

不得不夸,这种新型光固化片材能完美解决储罐腐蚀、渗漏的问题,值得推荐!
描述
1.设备概况

很多储罐,无论储罐的大小,其设计使用寿命一般都为20年左右,但由于储存的介质往往含有有机酸,无机盐、硫化物及微生物等杂质,会对钢铁造成腐蚀,这种腐蚀穿孔现象不仅使罐内的介质泄露,造成能源的浪费以及污染、火灾、爆炸等危险的发生,更影响使用寿命。
此次碳钢储罐的腐蚀情况:该碳钢罐直径8米,高8米的碱性储存罐。使用钢板拼接焊接而成,坐落在水泥基座上面。罐内储存的碱液满载或空载交替频繁,罐的变形量比较大。根据客户提供的碳钢储存罐中储存碱液的相关资料显示,腐蚀的主要原因是水、碱性物质及其他细菌等对钢铁造成的腐蚀,腐蚀最严重的地方是罐底部位,原因是罐底的底部含有大量渗透性很高的无机盐沉淀物,会引起电化学腐蚀,介质的碱性成分,会引起均匀腐蚀和焊缝腐蚀。
2.储罐设备信息情况
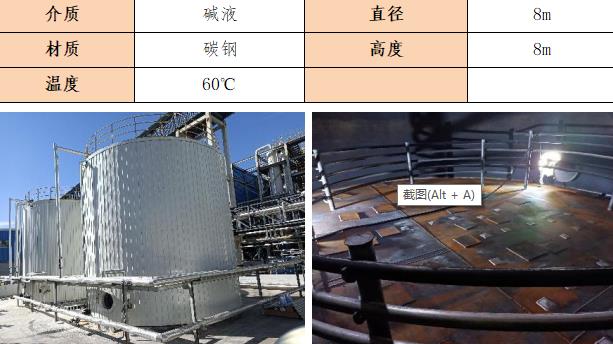
现场设备情况:该罐体为碱液储存罐,其材质为碳钢,该碱液介质使用频率高,碱罐罐体渗漏点主要集中在拼接底板的焊缝位置,具体位置无法确定,液位越高渗漏越明显。以前企业做过多次灌浆及焊接处理,罐底补丁多达90多处,但渗漏依然存在。罐体的底面积50平方左右,罐体高8米,整体容量400立方左右。
针对此次设备问题,我司现场查看及了解设备的一些参数分析,该罐体渗漏治理所选材料必须承受一定的耐碱的腐蚀性能,同时还得承受罐体空载和满载导致的变形,所以材料必须有具备一定的延展性能,及较强的粘结力。同时具备这三个条件才能够保证修复效果。我司的一种新型材料(紫外线光固化片材)比较符合这种特性。
该企业总厂双氧水及两个碱罐同样存在此问题,2019年曾使用我司此新型材料修复过,效果非常理想,目前已使用三年无渗漏问题出现,综合多种因素该企业决定继续使用我司技术对此罐体情况进行修复。
3.新型光固化片材的主要技术参数及施工条件要求
3.1.材料主要技术参数
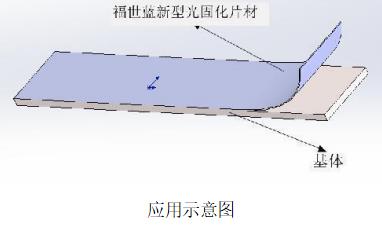
此次用于修复的福世蓝新型高分子防腐材料系软片材,主体为环氧乙烯基树脂和玻璃纤维构成,采用紫外线固化方式,环境友好、使用便捷。
新型高分子防腐片材的性能参数
3.2.施工条件要求
(1)维修方式为现场维修,施工方与现场负责人协商选用适当停罐机会进行维修作业,减少停罐时间;
(2)衬耐腐层按照工艺要求和现场情况,涂装一层1.8mm厚度的高分子防腐片材,与金属底板完美结合,结合面无损伤,表面无明显缺陷和鼓泡现象;
(3)施工方进行修补时采用先进成熟的工艺方法及优质的材料进行维修;
4.施工技术要求及工艺
4.1 预前准备
●提前清空罐内介质并使用清水冲洗置换;
●提前拆除罐顶部人孔并连接排风扇进行空气置换;
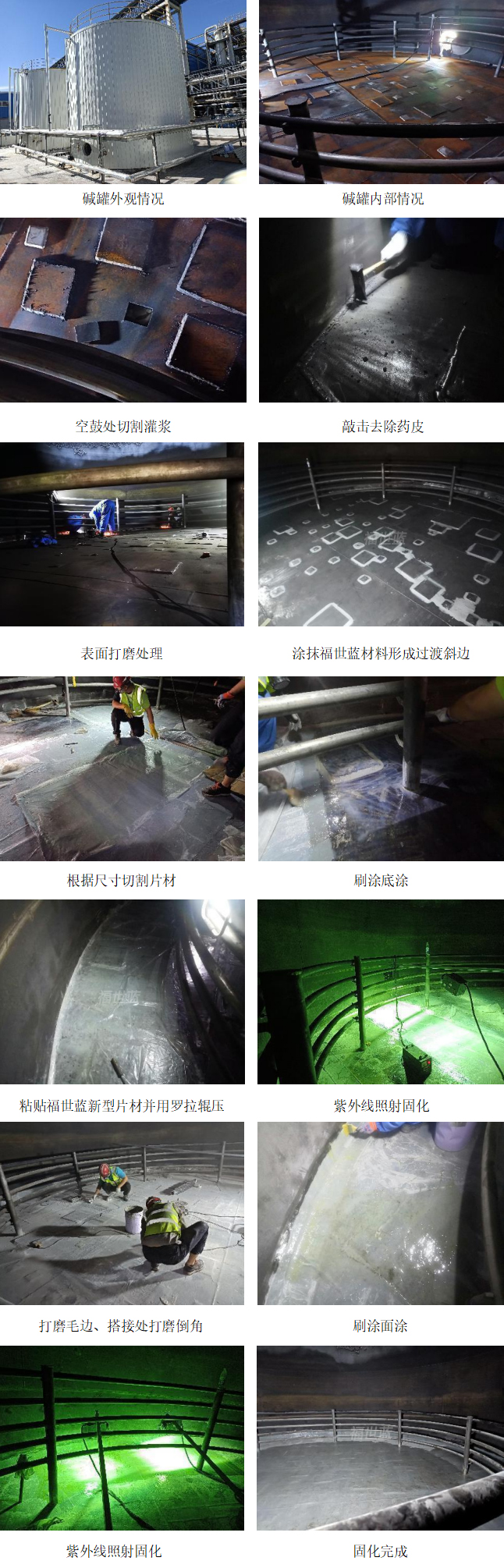
●提前检查罐底是否存在空鼓位置,针对空鼓位置进行灌浆处理;
●裁剪片材过程中需在遮阳处,裁剪好的片材用黑膜遮光处理,使用前应妥善保管并检查。
4.2 表面处理
●用高压水、喷砂或打磨等机械方法处理待粘接表面,去除表面氧化层及杂质直至露出金属原色,粗化待保护表面;
●喷砂处理至Sa2.5或手动打磨至St3,表面粗糙度应大于70μm;
●表面处理结束后用扫、吹、吸等方法清除被粘接表面的残余物质;
●用99.7%无水乙醇彻底清洗待粘接修复的表面;
●待粘接表面要求干净、干燥、结实、粗糙。
4.3 涂覆福世蓝高分子复合材料
待修复表面焊缝位置如果较高或不平整或其他部位有蜂窝坑陷处,使用无水乙醇清洗后,严格按照比例调和福世蓝高分子复合材料涂抹至焊缝位置及蜂窝坑陷处,将蜂窝坑陷处找平,焊缝较高及直角位置形成过渡斜面,待高分子材料完全固化后再进行片材粘贴工作;
4.4 粘贴片材
●测量需粘贴片材位置尺寸,根据尺寸裁剪好片材;
●对待修复表面刷涂薄薄一遍底涂,确保刷涂全面、无遗漏;
●确认好片材上下面,撕掉片材下部薄膜,粘贴至刷涂底涂位置;
●使用罗拉均匀辊压片材,赶出片材下方的气泡,保证每平米的范围内直径大于5mm的气泡不超过3个;
●整个过程需要避光完成。
●待片材粘贴辊压完成后使用紫外线灯照射固化,使用紫外线灯固化时间应大于30分钟,紫外灯与待固化片材之间的距离保持在300mm左右,以确保固化充分。使用紫外线灯时工作人员要带好防紫外线眼镜不可对其直视,避免对眼部造成伤害,紫外线开启后所有人员应●如果存在两片片材相邻,粘贴时应保持相邻两片材料间30-50mm的搭接,搭接前对已固化后的片材边缘位置,需使用磨光机对其打磨去除毛边、翘边情况并形成过渡斜面。
4.5 检查及修补
重复步骤4.4,直到所有待修复区域全部完成。检查罐体粘接的新型高分子防腐片材,如在边缘及接头处有翘曲及缝隙等缺陷,可视情况用少量底涂或片材进行修复。
4.6 材料固化
●使用紫外线灯固化时间应大于30分钟,紫外灯与待固化片材之间的距离保持在300mm左右,以确保固化充分;
●固化后的材料表面硬度应大于巴氏硬度50。
4.7 刷涂面涂
●待所有片材全部固化后,撕掉上面薄膜,检查所有片材对大气泡及表面翘边、毛边位置使用磨光机打磨;
●使用毛刷清扫表面所有杂物,确保表面干净、干燥、结实;
●在清理好的表面刷涂面涂,确保刷涂全面、无遗漏;
●刷涂完成后同样使用紫外灯固化30分钟以上,距离同样保持在300mm左右。一定要保证所有片材完全固化。
4.8 缺陷修复
检查所有的材料表面,确保片材已经完全固化。要求每平米的范围内直径大于5mm的气泡不超过3个,否则需要将该处移除并重新粘贴片材。若存在空鼓、缝隙等情况使用底胶进行修补。
(图)
5.储罐渗漏治理及防腐保护的现场图片
- 相关推荐
- 储罐
-
泰坦陨落,阿特拉斯泰坦,迷你又精致,不得不说光固化牛逼,有的地方做的不好懒得改了钳工 2022-01-21
-
模电设计不得不看——模拟电路设计原则2012-08-17 0
-
PCB电路板UV光固化2013-01-16 0
-
理解总线工作不得不看的几个经典电路!!!2013-05-19 0
-
不得不看的蓝牙4.0组网实验教程2016-02-26 0
-
设计PCB不得不关注的重点2021-04-21 0
-
浅谈UVLED光固化与热固化之间的区别2021-05-04 7661
-
治理氯磺酸储罐腐蚀渗漏时的注意事项2021-04-23 943
-
如何修复氯磺酸储罐焊缝渗漏问题2021-07-27 485
-
不得不收藏的PCB的Checklist!2022-02-09 661
-
牙科光固化机如何选择LED光源?2022-07-14 2980
-
治理氨水储罐渗漏问题的解决方案2022-10-09 230
-
测量UVLED光固化机强度的正确方法2023-04-06 717
-
哪种UV光固化机固化时间较短,固化效果还很好!2023-06-19 602
-
造纸企业储罐渗漏的原因是什么,如何预防储罐渗漏?2022-05-05 471
全部0条评论

快来发表一下你的评论吧 !
