

压力容器数字化系统实现及方案实施
工业控制
描述
作者:孔祥君,李文博,杨 超,唱月霞,翟永正,周江林
压力容器是一种能够承受压力的密闭容器,其用途极为广泛,在工业、民用及军工等许多部门,以及科学研究的许多领域都具有重要的地位和作用。大型及特种材质压力容器还广泛应用于炼油、石化及电力等领域, 主要用于传热、传质及反应等工艺过程,以及贮存、运输有压力的气体或液化气体;在其他工业与民用领域亦有广泛的应用,如各类专用压缩机及制冷压缩机的辅机(冷却器、油水分离器、贮气罐、蒸发器及液体冷却剂贮罐等)均属压力容器[1]。
压力容器的主要生产制造特点:①产品按订单设计、生产,定制化程度高,且为多品种小批量生产或单件制造, 按照工作(项目)令的管理方式进行生产组织的难度较大, 按期交付的压力大。②质量合规的市场准入门槛,需适应不同国家的质量标准体系;焊接生产的质量控制要求严、规程多,焊接生产工艺对焊接的质量、效率、成本有直接影响。③焊接等关键工序对技工技能的依赖性较强,人工参与度高;作为重型装备,原材料成本占比较高;企业普遍存在成本控制压力。
压力容器行业作为一种传统的装备制造行业,因为其项目制、定制化的特点,生产制造环节的信息化、数字化、智能化水平普遍较低。主要表现在:①信息系统建设及应用方面,多数企业已经应用ERP(Enterprise Resource Planning, 企业资源计划)、PLM(Product Lifecycle Management,产品生命周期管理系统),但多数没有MES(Manufacturing Execution System,制造执行系统) 或MOM(Manufacturing Operation Management,制造运营管理)系统,生产管理的信息化程度低。②设备数字化及联网方面,主要工艺设备焊机的数字化程度较高[2] , 新购置焊机绝大多数具有数字化接口,但设备联网率不 高。③数据要素利用方面,生产计划、技术文件等以人 工传递为主,生产过程的各类人员、设备、物料、工艺 参数及检验等数据主要依靠纸质记录,生产过程数据难 以进行综合分析利用。④数字化车间建设方面,极少数 龙头企业建设了压力容器数字化车间,多数企业尚未建 设,数字化车间的行业整体覆盖率低。 可以看出,压力容器设备作为一种安全性要求很高 的复杂装备,其设计过程基本已使用PLM、PDM(Product Data Management,产品数据管理)等系统进行管理;作为一种重型装备,压力容器制造企业的规模普遍较大, ERP 系统已普遍应用。而作为主要工艺设备的焊机多数具备数字化接口。总体上,压力容器制造企业具备了较 好的数字化基础,但生产制造环节的数字化水平低,具 有很大的提升空间。
压力容器数字化车间方案关键点
压力容器对安全性要求高,2012 年3 月1 日实施的GB150—2011《压力容器》(Pressure Vessels)规范[3], 简称容规,对于压力容器设计、生产过程中的合规性有 严格要求。因此,生产过程中焊缝的工艺执行合规性管控、 受压元件的物料信息全过程跟踪记录、质量报告的完整 性是压力容器数字化车间建设首先要满足的需求[4]。同时, 压力容器作为一种复杂装备,生产过程中的计划排产、 作业调度,以及不同车间之间的计划协同、物流协同等 也是压力容器数字化车间的建设重点。
2.1 焊缝焊接过程工艺执行合规性监控
压力容器主要由板材、管材等原材料通过焊接工艺 装配形成,焊缝的焊接质量决定了压力容器的性能和安 全性。因此,焊接工艺对于A 类和B 类焊缝(即主要的纵缝和环缝)的每道焊缝每个焊层的人员资质、焊机、 焊材焊剂及工艺参数等均有明确的要求[5],焊缝的质量取 决于焊接过程中是否严格按照工艺要求执行,合规性管 控要点如图1 所示。容规也要求对焊接实际执行过程中的执行人员及所用的焊机、焊材焊剂及工艺参数等有完 整的数据记录。
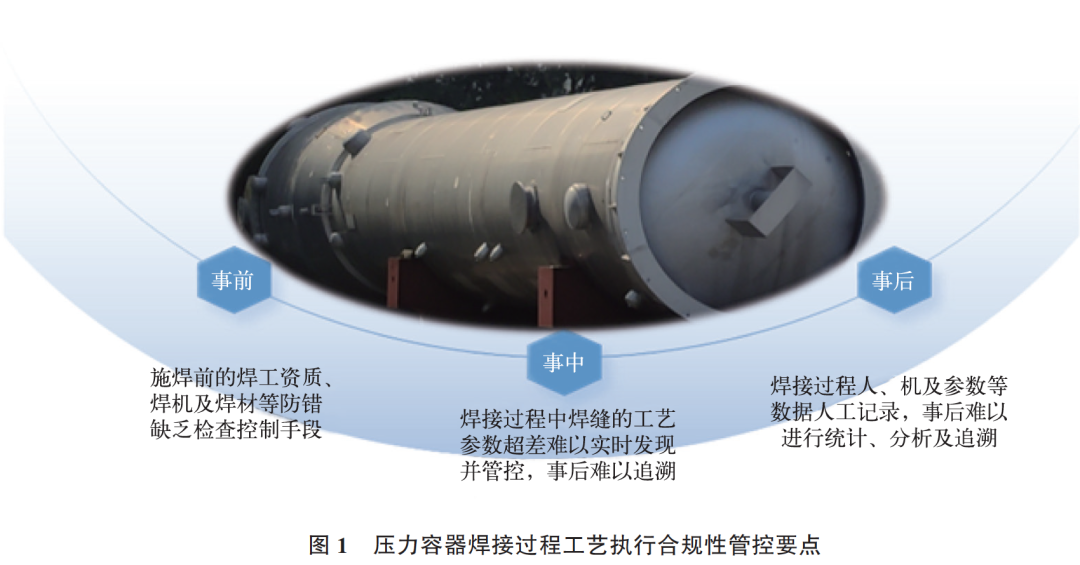
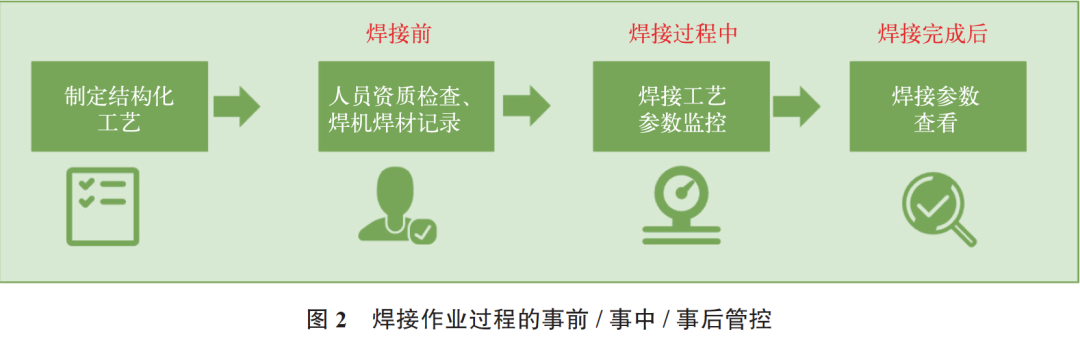
实际执行过程中,由于缺少有效的数字化手段,对 于实际执行焊接作业的工人的资质管控、焊接过程中工 艺参数是否存在超差等问题无法进行实时有效的监控, 存在人员资质与工艺要求不符,焊接工艺参数超差等问 题,对焊缝的质量带来重大隐患。焊接过程的参数记录 也以纸质手工记录为主,后续形成质量报告需要再次转 录,不仅效率低,而且容易出错。 因此,焊接过程工艺执行合规性管控是压力容器焊 接数字化车间建设的重点之一。将结构化后的焊接工艺 进入MOM 系统,在焊缝的每个焊层作为工步进行管理, 每个工步在MOM 中进行开工及完工报工操作,开工前MOM 系统根据工艺要求进行人员资质检查,对焊机、焊材进行扫码记录并由系统进行防错检查;焊接作业过程 中,通过MOM 与焊接设备的集成实现电流、电压及气体流量等焊机参数的数据采集,并通过MOM 实现与工艺参数的实时比对,对出现超差的情况进行记录及报警。 焊接完成后可以对系统记录的全过程工艺参数进行查看及统计分析。以此,实现对于焊接作业执行过程的事前、事中、事后的工艺执行合规性监控如图2 所示。
2.2 受压元件全生产过程数字化跟踪
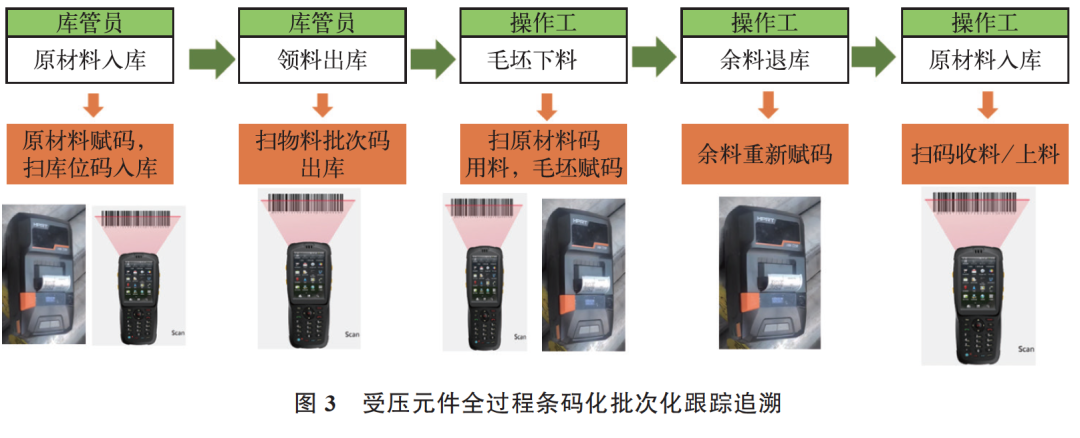
受压元件是指压力容器中按几何形状划分的基本承压单元,其设计强度取决于介质压力,例如壳体、封头、接管、法兰、螺栓和管板等[6]。该类元件的强度直接关系到压力容器的安全性,一旦破坏或失效会造成很大危害。按照容规要求,每一个受压元件的原材料批次信息都要进行记录,并体现在压力容器的质量报告中。 压力容器的受压元件大部分是由板材剪切/ 切割下料而成,因此受压元件的批次记录及跟踪需要从板材入库开始记录,并在生产领料、毛坯下料、转运和焊接装配等环节能够记录每个受压元件的批次信息。目前全过程物料批次数据均需要手工纸质记录,数据量大且繁琐、易错,事后也不便于质量问题的追溯和分析。 因此,从板材、管材等原材料的采购到货入库开始, 按原材料批次、尺寸等信息生成物料的二维码并对物料进行赋码标记,在毛坯下料后,对毛坯同样进行二维码标记,实现物料的批次化、条码化管理。在生产领料、物料转运交接及焊接上料等环节,则可通过扫码的方式, 直接采集受压元件的原材料或毛坯的批次信息,代替之前的手工记录方式,提高效率,保证信息一致性。受压元件全过程条码化批次化跟踪追溯如图3 所示。
2.3 质量数据采集及质量报告自动生成
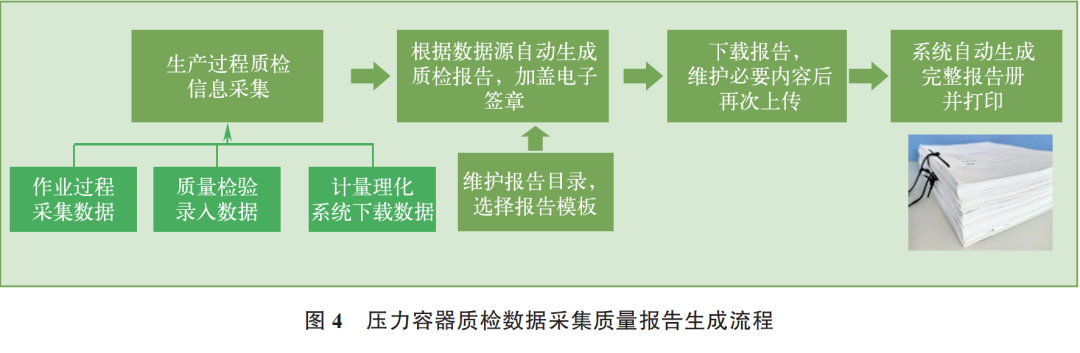
压力容器生产完成后,按照容规的要求,要形成一套完整的质量报告。质量报告包含设计图纸、工艺信息, 生产过程中的人员、物料、设备及工艺参数等信息,各类质量检验的信息,以及生产过程中的变更、返工返修等异常信息。 目前,大量质量数据主要以纸质文件形式记录收集, 手动录入电脑后再手动生成质检报告;与行业专业的计量理化检测机构、锅检所检测系统的检验业务的交互及数据的提取也需要手工进行,整个过程数据采集及报告形成的工作量大、效率低,且质量数据事后难以分析利用。 通过实施MES 实现对质检过程的管理,并实现与计量理化、锅检所等检测系统的集成,实现质量检验数据的自动采集;通过MES 与PLM、OA 等系统的集成,实现对设计文件、质量问题审批文件的自动获取;在MES 中实现质量报告的目录、模板及电子签章的维护。在一套压力容器设备生产完成后,通过对各类质量报告相关信息的抓取,自动生成质量报告文件,可以大大提高质量检验及质量报告生成的效率,减少人工进行数据录入 和传递的出错几率,并实现质量数据的结构化、数字化, 便于质量问题的统计、分析及追溯,报告生成流程如图4 所示。
2.4 生产计划排产及协同
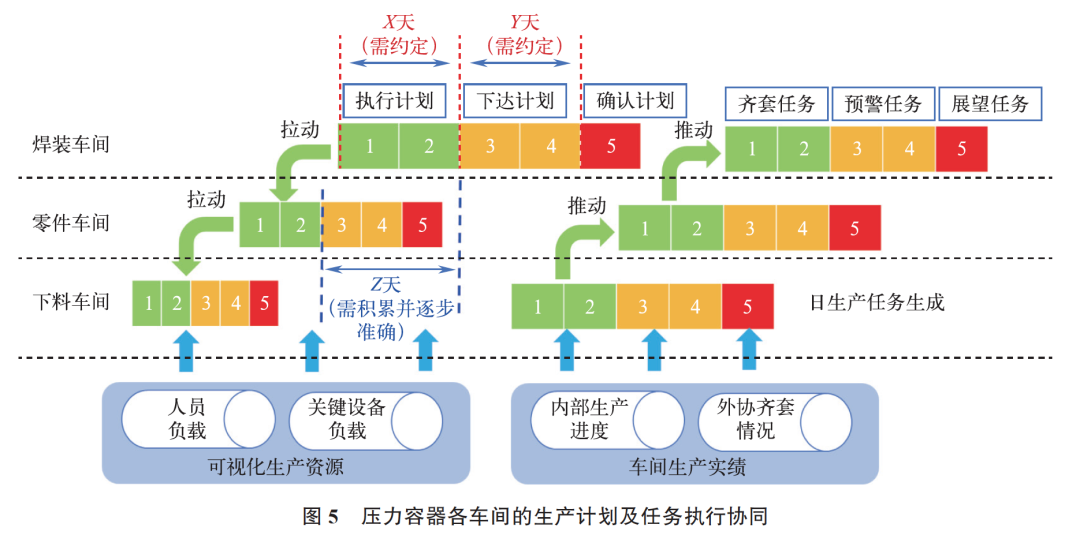
压力容器生产涉及部机总装焊接、零件加工及毛坯 下料等多级。与一般的复杂装备制造一样,压力容器的 生产组织也以人工的排产及协调为主,同时存在着计划 排产和调整困难、各车间计划联动协同的信息传递的效 率和及时性差等问题,计划协同的问题会进一步导致部 机/ 子部机总装齐套性差、零部件/ 毛坯下料车间插单多或者提前生产导致在制品挤压等问题,对企业的效率及 成本均产生影响。 针对计划排产及协同存在的问题,可在ERP 生成的总装、零件及毛坯的生产计划的基础上,在MES 中实现不同车间的生产订单之间基于订单状态的协同。
部机/ 子部机总装订单在MES 中下达车间时,同时释放毛坯生产订单,从ERP 下发至MES,允许毛坯下料车间进行生产计划排产;在部机/ 子部机总装的各工序作业任务派工到相应班组时,发送物料需求至下料车间,允许下料车间 进行物料的配送,可相对准时地将毛坯准确配送至班组 工作区域的线边缓存,以此提高齐套率的同时,减少提 前生产或配送造成的毛坯在制品积压问题。对于MRP 计划与实际生产脱节的,也可在MES 中按部机BOM 实现简单排产,将部机/ 子部机、零件及毛坯的计划自动排出, 以此指导计划员进行计划的下发。在实际生产执行过程 中,则可以根据实际任务的执行进度情况,逐级进行齐 套检查,进行车间级/ 班组级已齐套生产任务的安排及执行,并对不齐套的任务进行预警。压力容器各车间的生 产计划及任务执行协同如图5 所示。
系统实现及方案实施
3.1 整体系统架构
根据压力容器行业数字化车间的建设内容及重点, 整体的系统架构方案设计如图6 所示。其中,面向压力容器行业的MOM 系统是整个方案的核心,既实现整个生产管理的主要功能,又负责集成包括PLM、ERP、OA及SRM 等相关信息化系统,以及与SCADA 系统集成实现与焊机的集成,以此打通压力容器制造企业的设计、经营、供应链、生产及设备运维的全流程。
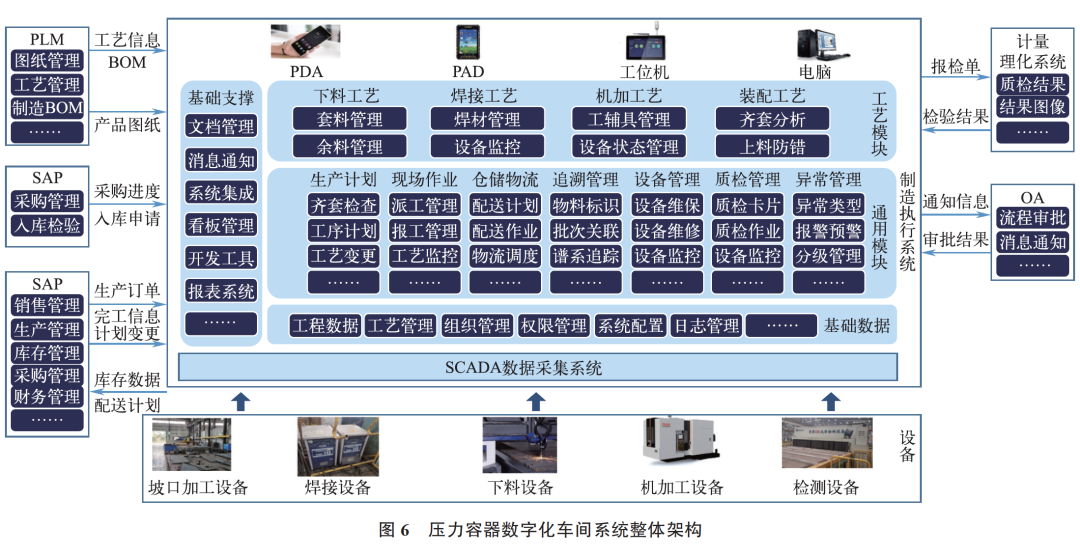
MOM 系统与各信息系统集成方面,与PLM 集成所交互的设计及工艺数据是整个MOM 系统业务运行的与项目相关的基础数据的主要来源,包括BOM、图纸及工艺等;与ERP 系统集成所交互的数据,一方面是物料档案、人员及组织架构等基础数据,另一方面是生产订单、进度及库存账等业务数据;与OA 集成交互的主要是不合格品、物料变更等审批的结果及审批文件信息,一方面是支持下一步流程的运行,另外也是质量报告所要求的内容。
3.2 MOM 系统实现的技术路线
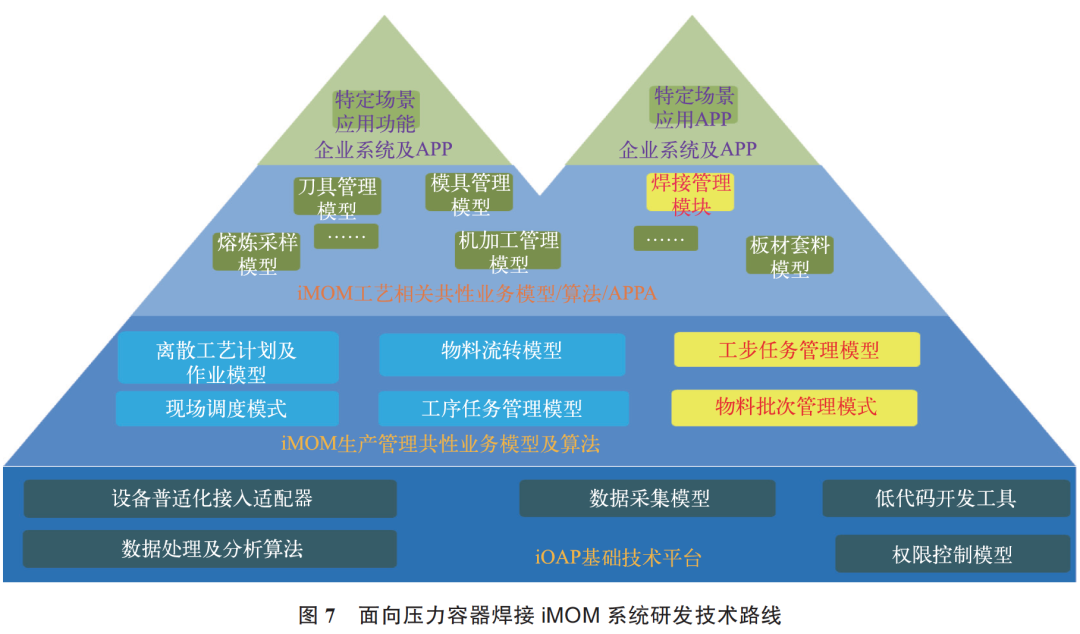
面向压力容器焊接行业的iMOM( 即intelligent MOM)系统是整个数字化车间解决方案的核心。其中,既包含具有机械装备行业共性特征的计划派工、工序作业任务派工、物料工辅具生产准备协同、质量检验及设备维保等通用性功能,又要针对压力容器焊接工艺的特点,实现基于工步作业的焊层焊接过程执行合规性监控、物料批次策略及批次跟踪、质量报告生成等具备行业特色的功能。 方案基于国机智能技术研究院自主研发的面向机械装备制造的iMOM 平台进行实现。iMOM 已在机械装备行业的农业机械、制药装备、矿山装备、能源装备、海油装备及纺织机械等多个行业得到实际应用,形成了针对具体行业的智能工厂/ 数字化车间解决方案,运行效果良好。iMOM 对于项目制复杂装备制造的特点,已在生产计划管理、车间任务调度、作业过程管理、仓储物流管理及质量管理等方面具备了相关的业务模型、系统功能及APP 等,对压力容器行业数字化车间的多数业务需求已具备良好的支撑。
在iMOM 平台基础上,通过对压力容器行业法规的了解及分析,结合行业对质量、效率提升及成本管控的需求。重点增量开发了压力容器焊接管理模块,实现了基于工步作业的焊接过程管理功能模块,实现对焊接作业过程的管控,包括压力容器行业质量数据采集及质量报告生成功能;在iMOM 平台上扩展原有的批次管理功能,形成适用于压力容器及相近行业的物料批次管理及跟踪模式;其他生产计划管理、车间作业管理、物流管理及质量检验管理等功能则采用iMOM平台原有的功能。面向压力容器焊接的iMOM 系统研发技术路线如图7 所示。基于iMOM 平台进行扩展及增量开发的技术路线, 既保证了系统对压力容器行业的适配性,也保证了平台的可靠性及稳定性。
3.3 方案实施落地的前置条件
压力容器行业数字化车间解决方案既实现了压力容器生产过程的管理,也实现了对焊接作业过程的细化管控。因此,方案的实施落地也存在一些前置条件,这些前置条件的落实是数字化车间解决方案能够完整落地的基础保证,企业需要在方案实施前进行评估,确保这些前 置条件在方案实施时具备可行性。主要的前置条件包括:①物料、工艺等基础数据的完备性:这是MOM/MES 系统实施的共性基础条件,物料编码体系需完整,BOM、工艺路线等数据需实现结构化管理。②焊接工艺数字化、结 构化:焊接工艺需要实现结构化管理,具备CAPP(Computer Aided Process Planning,计算机辅助工艺过程设计)系统, 焊接工艺(尤其是A、B 类焊缝)结构化至焊层级别,包括焊接相关的人员资质、设备要求、焊材焊剂要求、工艺 参数及质检要求等数据。③原材料批次化条码化管理:受 压原件的原材料需要实现按原材料批次、尺寸及材质书编 号进行细化的批次化管理,包括入库、出库及退料过程。④物料及设备的条码化管理:物料实现条码化管理,贯穿 从入库到领料、用料、毛坯转运及上料;焊接设备实现条 码化管理,具备扫码采集设备信息的条件。
结束语
压力容器行业数字化车间解决方案依据压力容器设 备行业生产管理及产品制造工艺特点,以及行业质量法 规要求,充分考虑压力容器制造企业的实际需求及企业 内部各制造主体生产业务的协同特点,通过研发并实施 面向压力容器行业的iMOM 系统,覆盖生产、物流、质量及设备等业务,并实现与相关业务系统及焊接设备的 深度集成,搭建压力容器相关制造主体业务集成及流程 优化的生产管理平台。方案既满足了压力容器行业质量 法规对生产制造过程的合规性管控需求,也满足了实际 制造企业对质量、效率及成本管控等方面的需求,实现 了压力容器生产过程的透明化、集成化、协同化、结构化、 数字化、可溯化、实时化及无纸化等目标。 方案中所包含的焊缝焊接过程工艺执行合规性监控、 受压元件全生产过程数字化跟踪、质量数据采集及质量报 告自动生成等内容,具有显著的压力容器行业特色,具备 很高的行业推广价值;方案中关于生产计划排产及协同、 物流的协同等内容,则具有机械装备制造的共性特点,在 其他的复杂装备制造行业同样具有较好的应用价值。
编辑:黄飞
-
压力容器的主要受压元件有哪些2019-11-21 0
-
金属压力容器声发射检测及结果评价方法2009-11-15 720
-
Ⅲ类压力容器接管角焊缝裂纹分析2010-01-16 547
-
压力容器制造工艺2010-01-16 591
-
压力容器无损检测技术综述2010-03-17 427
-
X射线实时成像系统在锅炉压力容器管材探伤中的应用2010-03-20 700
-
压力容器制造CAPP系统的研究开发2010-08-28 559
-
压力容器用钢的声发射特性2009-10-22 457
-
现场压力容器的声发射源特征2009-10-22 834
-
带保温层压力容器的声发射检测2009-10-22 912
-
压力容器腐蚀原因及防护措施2021-04-23 1617
-
压力容器腐蚀原因及解决方法2021-05-27 2574
-
焊缝跟踪系统在压力容器焊接自动化的解决方案2023-01-13 273
全部0条评论

快来发表一下你的评论吧 !
