

修旧利废:修复减速机壳体裂纹、破损,不要再焊接了
描述
设备在生产运行当中,因装卸、温度、材质等各种因素的影响,零件产生裂纹是常见现象。常规的修复方法是采用焊接,焊接常常会使零件产生热变形及热应力,特别是薄壁件。有的零件材质是铸铁、铝及合金一类的难焊材料,一些易于发生爆炸的危险场合,更不易采用焊接的修复方法。而采用高分子复合材料进行现场修复,其优越的产品性能,简便的操作工艺,不但可以使损坏的部件得以修复,且十分完全,方便可靠。
一、设备问题分析
减速机壳体整体为铸铁材质,采用传统的焊接方式,恢复效果不佳,而且焊接难度较大,无法有效避免设备运转过程的再次渗漏,外观的美观程度较低。使用市面上常见的胶粘剂进行覆盖粘接,由于其材料本身的性能决定,保证不了足够的强度及粘接力。无法达到企业的预期。
解决此类问题首先要保证缺损区域修补元件本身的强度其致密性,修复完成后,设备运转过程中修补元件本身不会破损或者再次渗漏;其次必须保证修补元件与壳体之间连接达到足够的牢固程度,修复后运转过程中不会整体脱落或者接缝处渗漏;另外修复完成后尽可能恢复其原始外观,达到一定的美观程度。
二、设备壳体裂纹破损的修复方法
对于设备壳体由于外力造成破损的设备问题,具体情况具体分析,针对不同的损伤情况制定最有效的解决方案。在避免对设备进行大量拆卸的基础上,个别问题可以直接使用高分子复合材料进行粘接恢复,大多数此类问题通常采用高分子复合材料配合传统工艺,使用碳纤维加强带进行修复。福世蓝高分子复合材料具备优越的粘着力、耐油性及良好的拉伸延展性,可以克服减速机振动造成的影响,这些是普通胶粘接无法具备的。配合碳纤维加强带进行修复后,修复元件整体具备足够的强度及密实度,可较大程度的恢复设备最初状态。而且碳纤维抗拉强度超过3400MP,是钢的5倍;弹性模量和热膨胀系数与钢接近。能够很好地为企业解决了传统工艺难以解决的问题。
设备壳体裂纹破损的修复步骤:
1、表面处理:用磨光机沿裂纹打磨出“V”型槽,确定裂纹的两端并打止裂孔。同时将裂纹的周边打磨出金属原色,用无水乙醇清洗干净。
2、调和材料:将福世蓝2211F金属修复材料严格按照比例调和,并搅拌均匀,直到没有色差。
3、涂抹材料:将2211F金属修复材均匀的涂抹到“V”型槽内及其周围,第一层要薄,要确保材料与金属的粘接及完全覆盖,再将“V”型槽用材料填实,贴上一层加强带,注意压紧,以便赶出里面的气泡,最后将材料涂抹到整个修复表面,并将加强带完全覆盖。
4、固化:常温固化12小时。
5、修整:修除多余材料并达到表面要求。
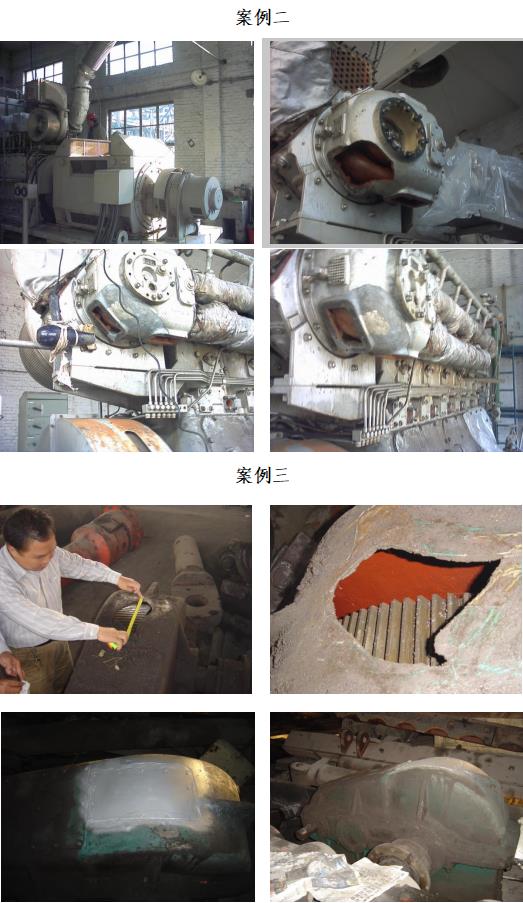
三、壳体裂纹破损的修复案例
-
行星减速机入门2018-10-18 0
-
齿轮减速机是什么2021-07-12 0
-
减速机轴承室磨损如何修复2021-04-02 828
-
压缩机壳体出现裂纹如何修复2021-05-08 2089
-
减速机轴承室磨损的修复方法2021-05-12 650
-
原料气压缩机壳体裂纹的修复方案2021-07-28 598
-
减速机轴孔磨损修复方法有哪些?2022-03-25 560
-
减速机轴承室磨损的维修2023-04-13 316
-
减速机轴承座磨损问题怎么处理2023-05-05 289
-
减速机轴承室磨损怎么修复2023-06-05 271
-
【工业防腐】减速机壳体严重腐蚀,如何做防腐保护?2023-04-20 491
-
如何修复重齿减速机轴承室磨损2024-01-26 174
-
如何修复减速机轴承室磨损2024-02-04 168
-
轧机减速机轴承磨损修复2024-02-19 147
-
减速机轴承室磨损的修复2024-03-04 145
全部0条评论

快来发表一下你的评论吧 !
