

激光填丝焊的妙用(CRT激光焊接示教系统)
描述
激光填丝焊
相比于传统焊接方法,激光焊接具有显著的优势——热输入低、焊接速度快、热影响区小、热变形小等,近年来激光焊接得到了广泛的使用,在汽车工业、船舶工业、核电工业、航天航空工业等高科技行业应用的越来越广泛,而且随着成套设备成本的降低,在日常五金用品及其它生活相关领域的应用开始迅速增长。
为了适应各行业发展的需求,激光焊接的方式方法也有改良进步。激光填丝焊因其焊接能量集中、变形小等特点,可以降低对接焊时的间隙裕度,减少焊接缺陷,成为轨道交通和汽车行业内,有效替代传统电弧焊的焊接方式。
接下来CRT激光焊接示教系统,带您来认识一下激光填丝焊接的妙用。

CRT-DMC640MH激光焊接示教系统
激光填丝焊时,激光器一般选用高功率光纤激光器。
激光不仅需要焊丝,还需要熔化母材并在母材上形成激光深熔焊特有的小孔效应,形成较深的熔池,焊丝成分与母材金属成分充分混合形成一种新的混合熔池,该混合熔池的元素成分及其比例、质量相对于焊丝与母材有较大的差别,所以可以针对母材本身的性能缺陷,选择合适的焊丝添加到焊接过程中,从而在微观层面上对焊缝的抗裂性、抗疲劳性、耐蚀性、耐磨性等方面进行有目的性的改善。
除此之外,激光填丝焊可以进行多道堆叠焊接,因为能够实现具有小孔效应的深熔焊,可以实现上下两层焊道的充分熔合,避免未熔合的严重缺陷,这样就具备焊接大厚度接头的能力。
随着激光填丝焊技术的发展以及激光器功率上限的提高,激光填丝焊的应用范围越来越广泛:
激光填丝焊的应用领域
1激光填丝焊接铝合金
2激光填丝焊接异种金属
3改善焊缝成型
4窄间隙填丝焊
其中,针对改善焊缝成型和窄间隙填丝焊这两个应用,我们用实际应用案例来看看激光填丝焊的效果。
改善焊缝成型
要求:1mm和3mm不锈钢拼焊,要求焊缝无气孔,成型较好。
设备:XXX4000W连续光纤激光器(光纤芯径200μm)、送丝机、焊接头。
工艺参数:如下表所示。
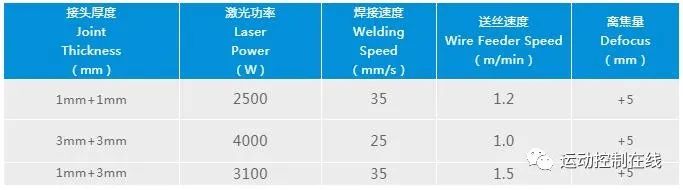
结果:成型较好,焊缝无气孔。
窄间隙激光填丝多道焊接
要求:18mm厚的Q345船用钢板拼焊,要求焊缝气孔较少,没有未熔合,接头抗拉强度高于母材,焊缝成型较好。
设备:XXX6000W连续光纤激光器(光纤芯径400μm)、送丝机、焊接头。
工艺参数:焊道必须开坡口,坡口尺寸如下图所示。
其他焊接工艺参数如下表所示。

结果:成型较好,没有出现未熔合,焊缝基本无气孔。
针对常用材料的对接接头激光填丝焊,为了改善焊缝成型,一般推荐激光器及光纤芯径、焊接头配置应当保证聚焦光斑直径为0.4mm~0.6mm之间,并且焊丝应当选择适当的牌号。
- 相关推荐
- 激光
-
激光焊接原理2016-03-11 0
-
激光焊接的优点2016-03-14 0
-
塑料激光焊接机的应用2018-08-30 0
-
小功率激光填丝焊接技术研究2018-11-22 0
-
激光焊接的原理是什么?2019-10-18 0
-
激光焊缝跟踪传感器可以对不锈钢制管机进行焊接引导2019-12-06 0
-
激光锡焊的原理及优势是什么,适配激光焊接工艺锡膏推荐2020-05-20 0
-
激光焊缝跟踪传感器协助川崎机器人对汽车车架焊接寻位引导纠偏2020-12-02 0
-
焊接抛光示教系统方便吗?2022-05-11 0
-
铝合金激光焊接技术(CRT脱机激光焊接示教系统)2023-03-30 686
-
激光焊接方法之激光填丝焊接(激光焊接系统)2023-04-10 4859
-
国产大飞机背后的超精密激光加工技术(CRT激光焊接系统)2023-04-20 863
-
CRT六轴双工位激光焊接系统示教编程入门2023-10-17 718
-
CRT-DMC640MH激光焊接系统简易说明2021-10-27 263
全部0条评论

快来发表一下你的评论吧 !
