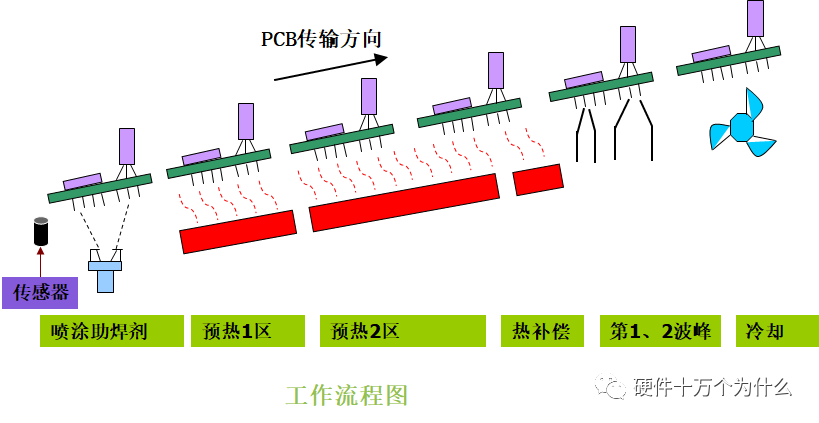
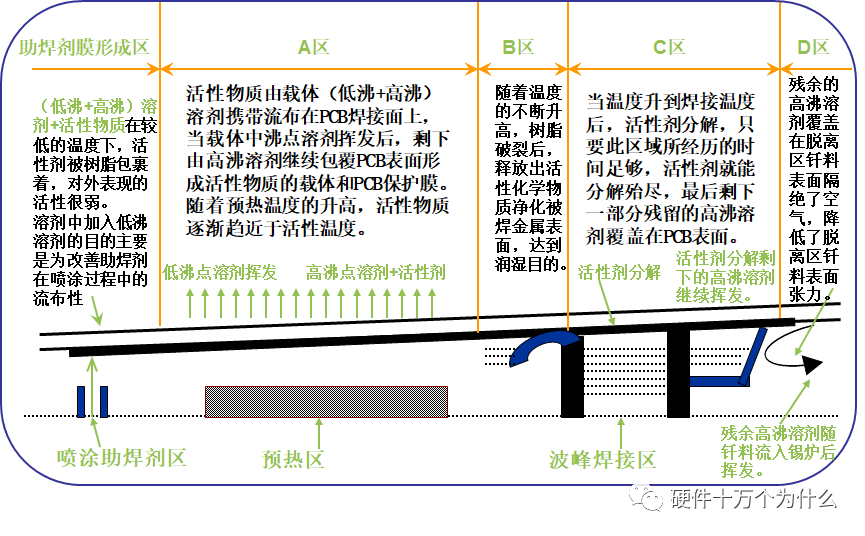
1、喷涂助焊剂
已插完成元器件的电路板,将其嵌入治具,由机器入口处的接驳装置以一定的倾角和传送速度送入波峰焊机内,然后被连续运转的链爪夹持,途径传感器感应,喷头沿着治具的起始位置来回匀速喷雾,使电路板的裸露焊盘表面、焊盘过孔以及元器件引脚表面均匀地涂敷一层薄薄的助焊剂。
2、PCB板预加热
进入预热区域,PCB板焊接部位被加热到润湿温度,同时,由于元器件温度的升高,避免了浸入熔融焊料时受到大的热冲击。预热阶段,PCB表面的温度应在75~ 110 ℃之间为宜。
预热的作用:
① 助焊剂中的溶剂被挥发掉,这样可以减少焊接时产生气体;
② 助焊剂中松香和活性剂开始分解和活性化,可以去除印制板焊盘、元器
件端头和引脚表面的氧化膜以及其它污染物,同时起到保护金属表面防
止发生高温再氧化的作用;
③ 使PCB板和元器件充分预热,避免焊接时急剧升温产生热应力损坏PCB板
和元器件。
3、热补偿
进入热补偿阶段,经补偿后的PCB板在进入波峰焊接中减小热冲击。
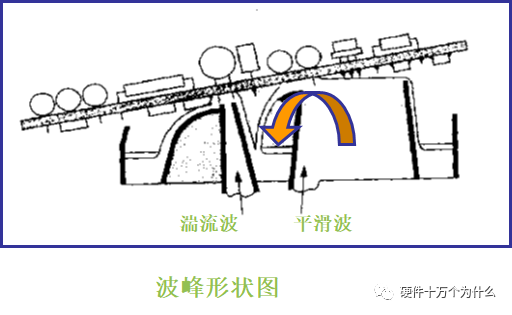
4、第1、2波峰
第一波峰(湍流坡)
第一波峰是由狭窄的喷口喷出的“湍[Tuan]流”波峰,流速快,对治具有影阴的焊接部位有较好的渗透性。同时,湍流波向上的喷射力可以使焊剂气体顺利排出,大大减少了漏焊及垂直填充不足的缺陷。
第二波峰(平滑破)
第二波峰是一个“平滑”波,焊锡流动速度慢,能有效去除端子上的过量焊锡,使所有的焊接面润湿良好,并能对第一波峰所造成的拉尖和桥接进行充分的修正。
5、冷却阶段
制冷系统使PCB板的温度急剧下降可明显改善无铅焊料共晶生产时产生
的空泡及焊盘剥离问题。
在焊接整个过程中,在预热阶段和焊接区加有氮气保护可有效防止裸铜和共晶焊料氧化,大幅提高润湿性和流动性,确保焊点的可靠性。
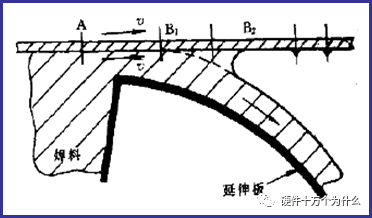
焊点的形成过程
当PCB进入波峰面前端A处至尾端B处时PCB焊盘与引脚全部浸在焊料中被焊料润湿,开始发生扩散反应,此时焊料是连成一片(桥连)的。当PCB离开波峰尾端的瞬间,由于焊盘和引脚表面与焊料之间金属间合金层的结合力(润湿力),使少量焊料沾附在焊盘和引脚上,此时焊料与焊盘之间的润湿力大于两焊盘之间焊料的内聚力,使各焊盘之间的焊料分开,并由于表面张力的作用使焊料以引脚为中心,收缩到最小状态,形成饱满、半月形焊点。相反,如果焊盘和引脚可焊性差或温度低,就会出现焊料与焊盘之间的润湿力小于两焊盘之间焊料的内聚力,造成桥接、漏焊或虚焊。
PCB与焊料波分离点位于B1和B2之间某个位置,分离后形成焊点。
波峰焊接温度曲线
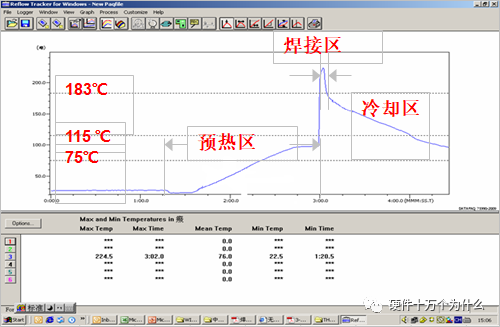
1.预热温度: 70- 115º 时间: 75 – 130S 升温速率:《 3º/ Sec
2.锡炉峰值温度:》= 210º, 焊接时间: 3 – 6S
3.冷却速率:《3º/ Sec
4.链速:850– 1300mm/min
-
[分享]波峰焊接技术资料 波峰焊接培训资料 波峰焊接培训讲义2009-11-12 0
-
[推荐]波峰焊接技术 波峰焊接故障分析 波峰焊接工艺参数2009-11-17 0
-
波峰焊机焊接贴片元件常见问题2017-06-13 0
-
微谈波峰焊料对焊接质量的影响2017-06-21 0
-
波峰焊接后产品虚焊的解决2017-06-29 0
-
波峰焊接常见缺陷有哪些?怎么解决?2021-04-25 0
-
波峰焊短路原因2019-05-14 9038
-
一文知道波峰焊焊接工艺调试技巧2019-10-01 4083
-
波峰焊连锡的原因分析及调节处理方法有哪些2020-03-30 16712
-
波峰焊焊接出现缺陷的常见原因2022-06-16 1077
-
影响波峰焊接性能的四大因素2022-06-20 910
-
波峰焊的推荐焊接条件2023-05-11 160
-
波峰焊与回流焊焊接方式的区别2023-12-21 2993
-
什么是波峰焊?波峰焊接缺陷原因分析及对策2024-01-15 289
全部0条评论

快来发表一下你的评论吧 !
