

案例分享第四期:碳化硅晶圆切割
描述
碳化硅SiC应用
上世纪五十年代以来,以硅(Si)为代表的第一代半导体材料取代笨重的电子管,引发了集成电路(IC)为核心的微电子领域迅速发展。由于硅材料的带隙较窄、电子迁移率和击穿电场较低,Si在光电子领域和高频高功率器件方面的应用受到诸多限制,不适用于高频高压应用场景,光学性能也得不到突破。以砷化镓(GaAs)为代表的第二代半导体材料在红外激光器和高亮度的红光二极管等方面得到广泛应用。
而第三代半导体材料包括氮化镓(GaN)、碳化硅(SiC)和氧化锌(ZnO)等宽禁带材料,具有高击穿电场、高饱和电子速度、高热导率、高电子密度、高迁移率等特点,逐步受到市场重视。
碳化硅(SiC)发展早,技术成熟度高,在热导率的表现上具有显著的优势,使得碳化硅器件可以在较高的温度下运行,而且高热导率有助于器件快速降温,从而减少冷却系统,使得器件轻量化,根据 CREE 的数据,相同规格的碳化硅基 MOSFET 尺寸仅为硅基MOSFET 的 1/10。同时,碳化硅具有较高的能量转换效率,且不会随着频率的提高而降低。碳化硅器件的工作频率可以达到硅基器件的 10 倍,相同规格的碳化硅基 MOSFET 总能量损耗仅为硅基 IGBT 的 30%。在 5G 通信、航空航天、新能源汽车、智能电网等领域发挥重要作用。
碳化硅应用场景根据产品类型可划分为:射频器件(功率放大器、射频开关、滤波器、低噪声放大器等)、功率器件(功率二极管、功率三极管、晶闸管、MOSFET、IGBT 等)、新能源汽车(电机驱动系统、车载充电系统、充电桩、电动车逆变器等)、光伏发电、智能电网(高压直流输电换流阀、柔性直流输电换流阀、灵活交流输电装置、高压直流断路器、电力电子变压器等装置)、轨道交通(牵引变流器、辅助变流器、主辅一体变流器、电力电子变压器、电源充电机等装置)、射频通信。
碳化硅SiC材料特性
碳化硅SiC是由硅和碳组成的化合物半导体材料,在热、化学、机械方面都非常稳定。C原子和Si原子不同的结合方式使SiC拥有多种晶格结构,如4H,6H,3C等等。4H-SiC因为其较高的载流子迁移率,能够提供较高的电流密度。
SiC器件相对于Si器件的优势主要来自三个方面:降低电能转换过程中的能量损耗、更容易实现小型化、更耐高温。
1、 降低能量损耗:SiC材料开关损耗极低,全SiC功率模块的开关损耗大大低于同等IGBT模块的开关损耗,而且开关频率越高,与IGBT模块之间的损耗差越大,这就意味着对于IGBT模块不擅长的高速开关工作,全SiC功率模块不仅可以大幅降低损耗还可以实现高速开关。
2、 低阻值使得更易实现小型化:SiC材料具备更低的通态电阻,阻值相同的情况下可以缩小芯片的面积,SiC功率模块的尺寸可达到仅为Si的1/10左右。
3、 更耐高温:SiC的禁带宽度3.23ev,相应的本征温度可高达800摄氏度,承受的温度相对Si更高。SiC材料拥有3.7W/cm/K的热导率,而硅材料的热导率仅有1.5W/cm/K,更高的热导率可以带来功率密度的显著提升,同时散热系统的设计更简单,或者直接采用自然冷却。
然而,碳化硅的硬度很大,莫氏硬度为9.5级,仅次于金刚石、立方氮化硼,这让后期加工变得非常困难。
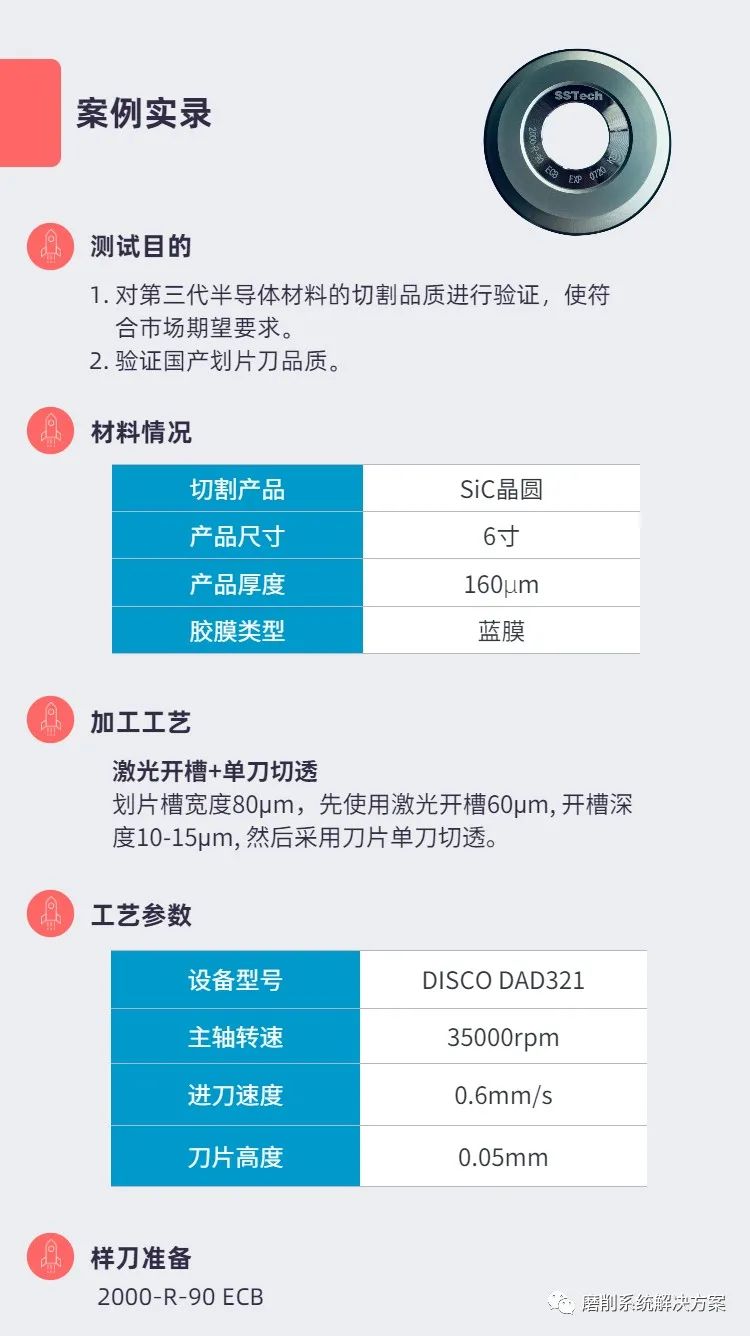
切割时的注意事项
SiC在使用金刚石砂轮刀片切割过程中应注意以下几点:
1、胶膜选择:一般选用75μm厚度蓝膜。
2、冷切水:切割过程会产生高温,注意调整冷却水流量和角度,需要添加冷却液。
3、刀片修刀:新刀上机和切割过程中需要及时修刀,确保其刀片的锋利性,避免刀片切削力不足导致产品崩缺。
4、主轴转速:主轴转速一般设定在30K-45K的区间,如果作为Z1刀开槽,主轴转速可达50K。
5、切割工艺:如果使用激光开槽刀轮切透的工艺,一般激光开槽深度为10-20μm。
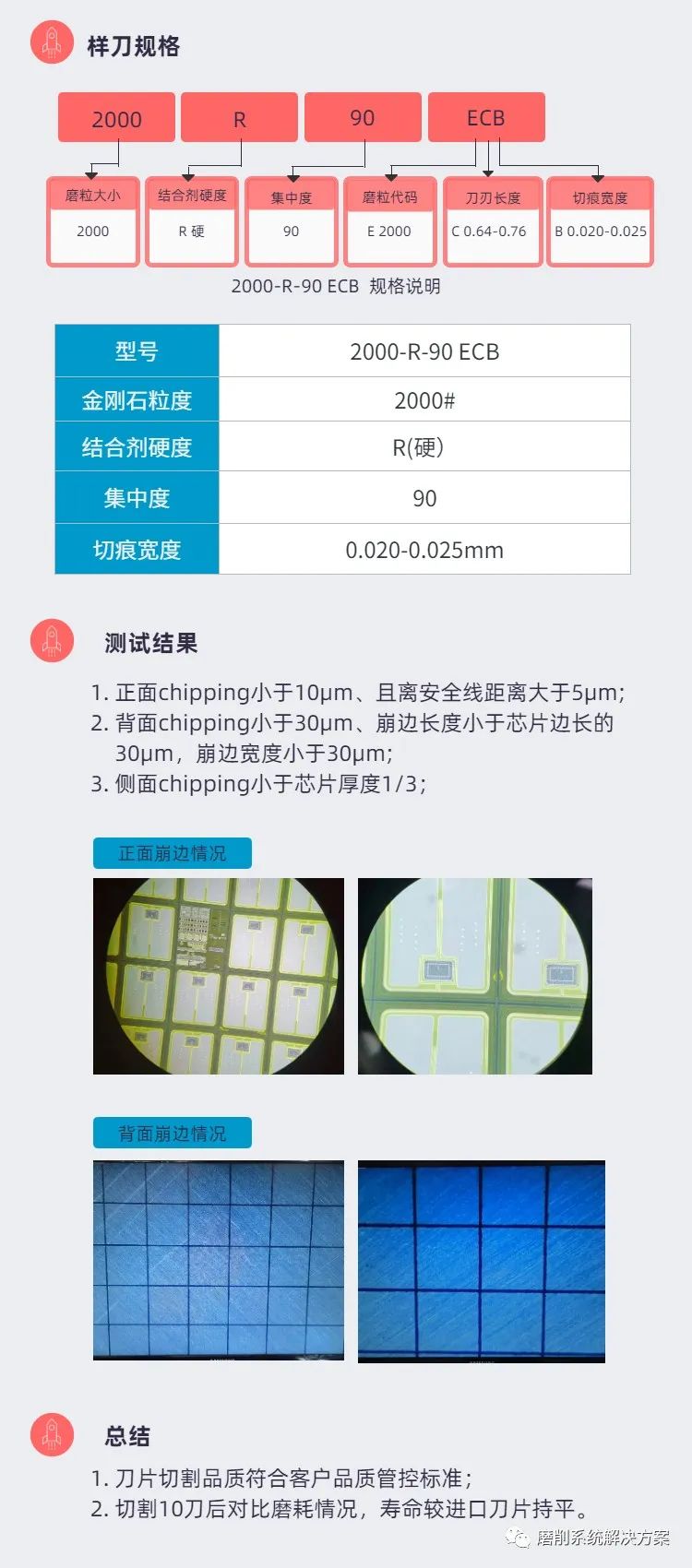
SiC切割可根据不同材料情况及不同要求选用不同规格的硬刀,下面是轮毂型电镀硬刀实测案例。

西斯特科技
深圳西斯特科技有限公司 (简称SST西斯特) ,以“让一切磨削加工变得容易”为主旨,倡导磨削加工系统方法论,2015年创立于中国深圳,植根于技术创新的精神,屹立于追求梦想、创造价值的企业文化。
基于对客户现场的深度解读、创新性的磨具设计和磨削系统方法 论的实际应用,西斯特的磨削理念可服务于航空航天、医疗器械、集成电路、磁性材料、汽车与船舶制造、蓝宝石与功能陶瓷等领域的磨削加工,并为半导体制造、消费电子制造、汽车制造等行业提供高端磨具产品。
西斯特科技始终以先进的技术、高性能的产品、优质服务的理念,带领产业革命,创造无限可能。

西斯特科技
专业切磨钻抛解决方案提供商
官网|www.grind-system.com/
热线电话:400-6362-118
原文标题:案例分享第四期:碳化硅晶圆切割
文章出处:【微信公众号:磨削系统解决方案】欢迎添加关注!文章转载请注明出处。
- 相关推荐
-
不容小觑!碳化硅晶圆冲击传统硅晶圆市场!北京中科同志科技股份有限公司 2023-10-10
-
【有奖问答】疯狂爱答之电路设计-第四期获奖名单公布2014-04-29 0
-
【有奖问答】疯狂爱答之电源技术—第四期获奖名单公布2014-04-29 0
-
【有奖问答】疯狂爱答之FPGA—第四期获奖名单公布2014-04-29 0
-
第四期 子VT生成与调用及编辑图标2018-09-09 0
-
碳化硅深层的特性2019-07-04 0
-
开关电源免费教程(第四期)MOS管DS波形异常的解决方法2021-03-26 0
-
【视频教程】单片机新手教程(第四期)单片机介绍2021-03-26 0
-
单片机实战教程(第四期)M1A时钟PCB布局22021-04-06 0
-
硬件实战教程(第四期)常用运放电路原理图讲解42021-04-17 0
-
什么是碳化硅(SiC)?它有哪些用途?2021-06-18 0
-
碳化硅的应用2021-08-19 0
-
传统的硅组件、碳化硅(Sic)和氮化镓(GaN)2021-09-23 0
-
【直播回顾】OpenHarmony知识赋能第四期第四课——音频驱动开发2022-04-02 0
-
【直播回顾】战码先锋第四期:轻松入门,成为媒体子系统贡献者2022-06-08 0
全部0条评论

快来发表一下你的评论吧 !
