

镁合金焊接缺陷的产生及防止
描述
1 序言
镁合金不仅轻质高强、价格低廉,而且具有良好的减振性、铸造性、导电性、电磁屏蔽性及散热性等优点,已成为许多工业产品的首选金属材料。目前,镁合金广泛应用于航空工业的座舱骨架、设备支架、机轮轮毂等承载力较小的零部件[1]。
随着现代大型制造装备的转型升级,轻质镁合金结构件的需求变得非常迫切。但是,镁合金焊接存在多种缺陷,难以得到高成形质量、高综合性能的焊接接头。本文通过分析镁合金焊接缺陷产生的原因,同时提出防治措施,可有助于镁合金材料的推广应用,对制造装备领域具有现实意义。
2 镁合金的焊接工艺
镁合金常见的焊接工艺有熔化焊和固相焊两大类。熔化焊主要有钨极氩弧焊、熔化极氩弧焊、电子束焊、激光焊等方法,固相焊主要是搅拌摩擦焊。其中,搅拌摩擦焊凭借焊前准备工作少、无需保护气体和焊材、可实现全位置焊接、焊件力学性能好、焊后应力变形小等优点已成为优先考虑的焊接方法。但是搅拌摩擦焊具有焊件必须刚性固定、焊接速度低、搅拌头磨损快、焊缝端部易形成键孔等缺点,导致熔化焊成为常见焊接方法。
3 镁合金焊接缺陷分析
镁合金具有易蒸发、易氧化、易氮化、热应力大等缺点,焊接时往往表现出多种焊接缺陷。现重点梳理气孔、热裂纹、变形等常见缺陷的形成原因及防止措施。
3.1 气孔
(1)形成原因 气孔常出现于熔化焊接头的焊缝中。例如,图1所示为普通压铸AZ91D镁合金钨极氩弧焊接头焊缝的气孔形貌,有以氢气为主导的析出型微观气孔、以氮气为主导的卷入型宏观气孔两种[2]。
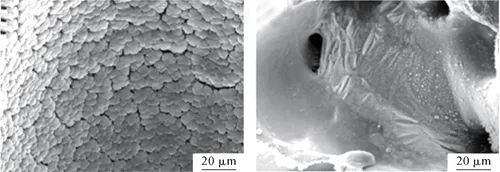
a)析出型气孔 b)卷入型气孔[2]
图1 AZ91D镁合金氩弧焊缝气孔的内壁形貌
气孔的形成主要归结于两种原因:一种是由于焊接熔池冶金反应生成的不溶性气体聚集于凝固的枝晶晶体间,不易排出而形成气孔;另一种是由于焊接熔池吸收溶解了一些外部气体,而凝固阶段,气体溶解度随着熔池温度的陡降而迅速降低,气体容易聚集于正在生长的枝晶前沿,沿结晶层形成气孔。
镁合金熔化焊时,气孔主要来源于溶解的氢气,而熔池中的氢气主要来自母材、焊丝或弧柱气氛周围的水分。镁合金导热性很强,熔池凝固的速度很快,造成氢来不及逸出而形成气孔。同时,镁合金表面易生成MgO薄膜,Mg含量越多导致MgO越多,MgO相对Al2O3等氧化物较疏松,更易吸附水分而形成气孔。
目前,熔化极惰性气体保护焊(MIG)焊缝的气孔率最高,这是由于MIG焊靠的就是焊丝不断熔化,焊丝中氧化膜会使附着的水分强烈溶入熔滴,造成熔池增氢。电子束焊和激光焊焊缝中的气孔率也较多,这是由于这两种方法的焊接热输入较少、熔池冷却速度较快,熔池的氢来不及逸出导致的。
(2)防止措施 焊前处理:机械清理和化学清洗相结合,尽可能去除母材和焊丝表面的氧化膜及油污;采用烘干手段尽可能去除母材和焊丝表面的水分;尽量避免在潮湿的环境中焊接。
优化焊接参数:焊接参数可影响熔池中气体逸出和溶入的条件,当逸出条件比溶入条件有利,才可能降低气孔率。图2所示为LF6铝镁合金气孔倾向与焊接参数的关系[3],焊接电流与焊接速度均较大时有利于气孔减少。
保护气氛具有适当的氧化性:从防止溶氢的角度考虑,在Ar、He等焊接保护的惰性气体中添加少量CO2或O2,有助于降低气孔率。
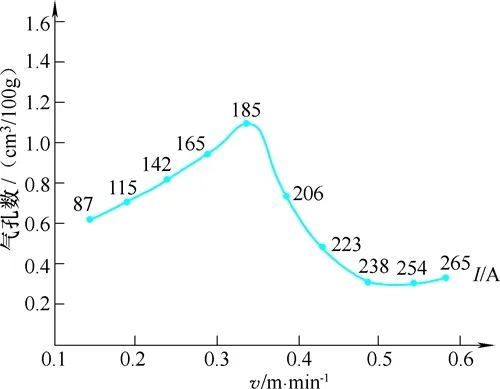
图2 LF6铝镁合金气孔倾向与焊接电流、焊接速度的关系[3]
3.2 热裂纹
(1)形成原因 最常见的热裂纹有凝固裂纹和液化裂纹。凝固裂纹是焊缝金属在凝固温度降低至固相线附近时,因晶间残存的液膜分离所造成的裂纹。液化裂纹是近缝区在过热条件时,晶间相熔化成液相,液膜分离而开裂。例如,图3所示为ZK60镁合金在激光焊接时,不同焊接速度对应的焊缝中凝固裂纹状况[4]。
在焊接过程中,主合金元素镁很容易和铝、铜、镍等微量元素反应生成低熔点共晶化合物。凝固时,在脆性温度区间,这些未凝固的低熔共晶会以液体薄膜的形式分布于晶间,严重降低了晶间结合力。镁合金的热膨胀系数较大,焊接时产生了较大的热变形,凝固时会受到较大的收缩应力,晶间的液体薄膜难以抵抗这种收缩应力,便很容易开裂生成凝固裂纹。同理,镁合金的导热率和应变速率较大,焊接热循环很快使近缝区晶间相熔化,晶界处力学性能下降,容易在应力作用下开裂。
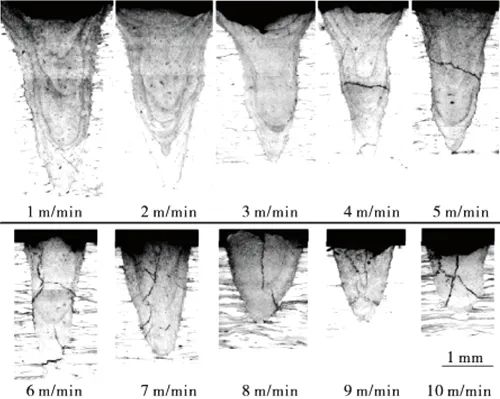
图3 ZK60镁合金激光焊时,不同焊接速度对应的焊缝中裂纹凝固状况[4]
(2)防止措施 调整母材和焊丝中元素含量:限制母材和焊丝中易偏析元素、有害杂质的含量,尽量减少焊缝中发生的宏观偏析和聚集的低熔第二相。
优化焊接参数:可通过选择合理的焊接速度,图4所示为熔池形状与焊接速度的关系[3]。低速焊接时,熔池表现为椭圆形,柱状晶呈人字纹路向焊缝中部生长,不易形成偏析弱面,热裂纹倾向小;但高速焊接时,熔池表现为泪滴形,柱状晶近似垂直地向焊缝轴线方向生长,易在会合面处形成偏析弱面,热裂纹倾向大。也可通过适当降低焊接热输入来细化晶粒尺寸、减少晶间相尺寸,通过降低冷却速度来减缓焊缝凝固收缩的应变程度,这些均可以减少热裂纹产生。
合理控制拘束:通过控制拘束,尽可能减少接头的应变。例如,选择合适的焊接顺序。焊接顺序不当时,最后几道焊缝有可能处于大拘束状态,难以自由收缩,应变量明显增大、容易产生裂纹。
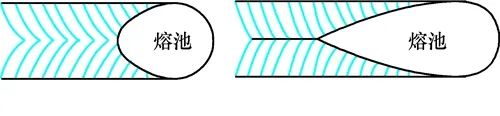
a)低速焊接 b)高速焊接
图4 熔池形状与焊接速度的关系[3]
3.3 变形
(1)形成原因 镁合金导热率高、热膨胀系数大,所以焊缝冷却速度快,近缝区和母材很容易受到收缩应力的作用而产生较大变形,最终形状、尺寸发生改变。例如,图5所示为一种铝镁合金由于接管角焊缝距离筒体环焊缝太近,产生下凹变形[5]。

图5 铝镁合金接管角焊缝产生的下凹变形[5]
(2)防止措施 优化焊缝结构:合理布局焊缝位置,保证每条焊缝都有充足的散热空间,避免区域内焊缝过于集中;选择合适的焊缝形状和尺寸[6]。
增加刚性固定:焊接镁合金板时,采用专用夹具、支撑杆等装置将镁合金板固定在工作台上。焊后冷却至室温后,采用锤击法释放部分焊接应力,然后再去掉刚性固定。
焊前预热:焊前预热,使母材温度升高,保证焊接时的焊缝金属与周围母材的温差降低,从而降低焊接收缩内应力。
选择合理的焊接顺序:将构件适当划分成若干小单元,先分别焊接各小单元,然后再将小单元整体焊接,使不对称焊缝或收缩量较大的焊缝能比较自由地收缩而不影响整个结构[7]。
反变形控制:预估焊接变形的大小和方向,然后在焊接装配时设置方向相反、大小相等的人为变形,使焊接产生的变形与预置的反变形相抵消。
3.4 其他缺陷
(1)孔洞 孔洞常出现于搅拌摩擦焊接头的焊缝中。例如,图6所示为AZ31镁合金搅拌摩擦焊焊缝中的孔洞缺陷[8]。镁合金焊接时,当焊接热输入不够,会造成熔敷金属的塑性变形不充分,材料流动性差,焊缝内部出现未完全闭合的现象,形成孔洞;当焊接热输入太大,会造成搅拌头前进侧的焊缝材料膨胀溢出,回填不充分,形成孔洞;当采用不带螺纹的柱状或者锥状搅拌头时,也会造成焊缝区材料塑性变形不充分,容易形成孔洞。可通过合理控制焊接速度、搅拌头旋转速度来调整焊接热输入,或者选择合适的搅拌头几何形状等手段来避免孔洞缺陷的产生。

图6 AZ31镁合金搅拌摩擦焊接头的孔洞缺陷(AS为前进侧,RS为后退侧)[8]
(2)烧穿 烧穿常出现于熔化焊接头的焊缝中。由于氧化镁熔点高、镁合金熔点低,两者附着在一起很难熔合,镁合金薄板焊接时,便很难观察到焊缝熔化。热输入一旦升高至不合理区间,熔池颜色也没有显著变化,但是熔池下方未熔化的金属却无法抵抗它所受的应力作用,此时便出现烧穿现象。焊接前做好镁合金表面的清理工作,清理后尽可能及时焊接,可避免烧穿缺陷的产生。另外,通过优化焊接参数来限制熔深,也可避免烧穿。
4镁合金焊接缺陷的典型案例分析
采用激光焊、电子束焊分别焊接6mm厚GW63K镁合金,得到的焊缝宏观形貌分别如图7、图8所示。两种熔化焊焊缝均出现了明显的飞溅、咬边等缺陷,这是由于镁合金熔点较低、热膨胀系数较大、焊接热输入较大造成的,后续可通过降低焊接热输入等方法进行工艺优化。
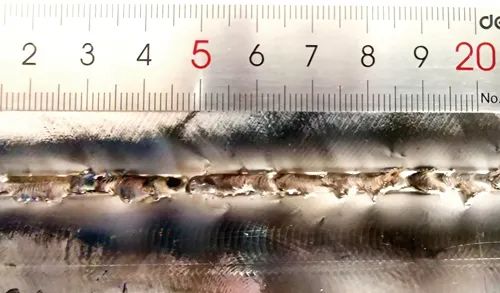
图7 GW63K镁合金激光焊焊缝宏观形貌
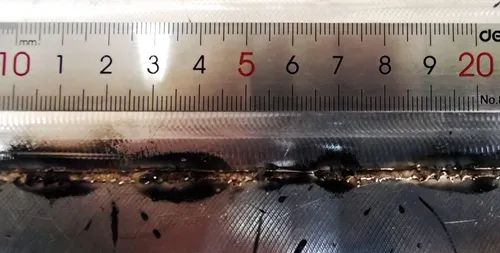
图8 GW63K镁合金电子束焊焊缝宏观形貌
5 结束语
审核编辑 :李倩
-
铝及铝合金的焊接工艺2009-05-05 0
-
主营铝镁合金编织带2018-07-19 0
-
翘曲产生的焊接缺陷是什么?2021-04-23 0
-
齐岳AM60镁合金/闭孔泡沫镁合金复合材料2021-08-31 0
-
镁及镁合金的牌号成分、性能与用途2008-12-23 1585
-
AZ91铸造镁合金缺陷的超声检测技术2009-11-23 461
-
浅析空分冷箱内铝合金管道的焊接2009-12-28 531
-
镁合金PDA外壳锻件之研究与开发2009-06-18 803
-
笔记本外壳材料-镁合金和铝合金2010-01-22 2821
-
焊接缺陷及产生的原因2019-05-10 12937
-
镁合金压铸在电动自行车的应用2022-05-25 491
-
镁合金焊接缺陷产生的原因及防治措施2022-12-19 3074
-
镁合金铸造缺陷的激光修复取得重大突破2023-02-14 521
-
激光焊接镁合金的焊接特性2023-09-05 376
-
镁合金激光焊接难点分析2023-09-07 430
全部0条评论

快来发表一下你的评论吧 !
