

有机焊盘栅格阵列OLGA及其应用
描述
有机焊盘栅格阵列 (OLGA) 封装是一种无引脚封装,具有气腔和有机基板,具有图案化的导电迹线。根据具体应用,不同波长的 ASIC 和 LED 集成在封装中。所有OLGA均为无引脚封装,通过封装底面的引线(端子引脚)进行连接。这些引线可以直接焊接到PCB上。Maxim 集成以卷带(T和R)格式交付OLGA。
印刷电路板设计
需要精心设计和制造的印刷电路板 (PCB) 才能获得最佳制造良率和产品性能。表面贴装器件使用两种类型的焊盘模式(图 1):a) 阻焊层定义 (SMD) 焊盘的阻焊层开口小于金属焊盘。b) 非阻焊层定义 (NSMD) 焊盘的阻焊层开口大于金属焊盘。Maxim推荐使用NSMD焊盘,因为它们为焊料固定在金属焊盘边缘提供了更大的金属区域。NSMD提高了焊点的可靠性。在给定的封装上,只能使用一种类型的焊盘(NSMD或SMD)和一种焊盘表面光洁度。
焊盘图案:每个包代码都有一个相应的焊盘图案图。请按照相应的软件包代码进行操作。
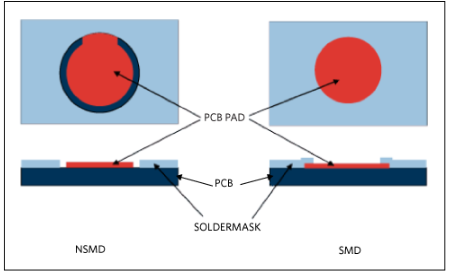
图1.NSMD 和 SMD 焊盘模式的图示。
板厚
单元可以安装在主PCB或柔性PCB上。建议使用薄板,以防止SMT后由于封装上的高应力而发生故障。 如果需要超出以下值,请联系Maxim封装工程师。
| 包装厚度(毫米) | 主板厚度(毫米) | 柔性电路板(微米) |
| 1.0–1.4 | ≤ 0.6 | 还行 |
| > 1.4 | ≤ 0.85 | 还行 |
印刷电路板表面光洁度
OSP(有机可焊性防腐剂)、ENIG(化学镀镍/沉金)、电解镍/金、ENEPIG(化学镍化学镀钯/沉金)、沉银和沉锡饰面在工业中使用。对于需要跌落测试可靠性的应用,建议使用 OSP。
组件布局
我们建议在OLGA封装附近放置较高的组件,以避免在处理过程中损坏玻璃。

图2.主板布局建议。
模板设计
模板厚度和图案几何形状决定了沉积在器件焊盘图案上的焊膏的精确体积。钢网对准精度以及一致的焊料量转移对于均匀的焊料回流至关重要。模板通常由不锈钢制成.
推荐模板厚度:100μm
模板制造: 用电抛光剂激光切割,比常规激光切割模板更好地释放.
模板孔径: 设计模板开口每边小于 PCB 焊盘尺寸 1 密耳 (25μm)。
必须严格控制公差,因为它可以有效减小孔径尺寸。
孔壁应光滑,圆角和梯形横截面,以增强焊膏从孔径中释放。
模板孔径必须满足>0.66的行业标准面积比。
贴片组装
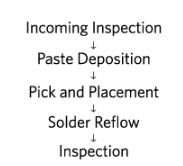
标准SMT设备和工艺用于OLGA组装。工艺流程如下:
湿气敏感性
所有Maxim OLGA模块均符合JEDEC规范JSTD020D.1的MSL3标准。零件将以托盘或卷带形式发货。所有部件都将用干燥剂和湿度指示卡烘烤和干燥包装。如果湿度指示卡变成粉红色,或者部件暴露的时间超过其地板寿命,请将包装在 125°C 下烘烤 48 小时。
所有OLGA部件都有排气孔,以提高湿敏性和可靠性。在 SMT 期间或之后不应堵塞排气孔。
请参阅 JEDEC 规范 J-STD-033C 以正确使用湿气/回流焊敏感表面贴装器件。
焊膏
建议使用免清洗、低残留焊膏安装 OLGA,以免在清洁过程中用助焊剂残留物堵塞排气孔或将异物引入封装。建议使用 3 型(或更精细)焊膏进行 0.5mm 间距打印。推荐使用无铅SAC305作为焊膏。请遵循焊膏供应商推荐的相应焊膏的模板清洁频率.建议在焊料回流期间进行氮气吹扫
丝网印刷
应使用45-60°打印角度的金属挤压。建议进行印后焊料检查以检查印刷质量。
打印速度:从20毫米/秒开始;可以提高速度一样舒适。
打印时用挤压施加~10N / mm的压力。
距离捕捉:0毫米。
自动组件拾取和放置
精度为 0.05mm 的标准拾取和放置机可用于将 OLGA 模块放置在印刷焊料上。传统的贴装系统可以使用OLGA轮廓或引线的位置作为贴装指南。使用引线位置的贴装指南往往更准确,但速度较慢,并且需要复杂的视觉处理系统。封装轮廓放置方法运行速度更快,但准确性较低。合同PCB组装商可以确定用于此过程的最可接受的方法.建议使用较低的安装速度,以防止浆料挤出。
喷嘴/真空杯建议:
材质:防静电橡胶
取件地点:包裹中心
真空:-60kPa至-95kPa
拾取单元时喷嘴和玻璃之间的间隙:0.1mm
粘结力:1N
回流 焊
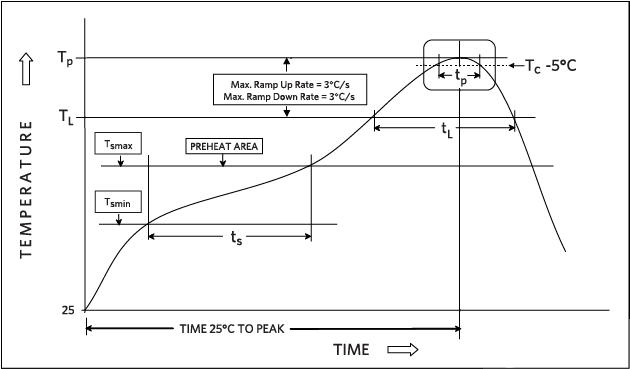
Maxim OLGA兼容所有行业标准的焊料回流工艺。与所有表面贴装器件一样,在所有新电路板设计上检查轮廓非常重要。此外,如果电路板上混合了高大的组件,则必须在电路板上的不同位置检查轮廓。元件温度可能因周围元件、元件在PCB上的位置和封装密度而异。回流曲线指南基于PCB焊盘焊点位置的实际引线温度。焊点的实际温度通常与回流系统中的温度设置不同。
建议在用于实际电路板互连回流焊之前,在实际焊点位置使用热电偶检查配置文件。
建议使用温度均匀性在 ±5°C 以内的氮气强制对流烤箱。
在回流期间或之后,排气孔不应被焊料或助焊剂堵塞。
较慢的斜坡下降速率是首选,以最大程度地减小封装中的应力。
| 配置文件功能 | 描述 | 无铅组件 |
| 建议 | ||
| T斯敏 | 最低浸泡温度 | 150°C |
| T最大 | 最高浸泡温度 | 200°C |
| ts | T 之间的时间斯敏和 T斯马克斯 | 60–120 秒 |
| TL | 液体温度 | 217°C |
| tL | 高于 T 的时间L | 60–150 秒 |
| Tp | 峰值封装体温 | 260°C |
| tp | 时间 威丁 5°C 的 TP | 30 秒 |
| 爬坡率(tL到 TP) | 3°C/秒(最大值) | |
| 斜坡下降率 (tP到 TL) | 3°C/秒(最大值) | |
| 斜坡下降率 (tL至室温) | 3°C/秒(最大值) | |
| 时间 25°C 至峰值温度 | 8 分钟(最长) | |
助焊剂清洗
不建议清洁,因为水和异物会通过通风孔涌入包装并造成损坏。
重做
不建议返工。它只能使用受控且合格的过程来执行,以防止机械和ESD损坏。
联合检查
X射线可用于检查所有关节是否成功形成。首选较少的空隙以获得更好的跌落测试可靠性。建议<关节面积为 30%。
玻璃缺陷
对于带玻璃盖的OLGA包装,具有以下缺陷的设备将被拒收。
“封闭式”玻璃缺陷:
定义:缺陷始于和结束于玻璃盖的任何两侧。
剔除标准:如果尺寸(a 或 b)大于 15 mil,则缺陷线穿过 LCP 开口。
“开放式”玻璃缺陷:
定义:从玻璃盖的一侧开始的缺陷。
拒绝标准:此类缺陷的任何证据。
审核编辑:郭婷
全部0条评论

快来发表一下你的评论吧 !
