

压铸件流量检测、在线气密性检测解过程
描述
压铸件被广泛应用于各个领域,因为制作工艺的原因,压铸件中常会出现裂纹、气孔、涡流孔、缩孔、冷隔、渣孔、沙眼等现象,一般用肉眼是分辨不出来的,一旦这些不达标产品被应用于机械设备之中,将会造成液体泄漏、机械损坏等各种事故发生。所以,压铸件都是需要进行密封性检测的,只有检测合格的产品才能进入市场。那么压铸件是怎样通过气密性检测仪来辨别良品与不良品的呢?
今天希立仪器将与大家分享一个压铸件流量检测,在线气密性检测案例。这个压铸件是一个立体不规则形状压铸件,压铸件后端位置两个孔位为连通的,我们今天主要检测的位置就是这两个相互连通的孔位。检测时,我们用流量检测法。从一个孔位往内充气,检测两个孔位中间部位是否是畅通。如果流量检测通过了,那么将进行下一步两个孔位中间部分的密封性检测。
根据产品特点,我们为其量身定制了专用压铸件气密性检测工装治具,治具可固定产品位置且带有密封圈及封堵模块,检测时对产品孔洞进行精准封堵密封。当工装治具做好后,还需为工装治具匹配气密性检测仪,然后才能对压铸件进行流量密封性检测。

压铸件流量检测,气密性检测具体步骤如下:
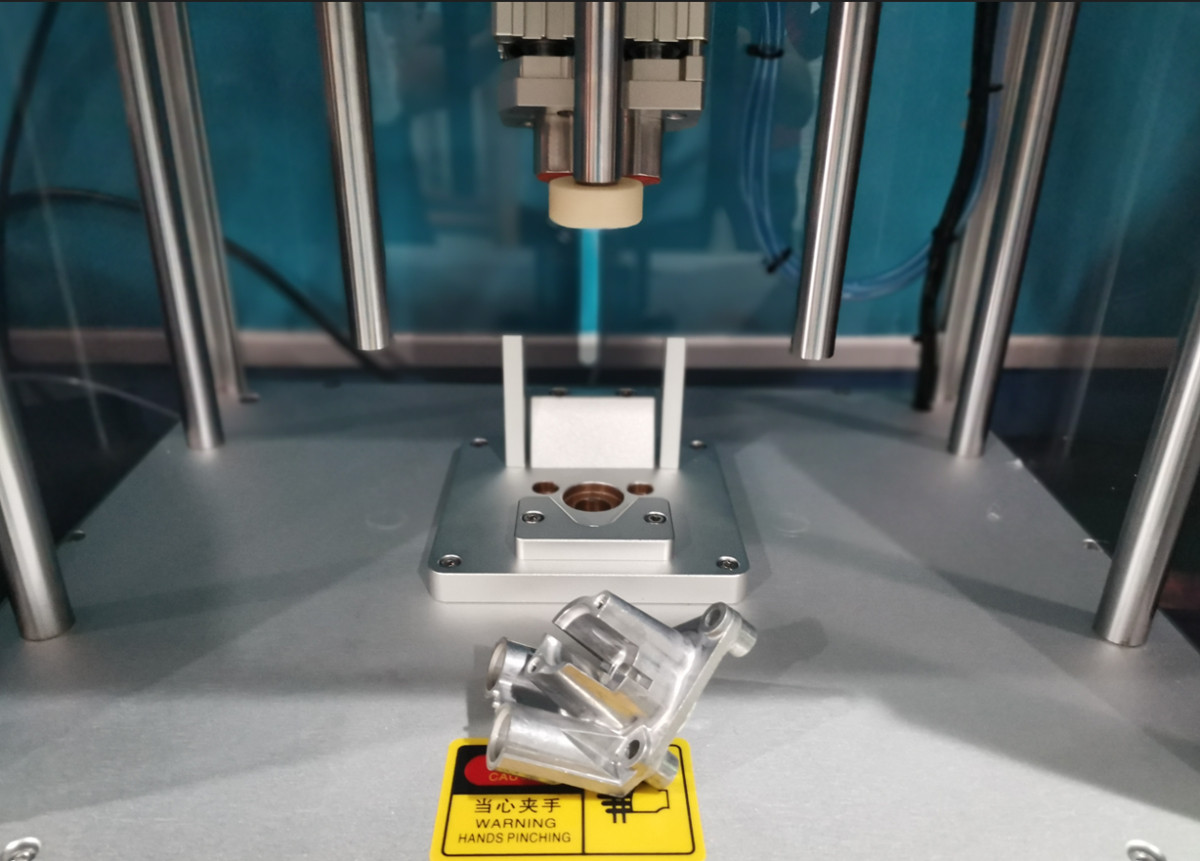
1、将压铸件放入工装治具内,启动气密性检测仪;
2、气密性检测仪控制工装治具的一个模块下压,密封住压铸件的一个孔,然后开始对孔内充气进行流量检测;
3、当流量检测通过后,仪器接着控制另外一个模块下压,封堵住压铸件的另外一个孔,然后对孔内充气进行密封性检测;
本次我们采用高压测试,测试压力为300KPa,整个检测流程快,检测效率高,几秒后检测结果就出来了,当仪器判断所测产品为良品时,仪器屏幕上出现PASS提示,并亮起了绿灯。反之,判断为不良品时,仪器屏幕上出现FAIL提示,并亮红灯。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
- 相关推荐
- 检测仪
-
铝合金压铸件2011-09-22 0
-
气密性检测仪有哪些使用用途?2021-08-30 0
-
压铸件气密性检测是通过压铸件密封性测试设备来做的2021-01-22 925
-
电机外壳压铸件气密性测试案例2021-04-08 1486
-
电机壳压铸件如何进行气密性检测2021-05-07 1349
-
使用气密性检测仪时需要注意什么2021-09-06 856
-
分享关于灯具压铸件的气密性检测案例2022-10-09 945
-
连拓精密气密性测试设备检测新能源汽车压铸配件案例分享2022-10-19 278
-
全尺寸检测服务压铸件测量CAV电脑辅助检测服务2023-03-29 404
-
连拓精密在压铸件气密性测试行业取得技术突破2023-07-12 304
-
手表后壳气密性检测,后壳气密性检测方法过程2023-08-03 617
-
一文看懂:一体化压铸件气密性检测方案2023-02-24 656
-
气密性检测仪 气密性检测设备应用技术2021-09-09 262
全部0条评论

快来发表一下你的评论吧 !
