

管束干燥机轴承位磨损后可以现场修复吗?
描述
一制药公司淀粉车间管束干燥机出现轴承位磨损问题,该轴承位φ400mm,磨损宽度200mm,磨损量最大处达5mm。其配合形式由前向后依次为轴端锁母、间隔套、轴承、间隔套。分析后认为造成轴承位及间隔套位置磨损的原因为:锁母预紧力不足或松动,造成轴承出现相对运动及窜动,导致轴径磨损。
几种常见的修复工艺
拆卸后补焊机加工
将设备拆卸后运至机修厂进行补焊机加工处理,停机时间较长,补焊处理容易造成热应力,导致轴变形弯曲,造成不可逆的伤害,无法在短期内开机运行。
电刷镀
刷镀处理一般对镀层厚度有要求,无法达到厘米级的厚度,同样无法在短期内实现设备开机运行。
高分子材料在线修复
高分子复合材料针对轴承位磨损问题可根据设备转速、轴承型号、使用要求等参数选取不同的设备修复工艺,此次干燥机轴承位磨损结合现场实际情况确定了使用样板尺修复工艺进行修复。
首先根据图纸尺寸加工样板尺,然后再磨损面上补焊支撑点,根据样板尺修整支撑点高度,以达定位的目的,最后涂抹福世蓝高分子修复材料后直接安装轴承完成修复工作。该方法具有修复时间短、修复精度高、修复成本低、对设备无二次伤害、易于操作等特点。
方案实施过程
1、表面处理:首先将管束干燥机磨损位置进行烤油处理,去除渗入到金属微孔内的油脂;
2、打磨:使用砂纸、磨光机将磨损位置进行打磨处理,并用酒精或丙酮清洗干净。
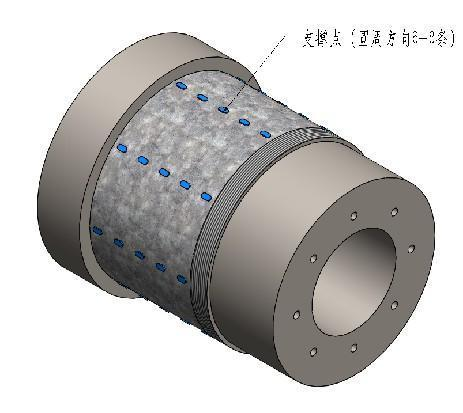
3、补焊支撑点:根据磨损量,在磨损位置补焊支撑点,支撑点间距10-20mm,圆周方向6-8条;
4、修整支撑点:使用样板尺,根据样板尺检查支撑点高度,并打磨修整,直至尺寸合适;
5、调和材料:按比例调和福世蓝®2211F材料并搅拌均匀直到没有色差;
6、涂抹材料:使用2211F材料将磨损位置填平并略大于磨损量;
7、刷涂脱模剂:轴承内圈刷涂脱模剂,晾干备用;
8、装配:装配间隔套及轴承。
9、材料固化:24℃/24h,材料温度每上升11℃固化时间缩短一半。

-
关于干燥机轴承位磨损省时又省力的修复方法2021-03-23 447
-
干燥机轴承位磨损原因及修复方法2021-08-16 776
-
探究在线修复管束机轴承位磨损的全过程2021-12-20 463
-
管束干燥机轴承位磨损了就这样修2022-03-07 268
-
打开桨叶干燥机轴承位磨损的正确维修方式2022-04-06 351
-
干燥机轴承位在线快速修复方案2022-05-25 295
-
管束干燥机轴承位磨损修复2022-06-09 284
-
管束干燥机轴承位磨损的修复方法2022-07-14 289
-
管束干燥机轴磨损怎么修复2022-08-05 302
-
干燥机轴头磨损的修复方法2022-11-09 231
-
管束机轴承位磨损修复的方案及步骤2022-12-27 245
-
桨叶干燥机轴承位磨损的修复方法2023-03-14 247
-
桨叶干燥机轴磨损的修复方法2023-03-21 191
-
管束机轴头磨损怎么修2023-04-17 135
-
这种干燥机输出轴轴承位磨损的修复方法,你觉得能打几分?2023-03-10 603
全部0条评论

快来发表一下你的评论吧 !
