

表面处理技术、工艺类型和方法(抛光控制系统)
描述
有多种表面精加工技术和方法来精加工零件,每种方法都会产生不同的表面光洁度和平整度。
研磨工艺
研磨是一种精密操作,基于载体中的研磨料游离磨粒或复合研磨盘基质中的固定磨粒的切割能力。有两种类型的研磨工艺: 金刚石或传统磨料。只要控制和监测研磨盘的平整度,任何一种研磨工艺都可以产生低至 0.0003 毫米的平整度结果。研磨过程是一种温和的切削过程,它将研磨盘的平整度转移到被研磨的部件上,而不会对部件施加任何应力,因为整个表面都是同时加工的。这与典型的 CNC、车削、铣削和磨削工艺不同,在这些工艺中,切割始终集中在特定区域。尽管任何研磨工艺都能够产生平整度,但金刚石和复合盘的工艺组合可实现更广泛的表面光洁度。
抛光工艺
抛光通常在研磨操作后进行,以达到最终的表面光洁度。抛光的一些主要因素是:达到镜面,改善外观,达到最佳密封面,光学测量平整度,改善电接触,提高材料的光学质量
化学机械抛光(CMP)
化学机械抛光或平面化学抛光是利用化学和机械力的结合来平滑表面的过程。它可以被认为是化学蚀刻和自由研磨抛光(研磨)的混合体。当需要非常低的 Ra 或需要无划痕的显微图像时,CMP 工艺很常见,例如用于显微硬度测试的冶金样品。
干式电解抛光
干式电解抛光可保留铸件或机加工部件的几何形状且不会使边缘变圆角,它可以去除打磨图案以提供明亮的镜面饰面。也能够处理复杂的几何形状,而不会在表面留下微划痕,同时保持组件公差。它比液体电解抛光更有效,液体电解抛光通常仅将表面粗糙度降低 50%。
离心式抛光
离心式抛光产生非常高的重力,驱动机构设计为产生比正常重力高 5-25 倍的高“G”力,3 或 4 个六边形/圆形桶安装在转塔上。转塔和机筒沿相反方向高速旋转,由此产生的离心力增加了机筒中磨料介质的重量,磨料介质与部件(也在机筒中)滑动,以产生快速切割动作
磨削工艺
磨削是一种使用较粗磨料的加工工艺。
振动精磨工艺
振动精加工是一种大规模精加工工艺,用于使用特殊形状的介质颗粒对大量相对较小的工件进行去毛刺、倒圆角、去氧化皮、抛光、清洁和光亮处理
拖动精加工
拖曳精加工是振动精加工的特殊版本。不同之处在于,待去毛刺和精加工的零件在连接到固定装置时通过介质机械拖动。这可以防止部件相互接触。
表面处理标准
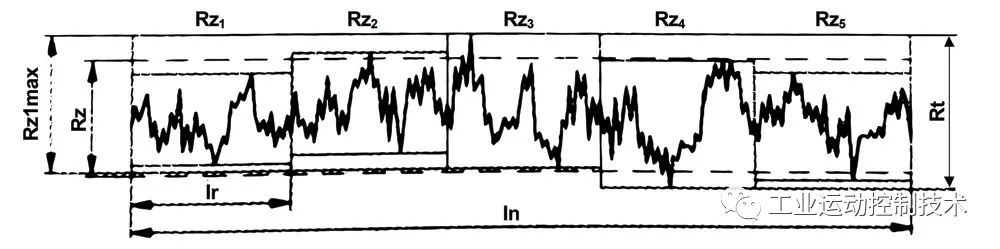
有多种表面处理标准,到目前为此最常见的是 Ra 和 Rz。Ra 是给定样品长度上的粗糙度平均值,虽然很常见,但由于它是平均值,它确实有可能遗漏可能不符合 Ra 目标精神的显着划痕。Rz 标准为过程提供了更好的整体粗糙度数据,首先将样本长度分成较小的扇区,然后对每个扇区进行最坏情况的峰谷测量,然后显示较小扇区组合值的平均值。表面处理标准本身就是一个详细的主题。
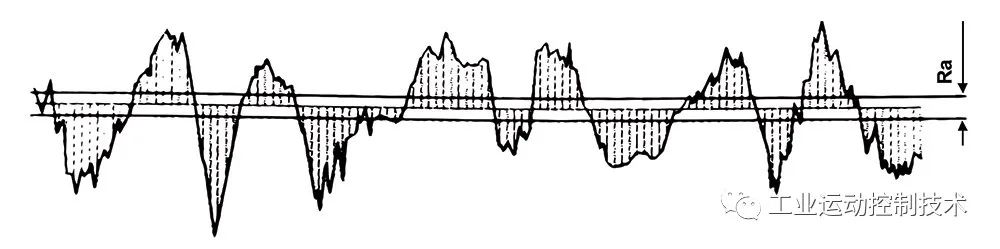
算术平均粗糙度值 RA
粗糙度轮廓的总高度 Rt、平均粗糙度深度 Rz 和最大粗糙度深度 Rz1max
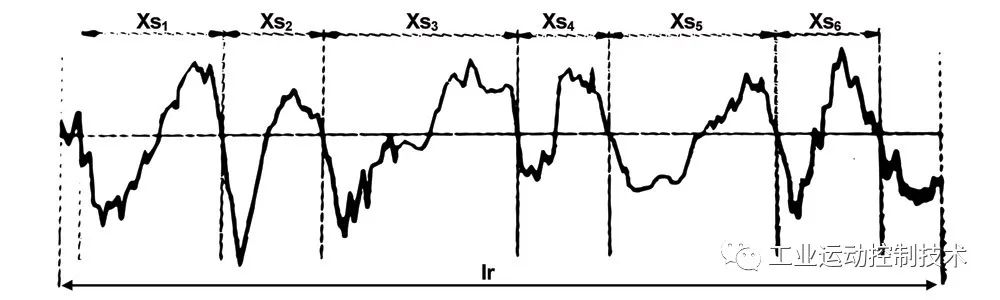
平均槽间距 RSm 是型材元素间距 Xsi 的平均值
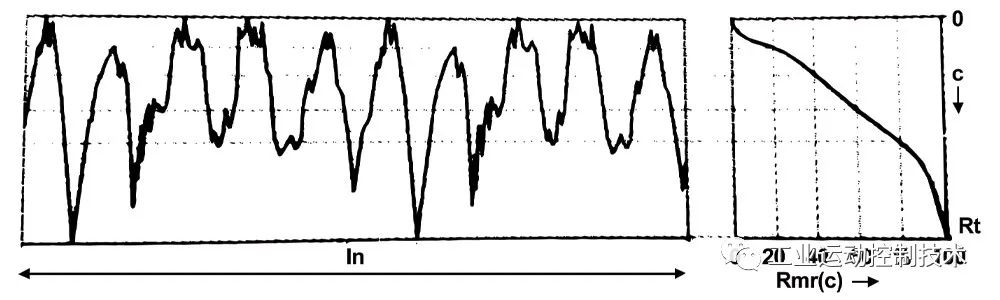
型材的材料成分曲线描绘了型材的材料成分 Rmr(c) 作为截面高度 c(Abbott-Firestone Curve) 的函数
为什么表面处理很重要
由于许多不同的原因,需要定义组件的表面光洁度。最基本的是美学,但表面光洁度也可以控制部分的磨损特性,表面保持润滑的能力两个硬面产生良好的密封和许多其他重要目标都取决于生成的表面光洁度。工程图上的表面光洁度用勾号表示。这个符号表示所需的平整度 
以下是技术图纸的摘录,其中显示了所需表面光洁度的示例
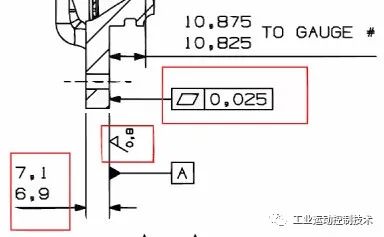
技术图纸上表面光洁度的典型说明:

符号 A 如何指定以 Ra 微米为单位的最大粗糙度值。
符号 B 如何指定最大和最小粗糙度值。
符号 C 如何指定最大粗糙度和精加工工艺。
如何测量表面光洁度
有两种测量表面光洁度的方法。接触式和非接触式测量系统。接触系统使用红宝石球或金刚石触针,考虑到表面上的波峰和波谷,它们以单一的短迹线穿过零件的表面。然后使用复杂的算法和公式将其转换为表面光洁度数字。这是成本较低的方法,简单的手持工具价格合理。使用干涉仪等非接触式系统时,激光会从表面反射,从而提供表面的 三维渲染。这是一种更昂贵的解决方案,但确实考虑了被测量的整个表面,而不仅仅是单个迹线。这种类型的测量系统对于光学表面光洁度测量更为重要。对于大多数工程应用,接触系统是可以接受的。

-
超精密双面抛光机控制系统的研究2009-08-08 0
-
EBSD制样最有效的方法------氩离子截面抛光仪2014-04-17 0
-
【爆料】pcb板独特的表面处理工艺!!!!2017-09-04 0
-
铜箔软连接表面电镀工艺2018-08-07 0
-
PCB表面处理工艺特点及用途2018-09-17 0
-
什么是抛光工艺2018-09-22 0
-
复杂曲面零件超精密抛光2018-11-15 0
-
铜排表面处理工艺有哪些2021-04-08 0
-
《炬丰科技-半导体工艺》GaN 基板的表面处理2021-07-07 0
-
硅晶片抛光加工工艺的实验研究2010-09-16 710
-
思美特中央控制系统设备故障处理方法2010-02-11 664
-
碳化硅晶片的超精密抛光工艺2023-05-31 2725
-
pcb表面处理工艺有哪些 pcb表面处理工艺有哪些2023-08-04 1969
-
CRT3-6轴抛光运动控制系统工件加工编辑方法及步骤2023-10-23 455
全部0条评论

快来发表一下你的评论吧 !
