

提高金丝球焊合格率的工艺研究
制造/封装
描述
吴竹楠 张艳辉 贾少雄 李俊
(中国电子科技集团公司第二研究所)
摘要
金丝键合是微组装制造工艺的关键工序,为解决电子产品金丝球焊合格率低的问题,根据金丝球焊的键合原理和工作过程,选取了键合压力、超声功率、超声时间、加热台温度等关键因素进行分析,得出金丝球焊是多种因素作用实现的,确定了设备的最优参数,并提出了改善金丝球焊工艺的方法。
引言
在微组装工艺中,常见的键合方式有两种,分别是:楔形键合(wedge bonding)和球形键合(ball bonding),其中球焊经常采用陶瓷劈刀,球焊具有任意方向拱弧、可靠性高、一致性好的特点,因而广泛应用于微电子产品当中。然而在实际生产中,由于金丝球焊工艺复杂、影响因素多导致成品合格率较低。本文详细分析了金丝球焊的键合过程、质量评估标准和失效模式,研究了影响球焊可靠性的主要因素和工艺改进方法,对于实际科研生产提高成品合格率具有一定的指导意义。
1、金丝球焊的键合过程
金丝球焊属于典型的热压超声焊接,于1968年由美国贝尔实验室的JE Clank提出,通过施加压力,超声功率转化成劈刀的机械振动从而使金丝与键合区域产生分子间作用力形成键合力,金丝球焊形成的焊点如图1所示。金丝球焊的键合过程如下:
(1)烧球:金丝从劈刀孔中伸出,打火杆靠近放电与金丝端头形成电弧,金丝端头由Q=I2Rt(式中:Q-烧球所需热量;I-烧球电流;R-金丝的电阻;t-放电时间)熔化成金球;
(2)第一点键合:劈刀通过压球并释放超声形成圆饼状的焊点;
(3)拉丝:气夹打开拉出金丝拱弧;
(4)成弧:在第二点通过压丝释放超声形成鱼尾状焊点;
(5)断丝:劈刀上升的同时气夹关闭金丝切断,此后金丝再从劈刀孔中伸出开始下一个循环。金丝球焊过程如图2所示。
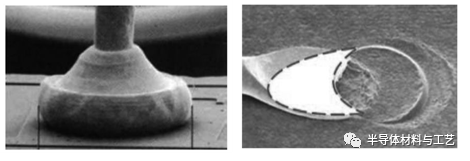
(a) ( b)
图 1 金丝球焊形成的焊点
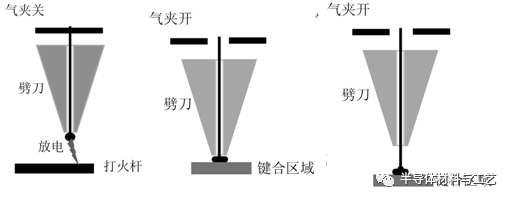
(a)烧球 (b)第一点键合 (c)拉丝
(d)成弧 (e)断丝
图 2 金丝球焊的过程
2、金丝球焊的质量评估
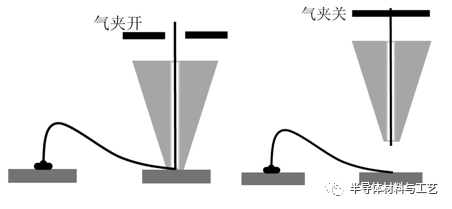
判断金丝球焊质量好坏的主要标准有:拉力测试、焊球高度、焊球剪切力测试。拉力测试用到的设备例如美国DAGE公司生产的TPXY-4000 型拉力剪切力测试仪,可进行破坏性和非破坏性试验,将钩针置于金丝弧度的最高处,非破坏性试验缓慢增加钩针拉力直至设定值,若金丝及焊点未拉脱,则符合质量要求;破坏性试验缓慢增加钩针拉力直至金丝断裂或焊点脱落,此时得到的拉力值即为键合拉力,可自动计算出最大值和最小值、平均值、CPK等重要技术指标。拉力测试如图3所示。
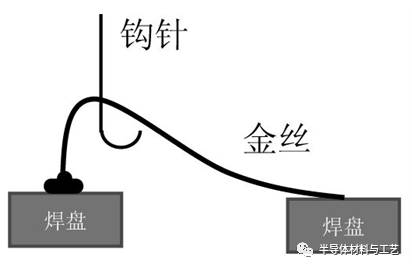
图 3 拉力测试
焊球的高度可通过如英国 CYBER SKAN激光测厚仪测量。将待测金球置于测试平台,激光头通过矩阵扫描的方式可测出焊球的高度。剪切力测试也可用到TPXY-4000测试仪,更换测试模块成推刀,将推刀设定在离焊球底部 3-5um的高处,若焊球被全部推掉无残留则表明金球与键合区域未发生分子间扩散,易产生虚焊,焊球剪切力不合格;若焊球残留20%-50%,则表明分子间扩散充分,焊球剪切力合格。金球剪切力测试如图 4所示。
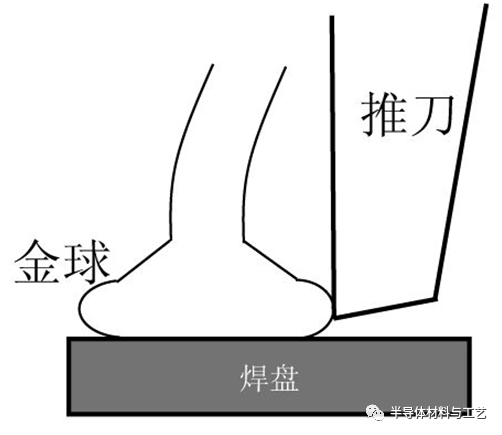
图 4剪切力测试
3、金丝球焊的失效模式
金丝球焊的主要失效模式包括:A 第一键合点(起点)脱落;B 第一键合点(起点)根部断裂;C 引线断裂;D 第二键合点(断点)根部断裂;E 第二键合点(断点)脱落,如图5所示,当失效模式为 A 或 E 时,视为不合格;另外, C为金丝键合最可靠的情形。
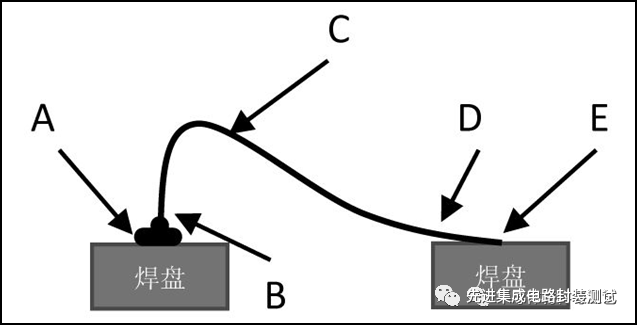
图5 金丝球焊的失效模式
4、影响球焊可靠性的因素
1)影响球焊可靠性的主要因素
由前面的球焊过程可知,金丝球焊超声焊接摩擦所需要的能量W 为:
W= A∫ uPfdt (1)
式(1)中:A-劈刀的振幅;u-摩擦系数;P-键合压力;f-超声功率;t-超声时间
在实际生产过程中,摩擦系数由键合区域材料、表面的状态所决定;焊接压力由焊接区域表面硬度决定,可通过调节设备自身参数;劈刀的振幅由换能器变幅杆的设计所决定;超声功率和时间可通过设备本身参数确定。经过大量的实验表明,在键合区域材料一定的情况下,键合力的形成主要与键合压力P、超声功率f、超声时间t和加热台温度有关。采用美国WESTBOND 7KE多功能键合机、CYBER SKAN激光测厚仪和TPXY-4000拉力剪切力测试仪分析25um金丝基于某型号LTCC基板的影响因素。
(1)键合压力键合压力使金球与键合区域接触紧密接触,为劈刀能量传递提供基础,键合压力直接影响焊接质量:如果键合压力过大,一方面会导致劈刀头在键合区进深过大,影响劈刀震动,阻碍能量传递;另一方面会导致金球形变过大,造成金球与键合区域的有效接触面积减小,影响键合力。而键合压力过小,则会导致焊点不牢造成虚焊,影响电气性能。对键合压力进行单因素分析,设置键合压力为 1-88N,每次增加 3N,超声功率设定为205,超声时间设定为 83ms,热台温度 120℃,其余变量保持不变,测试 30根金丝球焊拉力实验结果如图 6所示。
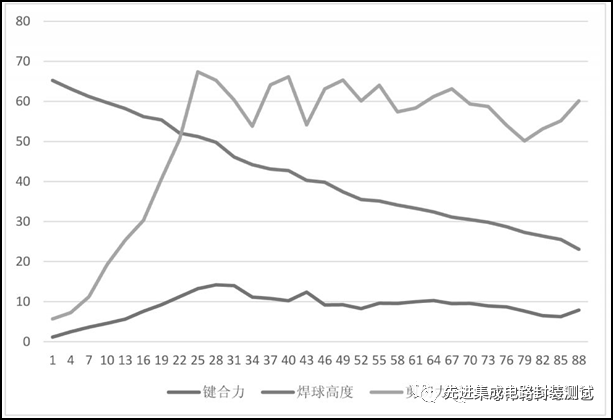
图 6 键合压力对金丝球焊的影响
由图 6结果可知,当键合压力小于 15N时,拉力减小明显甚至出现不合格现象,键合压力过大拉力一方面焊点外观不合格另外键合力也会随之减小;焊球高度随键合压力的增大逐渐减小;当压力大于 25N时,焊球剪切力变化不明显;所以当键合压力应设置在 23-25N的区间之内较为合适。
(2)超声功率
超声功率使劈刀产生机械振动以破坏键合区域表面的氧化层发生塑性形变,使金球与键合区域金属可靠连接,形成键合力。如果超声功率过大,则可能造成金球形变过大,造成丝径处根部断裂;如果超声功率过小,则容易造成金球形变量不够,无法与键合区形成合金,键合力不合格。对超声功率进行单因素分析,设置超声功率为 100-300,每次增加 10,键合压力设定为 30N,超声时间设定为 83ms,热台温度 120℃,其余变量保持不变,测试 30根金丝球焊结果如图 7所示。由图 7结果可知,当超声功率小于 40时,拉力不满足要求;当功率大于 220时,剪切力急剧减小,因此功率设置在 130-220之间比较合适。
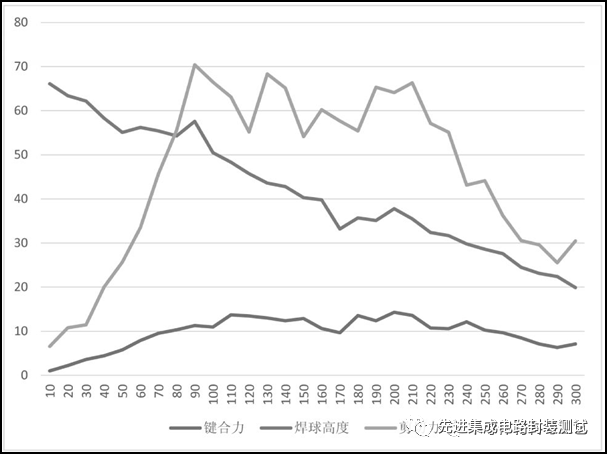
图 7 超声功率对拉力的影响
(3)超声时间
超声时间作用的时间越长,则金球吸收的能量越多,金球的形变量越大,与键合区域扩散越多附着力越好,但是过高的超声时间容易导致金球丝径处断裂影响键合力,超声时间过小则无法形成有效形变,键合力不合格。对超声时间进行单因素分析,设置超声时间为5-150ms,每次增加 5ms,超声功率设定为 205,键合压力设定为 30N,热台温度 120℃,其余变量保持不变,测试 30根金丝球焊结果如图 8所示。
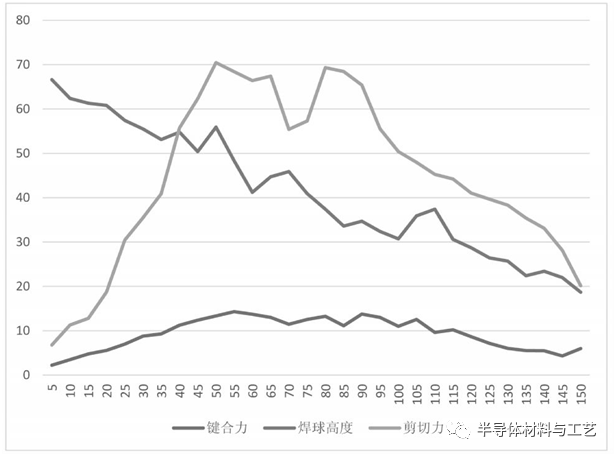
图 8 超声时间对拉力的影响
由图 8结果可知,当超声时间小于30ms 时拉力减小,当超声时间大于 30ms后变化不明显,然而超声时间大于100ms时集聚的能量过多,导致金球外观发生了变化,超声时间设置在 50-100ms比较合适。
(4)加热台温度
一般来说,加热台温度越高,焊接元器件表面的分子活动越剧烈,越容易与金球之间形成分子间扩散,键合的质量也就越好。但是过高的温度容易导致焊料的融化,所以键合热台温度一般选定在 80-120℃之间。一般来说,金丝直径越粗,所需的热台温度也就越高。对加热台温度进行单因素分析,设置加热台温度为 5-150℃,每次增加 5℃,超声功率设定为 205,超声时间设定为83ms,键合压力设定为 30N,其余变量保持不变,测试30根金丝球焊结果如图 9所示。
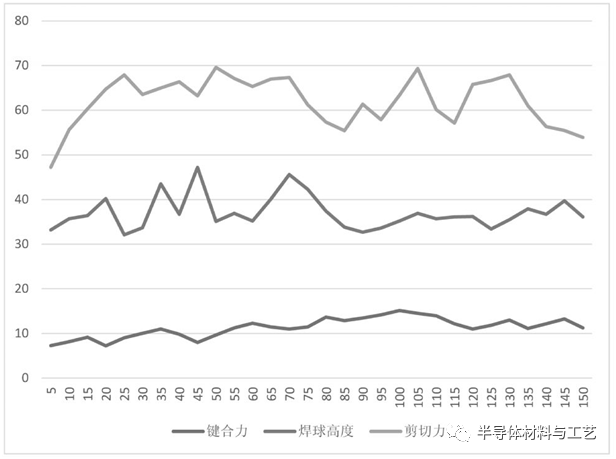
图 9加热台温度对拉力的影响
由图 9结果可知,当热台温度过低,键合力较小,通常温度设置在 80-120℃比较合适。
2)影响球焊可靠性的其他因素
(1)劈刀
劈刀是键合工序的关键工具,是一种耗材。金丝球焊通常使用陶瓷劈刀,当使用次数超过一定限制,陶瓷刀表面会出现磨损导致金球变形,焊接质量明显下降。通常球焊使用美国GAISER或日本 ADAMANT NAMIKI生产的陶瓷刀,使用寿命大约在 4-5万个焊点。
(2)焊接区域表面
当焊接区域表面凹凸不平或者有多余物时,容易导致虚焊甚至无法焊接,也同样会影响焊接质量。
(3)金丝
金丝质量的好坏直接影响键合质量,一般选择科宁公司生产的纯度为 99.99%的金丝作为焊接材料,金丝的制作工艺、所含的微量元素不同导致延展率不同,一般来说, 1%-2.5%的金丝适用于楔形键合, 2%-6%的金丝适用于球形键合,金丝的表面要求光滑、无污染、无杂质,否则会导致键合力和外观不合格。
5、提高金丝球焊工艺的方法
(1)优化设备参数
经过大量生产实验以及实际生产实践,得出:设置键合压力设定为 30N,超声功率设定为 205,超声时间为 83ms,热台温度 120℃时,键合效果最好,可靠性较高。
(2)加焊安全球
之前提到,金丝球焊在第二点通过压丝释放超声形成鱼尾状焊点,而这个鱼尾状的焊点仅是通过劈刀的边缘压丝形成的,在实际生产中,一般在这个鱼尾状焊点处加上一个安全球作为保障,以提高键合力。如图 10所示。
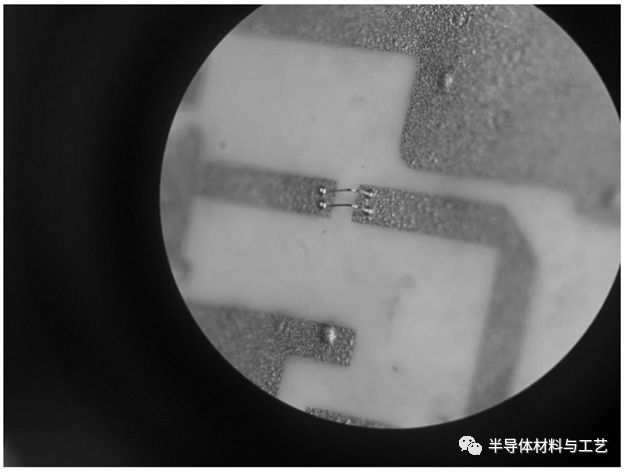
图 10加焊安全球
(3)键合前进行芯片等离子清洗
在焊接前可先用等离子清洗机清洗芯片和器件表面,去除多余物和沾污,以防止影响焊接,提高键合力和可靠性。
(4)检验
保证每日首件必检,确认设备参数;生产过程中加大抽检力度,采用破坏性与非破坏性试验相结合的方法,也可引入加电测试和X光焊点检测,及时调整生产状态,保证球焊工艺。
6、结论
通过以上分析,在实际生产中优化了工艺方法,使某型号成品合格率显著提升,如表 1所示。
表 1工艺优化前后的合格率对比
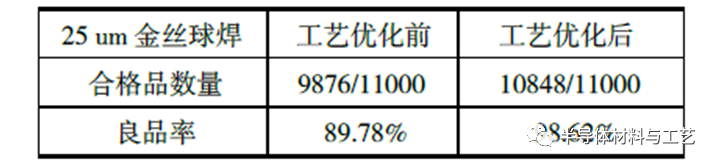
金丝球焊由多种因素共同影响作用而形成的,在实际研究生产中,经过大量试验,最终确定设备键合压力设定为 30N,超声功率设定为 205,超声时间为 83ms,热台温度 120℃时,键合效果最好,另外,还需考虑焊接区域表面、劈刀、金丝等多方面因素,经过反复试验验证,才能提高金丝球焊键合质量,提高可靠性和成品合格率。
审核编辑:汤梓红
-
电能质量指标运行合格率的标准2009-10-22 0
-
金丝球焊机怎么操作?2019-09-29 0
-
面向金丝球焊线机的功率超声电源的设计2010-02-24 528
-
超声波金丝球焊线机焊接压力控制系统设计2010-07-28 904
-
高清晰度X光检查用于改善合格率2006-04-16 628
-
金丝球焊接工艺2017-02-08 1773
-
南京抽查护眼灯产品:合格率93.3%2018-09-12 5569
-
防蓝光眼镜成网红产品 不合格率达26.4%2021-03-05 589
-
研究影响球焊可靠性的主要因素和工艺改进方法2022-10-09 5170
-
金丝球焊技术的基本原理和判别焊接质量的方法介绍2022-11-23 5193
-
微波组件细间距金丝键合工艺的可靠性分析2023-05-16 1372
-
机床测头有效提升新能源汽车电池组件产品合格率2023-08-29 252
-
金丝键合第二焊点补球工艺的可靠性分析2023-10-26 864
-
基于正交试验方法对键合金丝质量影响研究2023-11-19 301
-
工艺参数对键合金丝质量影响的研究2024-02-21 198
全部0条评论

快来发表一下你的评论吧 !
