

SJ6000激光干涉仪进行数控机床螺距误差补偿要点
描述
数控机床的传动机构一般是滚珠丝杆副,滚珠丝杆副在生产制造和装配过程中都存在一定误差,且长期使用造成的磨损等因素都会使其精度下降,当前有效且广泛应用的方法是利用激光干涉仪对数控机床进行螺距误差补偿。
数控机床机械误差补偿包含记忆式相对位置补偿(绝对值)与记忆式螺距误差补偿(增量值)两种,三菱和法那科系统就是增量值补偿的代表之一。当采用激光干涉仪进行增量值补偿时,会遇到数据怎么对应补偿点位置的问题。
增量值补偿时有几个重要参数:
- 参考点:参考点也就是基准点。
- 负端:设定靠近负端的补偿数据编号。
- *正端:设定*靠近正端的补偿数据编号。
- 补偿倍率:写入机床系统补偿量的生效倍率。
- 补偿间隔:机床补偿校准时的补偿间距。
划重点:参考点。
注意两个概念:机床参考点号代表的是一段距离误差,且是靠近机械原点负端的这一段。当设置补偿间隔10mm时,参考点就代表-10mm到0点距离的补偿值。
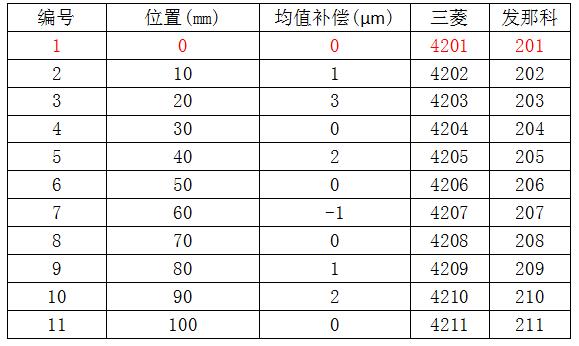
以坐标系0-100mm,间隔10mm为例分别设置三菱和发那科补偿参数。

坐标系0到正很简单,数据只需要依次输入。

以坐标系(-100)mm-0,间隔10mm为例分别设置三菱和发那科补偿参数。
坐标系负到0较繁琐,数据号进行了简单变换,负端第一个数据对应参考点号。

机床系统种类繁多,正逐步向自动补偿迈进,系统可自动识别rtl、ren等数据格式自动完成补偿,将大大降低人工操作和失误。我们期待CNC系统早日的完善。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
- 相关推荐
- 激光干涉仪
-
激光干涉仪检测应用——重复定位精度测量2017-07-17 0
-
SJ6000激光干涉仪在钟罩式气体流量标准装置上的应用2019-08-28 0
-
激光干涉仪都能测什么2022-05-19 0
-
数控机床的螺距误差检测及补偿2009-05-05 726
-
激光干涉仪的原理是什么 白光干涉仪和激光干涉仪有何区别2019-06-09 15242
-
激光干涉仪何时需要进行激光检测和补偿2021-10-05 3132
-
SJ6000激光干涉仪介绍2022-12-12 438
-
2分钟了解您的机床是否需要“打激光”2022-03-07 453
-
激光干涉仪可以完成哪些测量?2022-07-04 754
-
激光干涉仪测量三坐标测量机XY轴垂直度2022-12-09 1349
-
SJ6000激光干涉仪可以对机床的什么参数进行测量?2023-01-12 495
-
激光干涉仪与跟踪仪的区别2023-02-23 1120
-
激光干涉仪sj6000高精度测量直线度、垂直度和平面度2023-08-11 1231
-
激光干涉仪检测机床的方法(以线性检测为例)2023-10-30 331
-
SJ6000激光干涉仪角度测量保证机床加工精度2022-12-12 318
全部0条评论

快来发表一下你的评论吧 !
