

焊接裂纹的产生原因及防治措施
制造/封装
描述
在焊缝或近缝区,由于焊接的影响,材料的原子结合遭到破坏,形成新的界面而产生的缝隙称为焊接裂缝,它具有缺口尖锐和长宽比大的特征。按产生时的温度和时间的不同,裂纹可分为:热裂纹、冷裂纹、应力腐蚀裂纹和层状撕裂。
在焊接生产中,裂纹产生的部位有很多。有的裂纹出现在焊缝表面,肉眼就能观察到;有的隐藏在焊缝内部,通过探伤检查才能发现;有的产生在焊缝上;有的则产生在热影响区内。值得注意的是,裂纹有时在焊接过程中产生,有时在焊件焊后放置或运行一段时间之后才出现,后一种称为延迟裂纹,这种裂纹的危害性更为严重。常见裂纹的发生部位与型态如下图所示。
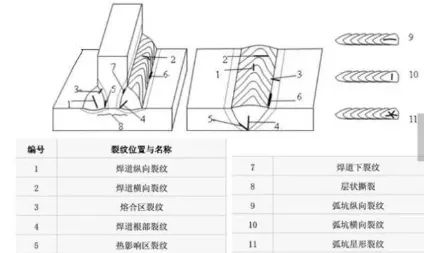
常见裂纹的发生部位与型态
2、焊接裂纹的危害
焊接裂缝是一种危害最大的缺陷,除了降低焊接接头的承载能力,还因裂缝末端的尖锐缺口将引起严重的应力集中,促使裂缝扩展,最终会导致焊接结构的破坏,使产品报废,甚至会引起严重的事故 。通常,在焊接接头中,裂缝是一种不允许存在的缺陷。一旦发现即应彻底清除,进行返修焊接。
3、焊接裂纹的产生原因及防治措施
由于不同裂缝的产生原因和形成机理不同,下面就热裂缝、冷裂缝和再热裂缝三类分别予以讨论。
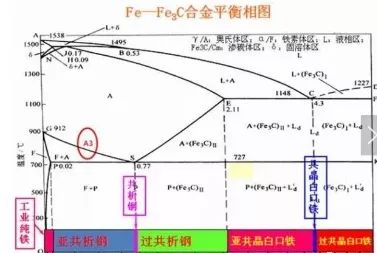
3.1、热裂纹热裂缝一般是指高温下(从凝固温度范围附近至铁碳平衡图上的A3线以上温度)如下图所示所产生的裂纹,又称高温裂缝或结晶裂缝。
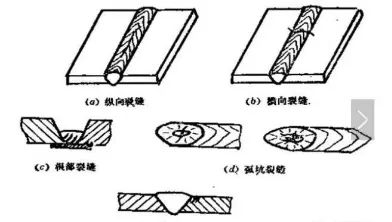
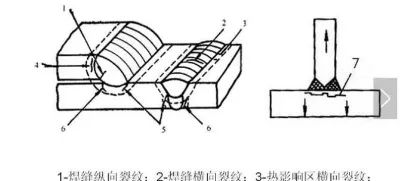
热裂缝通常在焊缝内产生,有时也可能出现在热影响区,如图所示。
原因:由于焊接熔池在结晶过程中存在着偏析现象,低熔点共晶和杂质在结晶过程中以液态间层存在形成偏析,凝固以后强度也较低,当焊接应力足够大时,就会将液态间层或刚凝固不久的固态金属拉开形成裂缝。此外,如果母材的晶界上也存在有低熔点共晶和杂质,则在加热温度超过其熔点的热影响区,这些低熔点化合物将熔化而形成液态间层,当焊接拉应力足够大时,也会被拉开而形成热影响区液化裂缝。总之,热裂缝的产生是冶金因素和力学因素综合作用的结果。
防治措施:防止产生热裂缝的措施,可以从冶金因素和力学因素两个方面入手。控制母材及焊材有害元素、杂质含量限制母材及焊接材料(包括焊条、焊丝、焊剂和保护气体)中易偏析元素及有害杂质的含量。特别应控制硫、磷等杂质元素的含量和降低含碳量。硫几乎不溶于钢,它与铁生成低熔点的硫化铁(FeS)。焊接时,硫化铁的存在会导致焊缝热裂和在热影响区出现液化裂缝,使焊接性能变坏;同对硫以薄膜形式存在于晶界, 会使钢的塑性和韧性下降。一般用于焊接的钢材中硫含量应不大于0.045%。有时还需要更严格的控制。磷会使钢的塑性和韧性下降,提髙钢的脆性转变温度,并使焊缝和热影响区产生裂缝。磷含量应不大于0.055%。有时还需要更严格的控制。材料的焊接性能与含碳量密切相关。钢材含碳量越髙,焊接性能变差。一般认为,焊缝中碳含量控制在0.10 %以下,热裂缝敏感性可大大降低。
调整焊缝金属的化学成份,改善焊缝组织,细化焊缝晶粒,以提高其塑性,减少或分散偏析程度,控制低熔点共晶的有害影响。例如焊接奥氏体不锈钢时,采用奧氏体加铁素体的双相组织焊缝,可以提高其抗热裂性能。而单相奥氏体组织的焊缝,则容易产生热裂纹。采用碱性焊条或焊剂,以降低焊缝中的杂质含量,改善结晶时的偏析程度。控制焊接规范,适当提高焊缝的形状系数,采用多层多道焊法,避免中心线偏析, 可防止中心线裂缝,焊接时,单道焊缝截面上焊缝宽度与焊缝厚度的比值叫焊缝的形状系数或焊缝成形系数。
当焊缝的形状系数过小时,焊缝窄而深,低熔点杂质会聚集在焊缝中心,产生热裂缝的可能性大大增加,当焊缝的形状系数较大时,焊缝宽而浅,低熔点共晶和杂质聚集在焊缝近表面区,大大降低了中心线裂缝的倾向。采取降低焊接应力工艺措施采取各种降低焊接应力的工艺措施,如采用合理的焊接顺序和方法、釆用较小的焊接线能量、整体预热和锤击法等。收弧时填满弧坑,可避免产生弧坑裂缝。
3.2、冷裂纹
冷裂缝一般是指焊缝在冷却过程中至A3温度以下所产生裂缝。形成裂缝的温度通常为300~200℃以下,在马氏体转变温度范围内,故称冷裂缝。冷裂缝可以在焊接后立即出现,也可以在焊接以后的较长时间才发生,故也称为延迟裂缝。由于冷裂缝的产生与氢有关,也称氢致裂缝。冷裂缝的产生具有延迟性质,有可能造成预料不到的严重事故。因此,它具有更大的危险性,必须充分重视。
冷裂纹产生原因
形成冷裂缝的基本条件是:焊接接头形成淬硬组织;扩散氢的存在和浓集;存在着较大的焊接拉伸应力。这三个条件相互影响,相互促进。在不同情况下,三者中任何一个因素都可能导致冷裂纹的产生,其中扩散氢是诱发冷裂缝的最活跃的因素。
冷裂纹防治措施
1)采用碱性焊条或焊剂,减少焊缝金属中的扩散氢含量。碱性焊条又称低氢焊条,能降低焊缝金厲中的含氢量。2)焊条和焊剂在使用之前应严格按照规定的要求进行烘干。此外,还应仔细清理坡口和焊丝,去除油污、水份和锈斑等赃物,以减少氢的来源。3)选择合理的焊接规范和线能量,如焊前预热、控制层间温度、焊后缓冷等,改善焊缝及热影响区组织状态。4)焊后及时进行热处理。一是进行退火处理,以消除内应力,使淬火组织回火,改善其韧性;二是进行消氢处理,使氢从焊接接头中充分逸出。5)提髙钢材质量,减少钢材中的层状夹杂物,从结构设计和焊接工艺方面采取措施减小板厚方向上的焊接拉应力,可防止层状撕裂。6)采取降低焊接应力的各种工艺措施(详见热裂缝,防止措施)
3.3、再热裂纹
再热裂缝起源于焊接热影响区的粗晶区,具有晶界断裂的特征。裂缝大多发生在应力集中部位。一般在焊缝区域再次受到加热时形成,故称再热裂缝。
再热裂纹产生原因
产生再热裂缝的原因,一般认为是在再加热时,在第一次热过程中过饱和固溶的碳化物(主要是钒、钼的碳化物)再次析出,造成晶内强化,使滑移应变集中于原先的奥氏体晶界。当晶界的塑性应变能力不足以承受松弛应力过程中所产生的应变时,就形成再热裂缝。
再热裂纹防治措施
1)减小残余应力和应力集中,如提高预热温度、焊后缓冷、使焊缝与母材平滑过渡等。2)在满足设计要求的前提下,选择适当的焊接材料,使焊缝金属的高温强度稍低于母材,让应力在焊缝中松弛,可避免在热影响区产生裂缝。3)在保证室温接头强度的情况下,提高消除应力退火温度,致使析出比较粗大的碳化物粒子,以改善高温延性。
编辑:黄飞
-
阴魂不散的电容裂纹2012-02-21 0
-
焊接裂纹产生的机理,如何防治?2021-03-15 0
-
PCB板焊接缺陷产生的原因及解决措施2009-11-17 976
-
风电塔架焊接缺陷及防治措施2018-05-30 3596
-
焊接裂纹的概念和界定_焊接裂纹的种类2019-10-25 10141
-
焊接热裂纹产生的原因_焊接热裂纹的防止措施2019-10-25 16904
-
焊接冷裂纹产生原因_焊接冷裂纹防治措施2019-10-25 14813
-
堆焊裂纹产生的原因及预防措施2019-11-19 8625
-
焊接纵向裂纹产生的原因及解决办法2019-11-25 21000
-
焊接热裂纹的种类及特征2019-11-25 7973
-
焊接再热裂纹的预防措施有哪些2020-02-05 2944
-
扭曲裂纹的产生原理以及防止扭曲裂纹产生的方法2020-08-04 2703
-
激光熔覆裂纹产生原因及裂纹分类2022-08-19 1834
-
激光焊接技术在焊接可伐合金发生裂纹问题解析2023-06-15 431
-
电容裂纹产生的原因及分析2023-12-19 589
全部0条评论

快来发表一下你的评论吧 !
