

TIM热管理材料碳化硅陶瓷基复合材料研究进展及碳化硅半导体材料产业链简介
描述
关键词: TIM热界面材料;高导热;碳化硅;复合材料;综述
摘要:碳化硅陶瓷基复合材料以其高比强度、高比模量、高导热、良好的耐烧蚀性能、高温抗氧化性、抗热震性能等特性,广泛应用于航空航天、摩擦制动、核聚变等领域,成为先进的高温结构及功能材料。本文综述了高导热碳化硅陶瓷基复合材料制备及性能等方面的最新研究进展。研究通过引入高导热相,如金刚石粉、中间相沥青基碳纤维等用以增强热输运能力;优化热解碳与碳化硅基体界面用以降低界面热阻;热处理用以获得结晶度更高、导热性能更好的碳化硅基体;设计预制体结构用以建立连续导热通路等方法,提高碳化硅陶瓷基复合材料的热导率。此外,本文展望了高导热碳化硅陶瓷基复合材料后续研究方向,即综合考虑影响碳化硅陶瓷基复合材料性能要素,优化探索高效、低成本的制备工艺;深入分析高导热碳化硅陶瓷基复合材料导热机理,灵活运用复合材料结构与性能的构效关系,以期制备尺寸稳定、具有优异热物理性能的各向同性高导热碳化硅陶瓷基复合材料。
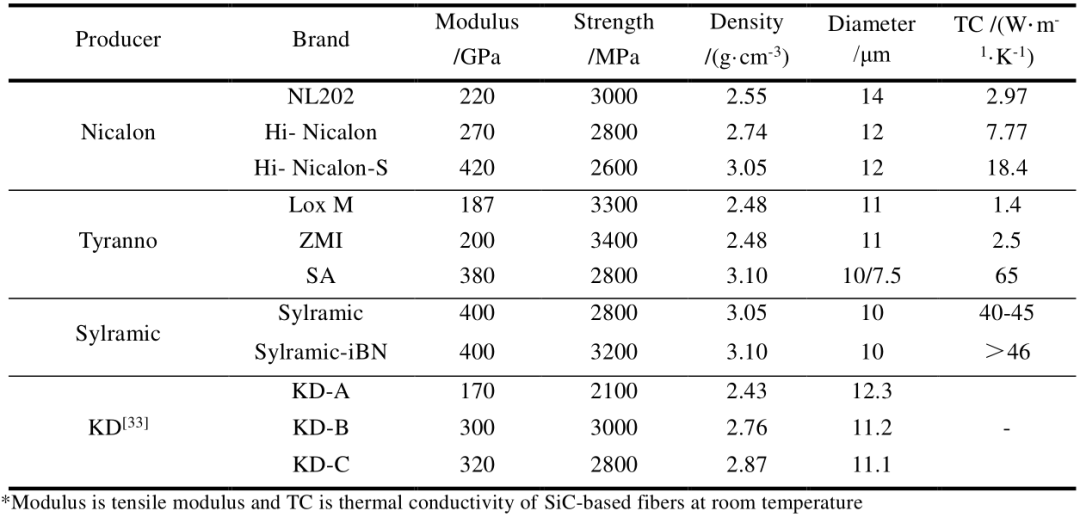
高音速或超高音速飞行器因其超高马赫数和长巡航机时, 其前缘机翼及前锥尖端与高速气流相互作用, 高速粒子剧烈烧蚀,导致飞行器表面温度很高(>1800℃),进而对热防护系统(thermal protection system, TPS)和热结构材料(thermostructural composites, TSM)产生严重烧蚀。在核聚变领域,包层材料需长期处于中子辐照、高温高压、粒子溅射等严苛的服役环境。同样,在民用领域,摩擦制动系统产生的温度很高,要求材料在具有较好的耐摩擦磨损性能的同时具有优异的热物理性质。高热导率(Thermal Conductivity, TC)的材料,可将局部高热负荷转移到低温区域,迅速减少局部结构热损伤,延长材料服役寿命。碳化硅(Silicon Carbide, SiC)是由碳原子和硅原子形成强共价键组成的四面体,具有高硬度、高强度、高导热(490 W/(m·K))以及良好的热稳定性等特点,被广泛应用于热交换部件和电子基板等。但是,碳化硅陶瓷材料质地较脆,对裂纹敏感,难以独立使用。纤维增强碳化硅陶瓷基复合材料是以纤维为增强体,碳化硅为基体的陶瓷基复合材料(Ceramic Matrix Composites, CMCs),除具有碳化硅的优异性能外,还兼具增强纤维轻质高强、耐腐蚀、抗老化等优点,如碳化硅纤维增强碳化硅陶瓷基复合材料(SiCf/SiC)、碳纤维增强碳化硅陶瓷基复合材料(Cf/SiC, C/C-SiC)等。但是增强纤维石墨化程度较低,石墨微晶尺寸较小,热导率较低(碳化硅纤维热导率小于 70 W/(m·K),如表 1 所示;普通碳纤维小于 20 W/(m·K)),难以形成有效的导热通路。因此,常见的碳化硅陶瓷基复合材料导热性能较差。
对于非金属晶体,提高材料导热性能的关键在于增大声子平均自由程(phonon mean free path),减少由晶格振动引起的声子散射,从而提高材料热输运效率。目前,提高碳化硅陶瓷基复合材料导热性能的手段主要有:1)引入高导热相,提高碳化硅陶瓷基复合材料热导率;2)优化复合材料基体与增强体之间的界面,减少界面热阻;3)高温热处理促进碳化硅晶粒长大,获得结晶度更高的导热相;4)设计导热通路构筑有效的热输运网络;使制备的碳化硅陶瓷基复合材料具备优异的热物理性能,成为潜在的新一代结构-功能一体化先进复合材料。本文总结了热管理(Thermal Management, TM)用高导热碳化硅陶瓷基复合材料的制备工艺及其热物理性能相关研究工作,结合目前研究现状,展望了后续高性能碳化硅陶瓷基复合材料的发展方向。
01引入高导热相提高热导率对于碳化硅陶瓷基复合材料,微米尺寸的碳化硅热导率大于纳米尺寸的,可添加少量高导热材料补偿由于尺寸效应而导致热输运性质的损失,如金刚石粉(diamond powder, 热导率大于1500 W/(m·K))、中间相沥青基碳纤维(Mesophase Pitch-based Carbon Fiber, MPCF, 热导率约 500~1000 W/(m·K))等。目前,对于高导热材料的划分尚未形成统一认识,郭全贵等认为,隔热材料的热导率<1W/(m·K);1~50 W/(m·K)的材料导热性能较差;50~200 W/(m·K)材料导热性能较好,高导热材料热导率约 200~400 W/(m·K),超高导热材料的热导率>400 W/(m·K);但 Subhash 等认为热导率>100W/(m·K)的材料为高导热材料。1.1 高导热金刚石-碳化硅陶瓷基复合材料金刚石(diamond)作为一种碳同素异形体,碳-碳以强共价键结合,非谐振动效应较弱,声子散射的概率较低,德拜温度较高(约 2000℃),在同样温度下,具有超高的热导率(2000~2200 W/(m·K)。Zhu 等研究了金刚石含量对于复合材料热导率的影响,利用原位反应放电等离子烧结技术(insitu reactive spark plasma sintering, SPS)制备了硅-金刚石-碳化硅复合材料(Si-diamond-SiC),如图 1 所示。结果表明,当金刚石体积分数为 60%时,复合材料热导率最高为 392 W/(m·K),其他复合材料的热导率在 185~320 W/(m·K)之间。
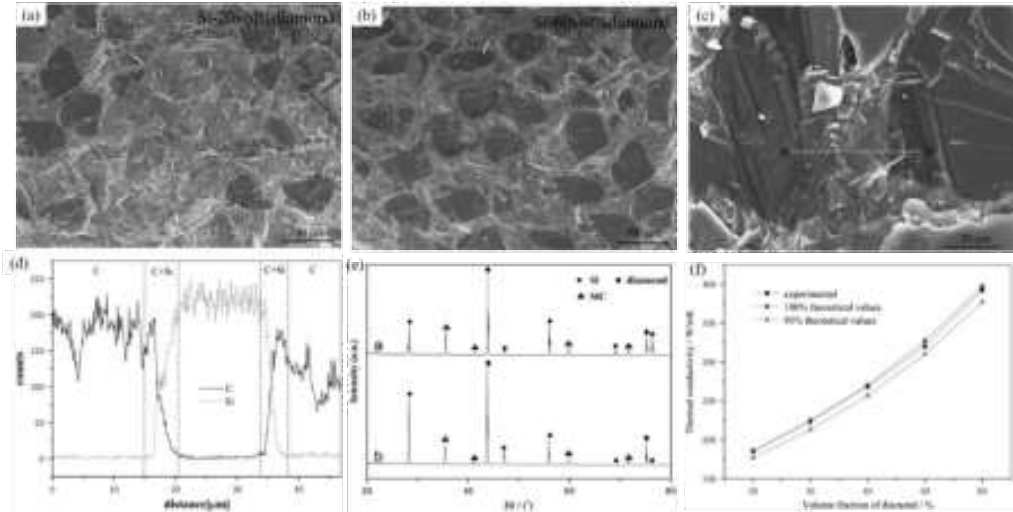
图1 不同金刚石的硅-金刚石-碳化硅复合材料显微组织及热导率借助反应熔渗(Reactive Metal Infiltration, RMI)工艺,Zhang 等制备了金刚石体积分数为 12%(RBSD1)、17% (RBSD2)、27% (RBSD3)、表1 碳化硅陶瓷纤维性能及产品
39%(RBSD4)的致密金刚石-碳化硅陶瓷基复合材料,如图 2 所示。复合材料热导率与金刚石体积分数密切相关,当金刚石体积分数从 12%增加到 39%时,复合材料室温热导率从 249 W/(m·K)提高到 329 W/(m·K)。Thommy 等采用液相渗硅(liquid silicon infiltration, LSI) 或者硅合金工艺制备了高体积分数硅-金刚石-碳化硅复合材料(金刚石体积分数55%~79%,碳化硅体积分数 3%~36%,硅或者硅合金体积分数 4%~23%),热导率在 336~432 W/(m·K)范围。
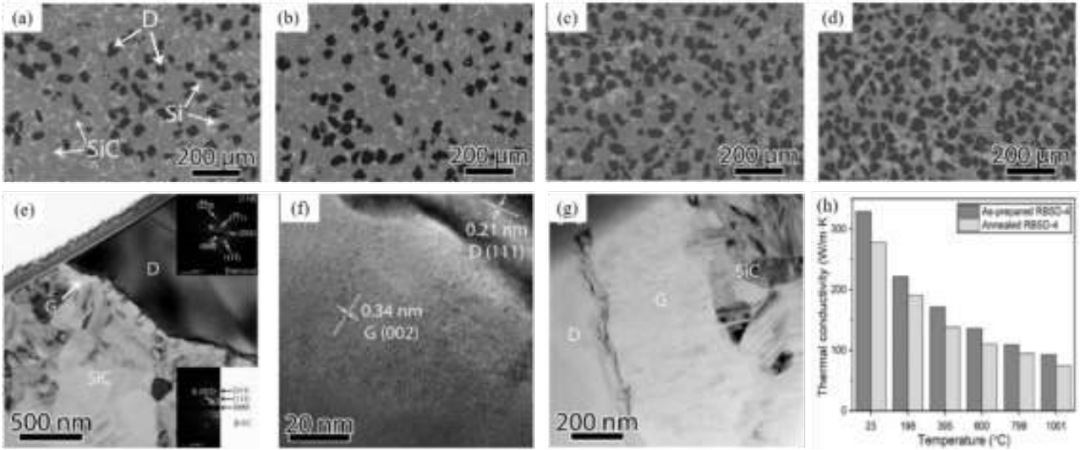
图 2 不同体积分数的金刚石-碳化硅复合材料显微组织及热导率
Yang 等利用 1600℃ 气相渗硅工艺(vapor silicon infiltration, VSI) 制备了金刚石-碳化硅复合材料,当金刚石体积分数为 46%时,复合材料热导率最高为 562 W/(m·K);Zheng 等经 1650℃气相渗硅,制备了热导率为 518 W/(m·K)的金刚石-碳化硅复合材料,其热导率随着金刚石、碳化硅体积分数的增加而增大,较大尺寸且表面粗糙的金刚石颗粒有利于硅蒸汽的附着沉积进而形成碳化硅;Yang 等研究了金刚石-碳化硅复合材料的反应熔渗机制,认为熔融硅的爆炸蒸发,固体体积膨胀以及反应过程中的热量释放是导致复合材料致密的关键因素,制备的金刚石-碳化硅复合材料密度为3.33 g/cm3,热导率为 580 W/(m·K)。Matthey 等分别利用酚醛树脂(phenol formaldehyde resin, PF)和纤维素(cellulose)作为粘合剂,与不同粒径的金刚石以及碳化硅粉混合后压制成坯,最后经无压渗硅(pressureless silicon infiltration)制备出热导率为 500 W/(m·K)的高导热金刚石-碳化硅散热件。金刚石-碳化硅陶瓷基复合材料可通过粉体的烧结工艺,如放电等离子烧结,或熔渗工艺,如反应熔渗和气相渗硅等方法制备。然而,致密的金刚石-碳化硅复合材料的制备工艺相当复杂,通常会因烧结过程中硅与金刚石或者碳与硅的反应引起较大的尺寸变化,且复合材料中含有较多未反应的游离硅。其中,无压渗硅工艺可制备致密度较高、热物理性能优异的金刚石-碳化硅陶瓷基复合材料,其游离硅的体积分数约为 4%~5%,可作为大型易损件的高效制备工艺。
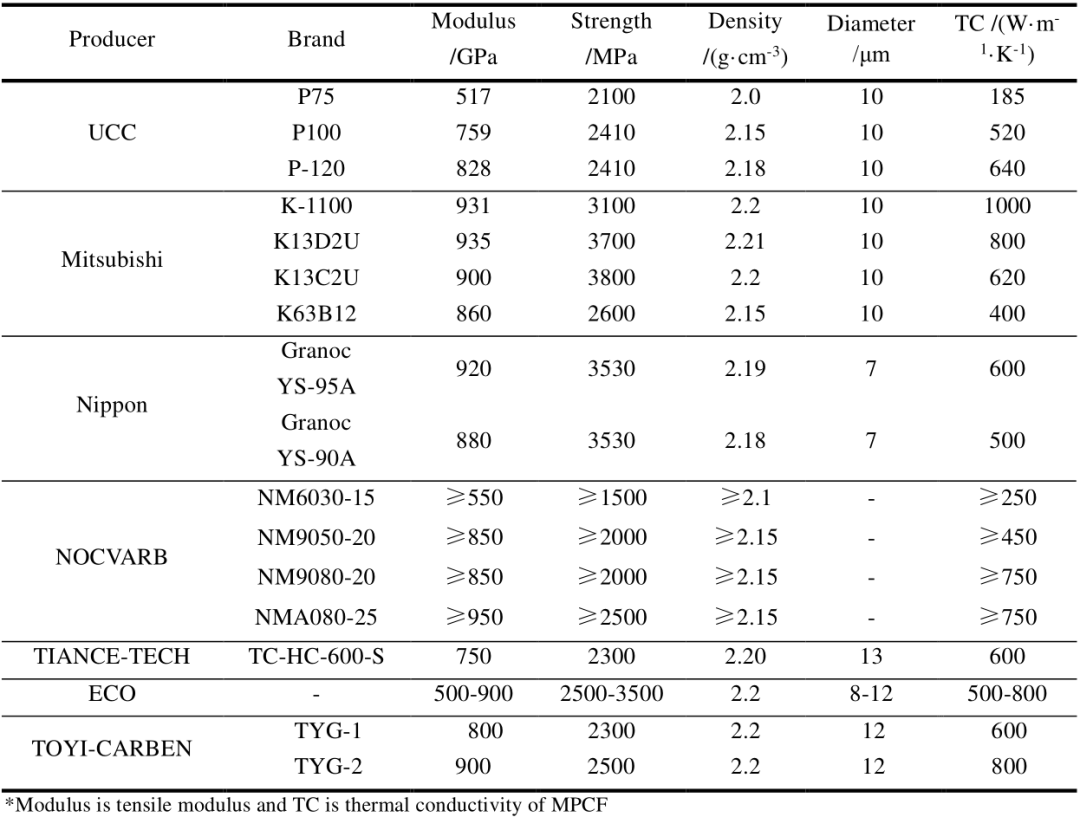
1.2 高导热中间相沥青基碳纤维增强碳化硅陶瓷基复合材料近年来,国产高导热石墨纤维制备技术日臻成熟,性能逐渐完善,赋予高导热碳化硅陶瓷基复合材料更优的热物理性能以及更广阔的应用前景。作为一种热塑性材料,沥青是一种结构和化学组成非常复杂的物质,通常由带有烷基侧链的稠环芳烃和杂环化合物混合而成。原料沥青,如石油沥青、煤沥青和萘系沥青等,经调制改性处理可得到各向同性沥青或各向异性沥青,再经熔融纺丝、均质预氧化、碳化、高温石墨化后得到沥青基碳纤维。按照原料,沥青基碳纤维可分为各向同性沥青基碳纤维和中间相沥青基碳纤维(高性能沥青基碳纤维)。其中,中间相沥青基碳纤维(Mesophase Pitchbased Carbon Fiber, MPCF) 中含有大量向列型液晶相的芳烃平面大分子,在纺丝时受剪切作用力或炭化过程中热作用下生成的碳质微晶,可沿纤维轴向取向生长,使中间相沥青基碳纤维较聚丙烯腈基碳纤维(Polyacrylonitrile based carbon fiber)具有良好的热物理性质,如表 2 所示。表 2 沥青基碳纤维性能及产品
纺丝过程中的纤维预氧化制度以及喷丝板结构造成中间相沥青基碳纤维横截面不同。Edie 等认为中间相沥青基碳纤维横截面主要有辐射状、洋葱皮状、乱层状、叠层状、放射褶皱结构、线型结构以及混合结构。其中,辐射状结构具有良好的导热性能,但皮部收缩程度比芯部剧烈,容易产生裂纹,力学性能降低;洋葱皮状以及乱层状结构在热处理过程中收缩较均匀,缺陷较少,具有较高的拉伸强度;放射褶皱状结构在具有较好力学性能的同时还兼具优良的导热性能;而对于线型结构,沥青熔体在更为充分的剪切力作用下,具有更好的取向,可避免热处理过程中的热应力集中和开裂现象,使得纤维拉伸强度提高。因此,可根据实际需要,调控中间相沥青基碳纤维的横截面结构。如图 3所示,Huang 等利用自研热导率 800 W/(m·K)的中间相沥青基碳纤维(TYC-1, Toyi-Carbon)与高模量聚丙烯腈基碳纤维(M40J)编制成三维连续预制体,经化学气相渗透(Chemical vapor Infiltration, CVI)和高温石墨化处理,再经聚合物浸渍裂解工艺(Polymer Impregnation Pyrolysis, PIP) 制备得到热导率为 221.1 W/(m·K)的三维高导热碳化硅陶瓷基复合材料(3D-C/C-SiC),得益于其优异的高导热特性,3D-C/C-SiC 表现出较小的温度梯度以及优良的耐烧蚀性能(线烧蚀率 0.11 μm/s,质量烧蚀率0.56 mg/(cm2·s))。
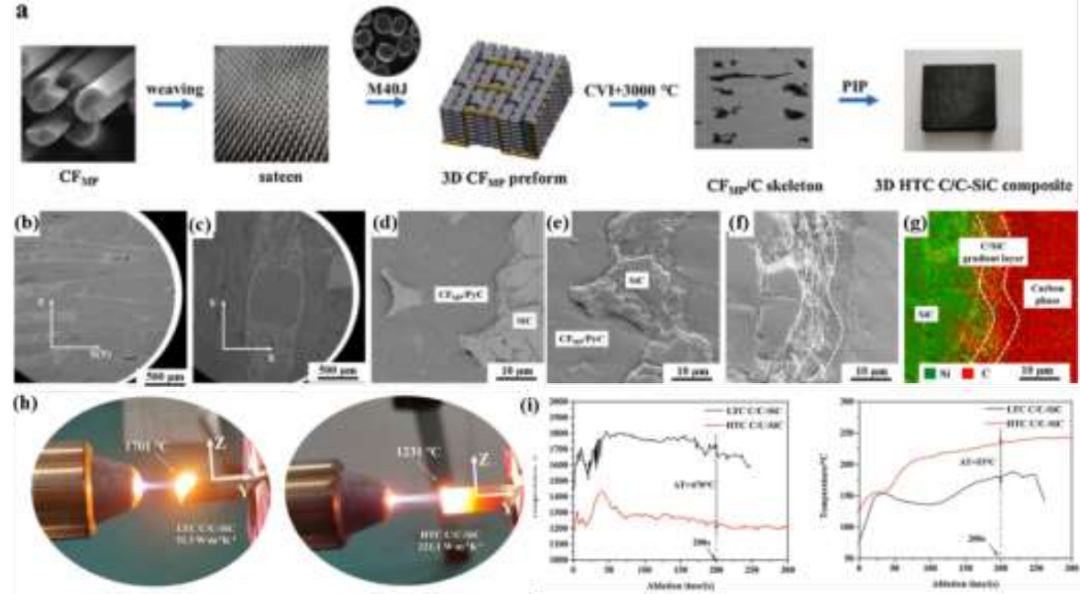
图3 3D HTC C/C-SiC 制备工艺及微观组织Fang 等研究了氧乙炔焰考核高导热碳化硅陶瓷基复合材料的烧蚀机制。如图 4 所示,升华是中心区域的主要消融行为,氧化是中心区域的主要烧蚀行为;硅的氧化以及氧化硅气体的沉积是外部区域形成二氧化硅颗粒的主要原因,如图 4(c)所示;图 4(a)中的中心区域烧蚀后,由于增强纤维(M30,Japan) 的高导热性和相邻端升华速度的差异,纤维形成了针状微结构。因此,高导热碳化硅陶瓷基复合材料氧乙炔焰烧蚀机理是热物理作用和热化学冲蚀的综合作用。

图4 烧蚀后的碳纤维增强碳化硅陶瓷基复合材料表面形貌Cao 等利用 600 W/(m·K)的中间相沥青基碳纤维(TC-HC-500),酚醛树脂为碳源,经化学气相沉积和反应熔渗工艺(如图 5 所示),制备得到面内热导 率 为 112.42 W/(m·K) ,厚度热导率为 38.89 W/(m·K)的高导热碳化硅陶瓷基复合材料。此外,为探究反应熔渗温度对高导热碳化硅陶瓷基复合材料导热性质的影响,通过控制反应熔渗过程中的气-液反应机制控制碳化硅晶须的生长,使 1600℃反应熔渗制备的碳化硅陶瓷基复合材料面内热导率和厚度导热率进一步提高到 203.00和39.59 W/(m·K)。
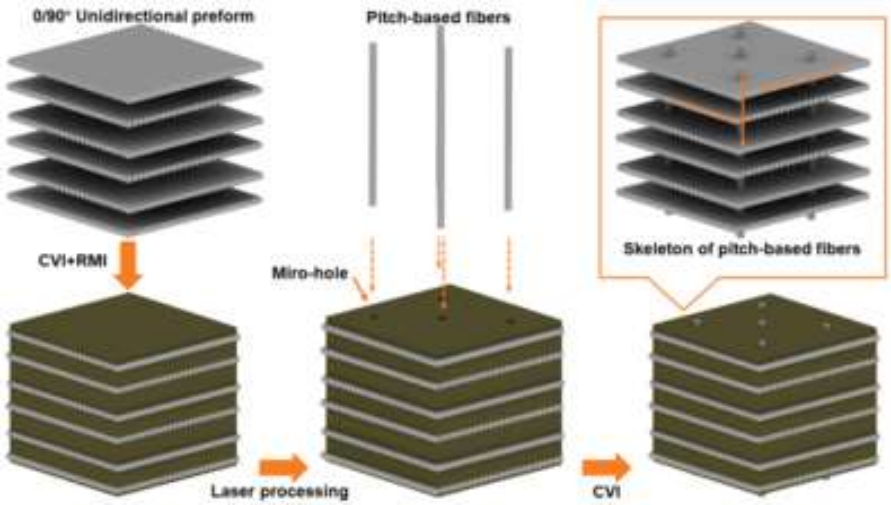
图5 C/C-SiC 复合材料制备工艺流程图Guo 等以短切中间相沥青基碳纤维为增强体,硼化锆、碳化硅、硼化铪等陶瓷粉末为基体,利用热压工艺,分别制备了热导率为 104.7 和 93.8W/(m·K) )的硼化锆-碳化硅陶瓷基复合材料和硼化铪-碳化硅陶瓷基复合材料,复合材料热导率随着纤维体积分数的增加而降低。作为一种新型碳材料,中间相沥青基碳纤维以其优良的热物理性能而得到广泛应用,但其模量较高,石墨化后质地较脆,厚度方向需借助辅助工艺进行穿刺编排,无法形成三维连续预制体。中间相沥青基碳纤维增强碳化硅陶瓷基复合材料特殊的几何结构特点,使其性能各向异性。
02界面优化降低界面热阻固体和界面热传输的多尺度模拟表明,声子输运主导的传热是多尺度的,声子将与不同特征尺寸的结构相互作用而发生声子散射,削弱材料的热输运能力,如点缺陷、位错、层错、孪晶边界、孔隙以及各种微结构等。Li 等采用化学气相沉积 (Chemical Vapor Deposition, CVD)工艺在热解碳(Pyrolytic Carbon,PyC)表面沉积碳纳米管(Carbon Nanotubes, CNTs)用于改善热解碳基体与碳化硅之间的界面,结果表明,800℃沉积 20 min,使用体积分数为 15%的乙烯气体沉积的碳纳米管增强碳化硅陶瓷基复合材料的性能最好(抗弯强度 466 MPa,热导率 17.2 W/(m·K))。Cui 等通过化学气相渗透工艺在热解碳表面原位生长碳化硅纳米线(Silicon Carbide Nanowires,SiCNWS)用于改善聚合物浸渍裂解(Polymer Impregnation Pyrolysis, PIP)制备的三维碳化硅纤维增强碳化硅陶瓷基复合材料的力学特性和热导率,结果表明沉积碳化硅纳米线的复合材料抗弯强度和热导率(最高 4.46 W/(m·K))分别提高了 46%和 43%。Li 等研究了酚醛树脂含量对化学气相渗透(Chemical Vapor Infiltration, CVI)和反应熔渗制备碳纤维增强金刚石-碳化硅复合材料的微观结构和导热性能的影响,结果表明, 酚醛树脂含量显著影响反应熔体渗透前复合材料孔隙结构以及反应熔渗后基体的相组成和密度,酚醛树脂含量较高时,无定形碳(amorphous Carbon, a-C)的含量增加,金刚石与无定形碳的非晶态界面区域增加,界面结合较差,导致复合材料的界面热阻增加,从而降低复合材料热导率。如图 6所示,Feng 等通过电泳沉积(Electrophoretic Deposition)技术将碳纳米管(CNTs)沉积到碳化硅纤维表面形成碳纳米管-热解碳(CNTs-PyC)界面,改善了原始热解碳(PyC)界面的均匀性和结构,导致界面处部分短石墨烯条纹定向取向,而长石墨烯条纹高度弯曲(如图 6(f)所示),使碳化硅纤维增强碳化硅陶瓷基复合材料抗弯强度从430 MPa 提高到 505 MPa,热导率从 8.2 W/(m·K) 提高到 17.7 W/(m·K)。
能
03高温热处理影响热导率改善碳化硅陶瓷基复合材料的密度和晶粒尺寸可以进一步提高复合材料的性能。具有较高密度的碳化硅陶瓷基复合材料往往具有较高的热导率,而细化碳化硅晶粒将降低其热导率。一方面,可通过热处理促进碳化硅晶粒长大,获得更高结晶度的碳化硅,进而提高复合材料的热导率;另一方面,随着热处理的进行,碳化硅基体与热解碳的非晶态界面区域增加,进而降低复合材料的热导率。Cao 等探究了热处理温度对中间相沥青基碳纤维增强碳化硅陶瓷基复合材料热导率的影响,对制备得到的复合材料进行热处理(1650℃-2 h),如图 7 所示,复合材料面内热导率从 112.42 提高到142.49 W/(m·K), 厚度热导率从 38.89 提高到 43.49W/(m·K)。
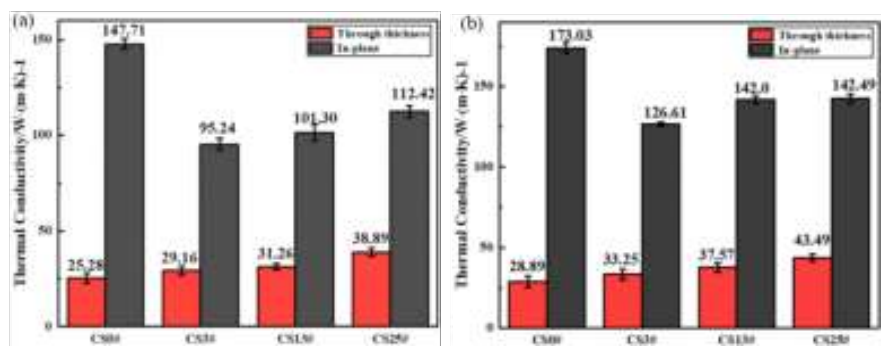
图 7 Cpf/SiC 复合材料热处理前后的热导率Zhang 等对反应熔渗制备的高体积分数的金刚石-碳化硅陶瓷基复合材料(金刚石体积分数为39%)进行 1600℃-1.5 h 的高温热处理,热导率较未处理前降低了 15 W/(m·K),这是由于高温热处理后,金刚石-碳化硅界面厚度有所增加(如图 2(g)所示),界面热阻增大,从而降低复合材料的热导率。Zhang 等研究了金刚石颗粒增强碳化硅复合材料界面结构及其形成机理。如图 8 所示,在界面区域的金刚石颗粒周围有一层薄薄的石墨层,可能是在反应熔渗(Reactive Metal Infiltration, RMI)制备碳化硅陶瓷基复合材料的过程中,由金刚石石墨化以及无定形碳的转化形成的。研究表明,碳的溶解和饱和过程是复合材料界面附近伴有大量层错纳米碳化硅晶体形成的主要机制,揭示了随着热处理温度的升高导致界面热阻增加,复合材料热导率下降的原因。
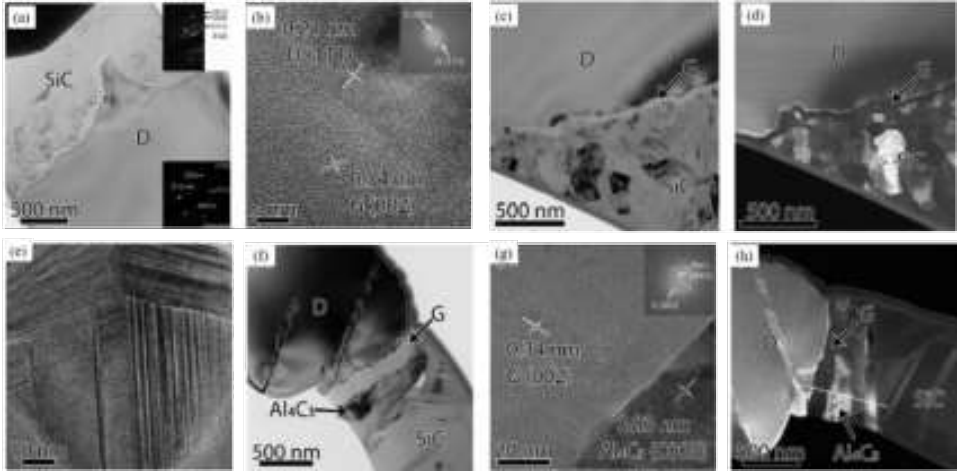
图 8 diamond/SiC 复合材料界面区域表征如图 9 所示,Feng 等研究了热处理温度对化学气相渗透制备的二维碳化硅纤维增强碳化硅陶瓷基复合材料导热性能的影响。1900℃热处理的碳化硅陶瓷基复合材料的热导率是未经热处理的 14 倍,最高达 138.4 W/(m·K),显示热处理促进了碳化硅晶体长大,改善了碳化硅纤维的结晶度以及纤维与基体之间的界面结合,从而提高了碳化硅陶瓷基复合材料的热导率。
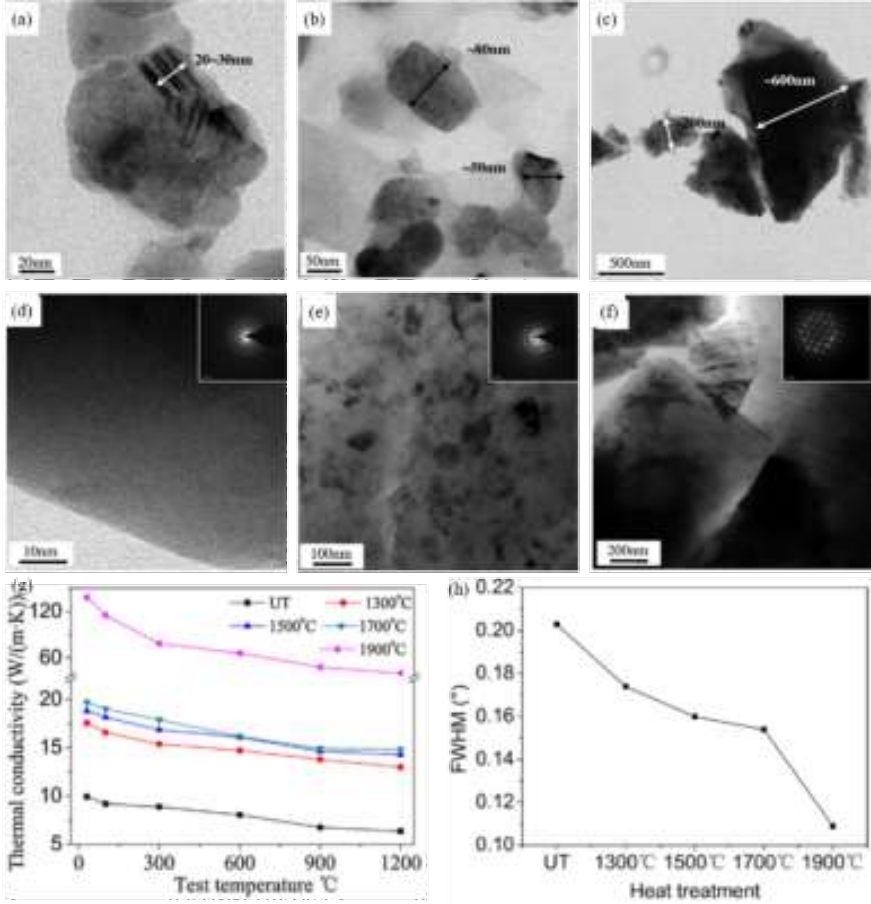
图9 不同热处理温度的 SiCf/SiC 复合材料微观组织及热导率高温热处理可促进碳化硅晶体发育,提高结晶度,减少晶体缺陷带来的声子散射,从而提高复合材料的热导率。同时,随着热处理温度的升高,复合材料界面区域增大,尤其是碳化硅与含无定形碳的界面区域发生石墨化转变,将增大界面热阻,降低复合材料热导率。
04结构设计提高热导率由于纤维预制体的结构特点,纤维增强碳化硅陶瓷基复合材料沿厚度方向,碳纤维与基体之间结合较弱,热输运能力较面内方向弱,面内热导率约是沿厚度热导率的 10~100 倍,热导率各向异性。研究者围绕高导热填料的均匀分散以及如何构建连续有效的导热通路,进行了诸多探索。Zhang 等首先采用化学气相渗透工艺制备出二维碳纤维增强碳化硅陶瓷基复合材料,厚度方向经连续微波激光(Continuous Wave Laser)打孔后,注射多层石墨烯溶液用以构筑厚度方向连续导热通道,最后经化学气相渗透工艺增密(如图 10所示),使碳纤维增强碳化硅陶瓷基复合材料的热导率提高了204%,为设计、制备连续纤维增强高导热碳化硅陶瓷基复合材料提供了一种新的有效方法。

图10 含石墨烯-碳纤维增强碳化硅陶瓷基复合材料导热通路设计Zhang 等利用热导率为 500 W/(m·K)的中间相沥青基碳纤维织物,正交铺排堆垛后构建二维连续预制体,然后经化学气相渗透沉积热解碳基体和碳化硅,厚度方向辅之激光打孔以垂直排列高导热纤维束,最后利用化学气相渗透工艺制备高导热碳化硅陶瓷基复合材料,如图 11 所示。制备的碳化硅陶瓷基复合材料面内热导率为 150.2 W/(m·K),厚度热导率达到 46.7 W/(m·K),主要得益于高导热中间相沥青基碳纤维连续预制体的结构设计,使得面内方向形成连续导热通路,厚度方向高导热纤维束垂直排列,形成有效的热输运网络。
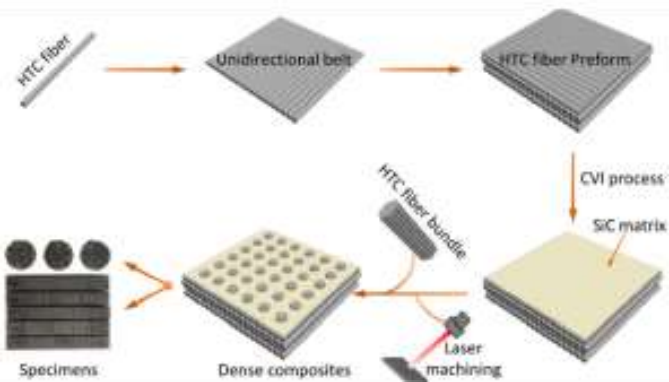
图11 含微管道的三维高导热碳纤维增强碳化硅陶瓷基复合材料结构设计Chen 等通过在碳纤维表面分层生长垂直排列的碳纳米管(CNTs),如图 12 所示,堆垛以形成三维预制体结构,然后经聚合物浸渍裂解工艺制备得到碳化硅陶瓷基复合材料,其厚度热导率从 7.94W/(m·K)提高到 16.80 W/(m·K)。
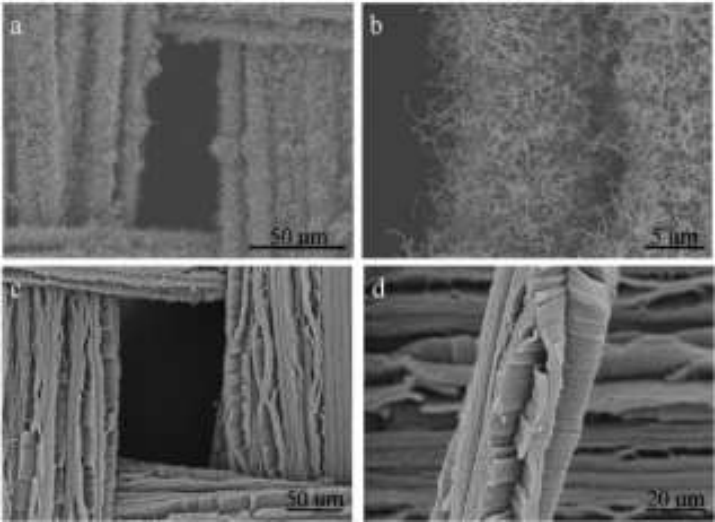
图12 碳纳米管-碳纤维微观组织Pan 等首先采用化学气相渗透工艺制备二维碳纤维增强碳化硅复合材料,厚度方向通过激光打孔定向引入高导热碳纳米管以构建三维连续导热通路,如图 13 所示,最后经化学气相渗透增密后得到三维高导热碳化硅陶瓷基复合材料。改进后的复合材料的厚度热导率达到 150.42 W/(m·K),约为改进前的 25 倍。
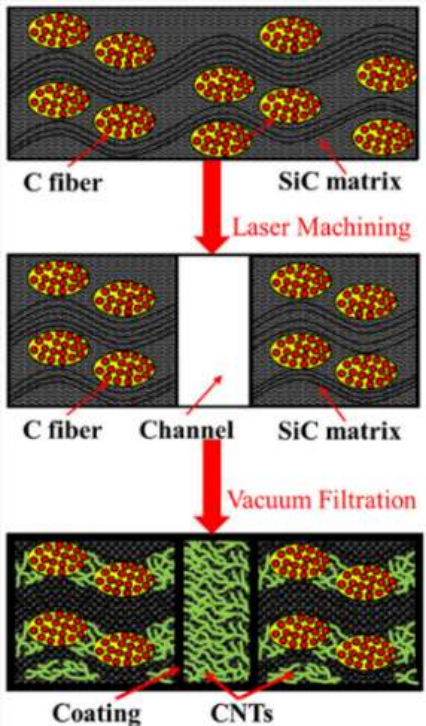
图 13 定向碳纳米管-碳纤维增强碳化硅陶瓷基复合材料结构设计Zhang 等为了提高化学气相渗透工艺制备碳纤维增强碳化硅陶瓷基复合材料的厚度热导率,利用激光加工微孔技术,使中间相沥青基碳纤维束沿厚度方向均匀排列以构建连续的导热通路。结果表明,经结构设计的复合材料热导率约为初始结构的340%。Huang 等利用高导热中间相沥青基碳纤维(TYC-1, Toyi Carbon, 800 W/(m·K))面内方向沿 0°和90°正交编制,利用高模量聚丙烯腈基碳纤维(Toray,M40J)沿厚度方向针刺,搭建三维连续导热通路,如图 3 所示,制备得到的碳化硅陶瓷基复合材料面内热导率达 221.1 W/(m·K),但厚度方向纤维难以形成有效的导热网络,使复合材料的厚度热导率小于 20W/(m·K)。Cao 等将热导率为 600 W/(m·K)的中间相沥青基碳纤维沿 0°和 90°正交铺排后,厚度方向采用激光钻孔以垂直排布高导热纤维束,如图 5 所示,制备得到面内热导率为 142.49 W/(m·K),厚度热导率为 43.49 W/(m·K)的高导热碳化硅陶瓷基复合材料。Snead 等利用两种高导热沥青基碳纤维(P55,热导率约为 120 W/(m·K); K-1100, 热导率约为 1000W/(m·K))设计出一种三维混杂纤维预制体(3D-hybrid fiber preforms),而后经化学气相沉积碳化硅基体增密,得到热导率为 214 W/(m·K)的高导热混杂纤维增强碳化硅陶瓷基复合材料(hybrid 3D-C/C-SiC),为纤维预制体结构设计提高陶瓷基复合材料热导率提供了一种新思路。综上所述,借助巧妙的辅助工艺,可有效改善连续纤维增强复合材料厚度方向的热输运能力,明显减少因纤维预制体几何结构特点造成的高导热碳化硅陶瓷基复合材料应用瓶颈。值得注意的是,连续纤维增强碳化硅陶瓷基复合材料的厚度热导率较面内热导率仍然存在着数量级的差异。这可能是在结构设计过程中,厚度方向的增强体纤维与基体之间的界面结合较差难以形成贯穿的导热通路,孔隙等结构缺陷引起的界面热阻较高等原因造成的。
05总结与展望高效传热和高温耐热相结合是高导热碳化硅陶瓷基复合材料在热管理领域应用的关键。本文综述了高导热碳化硅陶瓷基复合材料的最新研究成果,详细分析了高导热碳化硅陶瓷基复合材料制备工艺及导热作用机理。围绕目前的研究内容,后续可持续关注以下几个方面:1)适当引入高导热相以期制备各向同性碳化硅陶瓷基复合材料。综合考虑增强体形态、尺寸、含量、分布等对碳化硅陶瓷基复合材料性能的影响,探索制备高致密、低孔隙、各向同性高导热碳化硅陶瓷基复合材料是实现高效传热的基础。2)合理调控碳化硅基体与增强体界面。非晶态界面区域、均匀性以及结构影响声子热输运能力。设计、优化碳化硅基体与增强体界面相容性是降低边界声子散射效应,提高碳化硅陶瓷基复合材料热导率的途径。3)深入分析碳化硅陶瓷基复合材料高温热处理机理。一方面,高温热处理可促进碳化硅晶体发育,提高热导率;另一方面,碳化硅陶瓷基复合材料非晶体界面区域的石墨化转变,碳的饱和及溶解过程是工艺优化、组织调控、制备高导热碳化硅陶瓷基复合材料的核心。4)结构设计构筑三维贯穿有效导热通路。增强纤维沿厚度方向与基体结合较弱,导致纤维增强复合材料热物理性能各向异性。因此,探索高导热碳化硅陶瓷基复合材料构效关系,构筑三维贯穿导热通路是设计、制备、加工结构-功能一体化先进陶瓷基复合材料的关键。
来源 | 无机材料学报作者 | 陈强,白书欣,叶益聪单位 | 国防科技大学 空天科学学院,材料科学与工程系原位 | DOI:10.15541/jim20220640
碳化硅半导体材料产业链の紹介




-
碳化硅压敏电阻 - 氧化锌 MOV2024-03-08 0
-
新型电子封装热管理材料铝碳化硅2016-10-19 0
-
碳化硅的历史与应用介绍2019-07-02 0
-
碳化硅深层的特性2019-07-04 0
-
碳化硅二极管选型表2019-10-24 0
-
碳化硅半导体器件有哪些?2020-06-28 0
-
碳化硅基板——三代半导体的领军者2021-01-12 0
-
碳化硅陶瓷线路板,半导体功率器件的好帮手2021-03-25 0
-
碳化硅的应用2021-08-19 0
-
传统的硅组件、碳化硅(Sic)和氮化镓(GaN)2021-09-23 0
-
被称为第三代半导体材料的碳化硅有着哪些特点2023-02-20 0
-
归纳碳化硅功率器件封装的关键技术2023-02-22 0
-
碳化硅肖特基二极管的基本特征分析2023-02-28 0
-
碳化硅肖特基二极管技术演进解析2023-02-28 0
-
碳化硅材料技术对器件可靠性有哪些影响2021-08-16 5330
全部0条评论

快来发表一下你的评论吧 !
