

激光切割工艺在SMT钢网的应用
描述
在SMT的工艺流程中,其中一个重要的步骤是将锡膏准确无误地印刷在PCB焊盘上,并且具有准确的开口位置和开口尺寸、精确的开口锥度大小、侧壁光滑,无毛刺、材料厚度均匀,无应力、模板张力分布均匀等要求。
随着SMT朝着细间距元件的方向发展,SMD封装引脚的间距越来越小,封装尺寸缩小的趋势对焊膏印刷形成了严峻挑战。这就对SMT印刷模板的精密性有了更高的质量要求。下文我们将从多个方面分析和探讨影响SMT模板的切割质量的因素,促进和提升激光模板的质量,使得这种工艺技术得到充分的应用,从而使SMT的品质、生产效率得到更多的提升。
1 SMT工艺流程简述
SMT即表面组装技术(表面贴装技术),是相对于传统的THT通孔插装技术而发展起来的一种新的组装技术。由于组装工艺类型的不同,具体的SMT工艺流程也有所不同,目前,SMT工艺流程通常按如下几个步骤进行:
生产准备→模板制作→丝网印刷锡膏/点胶→贴装→回流焊→检验测试→返修/包装
其中丝网印刷是使用模板(钢网)将焊料印刷到承印物上的工艺过程,在SMT工艺中它是将锡膏通过SMT模板印刷到电路板的连接焊盘上,是SMT装配的首要和必须的工序。
2 模板的作用
在丝网印刷锡膏/点胶之前,涂覆锡膏需要用的一种平板式模具,即SMT或SMD焊膏漏印模版。 SMT激光模板技术,是SMT制造流程过程中关键的第一步,这项技术的应用,产生精确的丝网漏印焊膏模板,使焊膏漏印得以准确实现。
3 激光切割工艺的原理
激光加工技术采用激光束照射到钢板表面时释放的能量来使不锈钢熔化并蒸发。SMT激光切割模板机一般由激光头,移动定位系统和软件三部分组成。采用原始电子资料,通过计算机直接驱动设备,通过透镜和反射镜将激光束聚集在很小的区域。能量的高度集中能够进行迅速局部加热,使不锈钢蒸发。被加工的片状不锈钢材料张在工作台的夹具上,移动定位系统驱动工作台或激光头,使得被切割材料在切割头下高速运动。激光头由光源部分和切割头组成,光源部分产生波长很短的聚焦激光束,激光束通过切割头,垂直聚焦在被切割的材料表面上,加热、融化、蒸发被切割材料,形成切缝,闭合的切缝形成焊盘开孔。
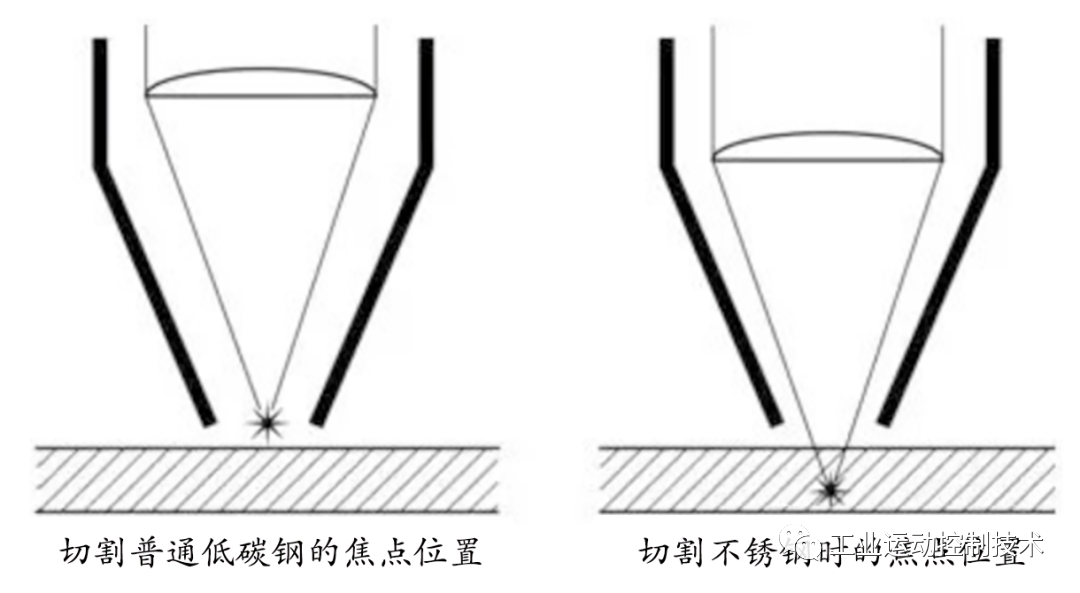
由于激光的能量非常集中,所以仅有少量热量会传递到钢材的其它部分,因此造成的形变量很小或没有变形。我们可以利用激光准确地切割复杂形状的坯料,所切割的坯料不必再作进一步的处理。切割不锈钢时由于焦点在钢材的底部,因此可以产生符合SMT焊膏漏印的倒梯形开口。
4 激光模板的优点
目前,模板的制造方法有三种,即化学刻蚀、激光切割、电铸成型。三种方法各有优缺点,通过对生产工序、模板质量等方面的比对,目前采用的激光模板具有以下优点:
成本低
激光切割工序少,耗材少,模板重复使用率高,其使用率可达30万次以上。激光切割可以实现机器自动化控制,操作简便,节约人力资源。
速度快
激光切割成操作简便、成产速度快、交货日期短 。
质量好
激光切割采用非接触式加工,无应力不变形,绷网后张力分布均匀。通过调整激光聚焦位置使开口自动形成锥形,利于锡膏脱模。切边光滑,可与电铸模板媲美。
精度高
激光切割直接使用设计文档,没有摄影步骤,消除了位置不正的因素 。激光切割后孔的位置精度高,非常适合高密度设计。
无污染
激光切割生产过程无化学药液,对环境没有污染,对操作人员身体健康无害。
5 激光模板的质量控制
切割质量分析
据统计,在SMT工艺中,印刷引起的SMT缺陷超过60%,其中由模板不良而引起的缺陷占35%,另外,60%的组装缺陷和87%的回流焊接缺陷同样也是由于模板不良造成的。因此,模板对SMT的品质、生产效率有着至关重要的作用,优质的模板可以显著提高SMT工艺的质量。
影响模板质量的主要因素:
01 模板的设计
模板的设计包括钢板厚度的选择、孔的开口尺寸和开口形状。其中厚度与开口尺寸决定了焊膏的涂覆量和准确程度,是整个生产过程中非常重要的一环,开口的形状则对上锡的质量有影响。
02 材料的质量
材料质量因素相对稳定,一般选择进口304不锈钢,其硬度、弹性等指标均能满足要求。这是个相对稳定的因素。
03 模板的制作
模板的制作包括尺寸精度、切边平直度、开口孔壁的粗糙度及形状。尺寸精度是使用的基本要求,开口孔壁的粗糙度及形状决定了上锡的质量。
04 激光的参数
激光切割机大致上可以分为激光、机构电控和软件三大部分,在切割中,“刀”是最关键的环节,因此,激光的参数是切割过程中的关键因素,包括光斑直径、激光功率、重复频率、焦点位置等,必须对以上参数进行多次调试、校验,找到各参数的最佳控制点,最终得到最满意的开口质量。
05 激光的功率与重复的频率
能量E为功率P与时间t的乘积,当切割速度不变时,即激光照射时间恒定,随着激光输出功率增大,单位时间内材料获得的能量增加,材料温度升高,导致热影响区变宽,形变增大,切缝宽度也随之变大。
激光以脉冲方式工作,其原理是利用高能量密度在瞬间熔化和气化材料,在钢片上打一系列连续的孔得到连续的切缝,实现对钢片的连续切割。在这个过程中,相邻激光光斑的重复程度即光斑的重复精度是关键的参数,它是指相邻光斑重面积占光斑面积的百分比,可由简单的几何关系得出(在切割过程中打在钢片上的光斑变形小,可以认为仍是圆形的),它与激光重复频率、脉冲宽度和切割速度有关。它对切边的光滑度和切缝宽度都有较大的影响,重复精度越高则切边越平滑质量就越好。
07 切割的速度
切割速度决定了生产效率,在保证切割质量的前提下,尽量提高生产率,降低加工成本,对现代企业的发展是一个不容忽略的问题
当其它参数不变时,切割速度的变化意味着激光与材料的相互作用的时间变化,即激光能量密度的改变,切割速度越快,激光能量密度越小。当切割速度较低时,激光能量密度过大,使得切缝周围的材料也被熔化或气化,导致熔渣多切缝粗糙,切割质量较差。随着速度的提高,当达到一个合适的范围时,激光能量密度足够大,材料就会完全熔化或气化,在辅助气体的作用下去除材料,可以形成光滑均匀的切缝;速度增大到一个极限值时,材料获得的能量不足以使其完全熔化或者气化,就不能完全切割材料;另外,当重复频率一定时,切割速度提高到一定程度就会使切缝由平 直状态变成不连续的小孔,因此,存在一个临界速度,大于这个临界值时,切割就会变为打孔
08 开口尺寸的设计
软件部分用于数据接收、开口设计、处理并控制和驱动激光头以及移动系统。其中开口设计及处理这部分,具有对激光切割中的一些特殊问题的处理能力,弥补设计和转档过程中的缺陷和不足。例如:某电路板上既有0402chip,0.5 mm pich QFP IC,也有大于0805chip,甚至边长超过2.0 mm的大焊盘, 而板厚是固定的,为了使所有焊盘的锡膏量达到最佳,就要在开口尺寸上找到平衡点。
09 辅助气体
激光切割采用辅助气体是为了排除切口中的熔融物质,使切割过程得以顺利的持续进行,同时,保护镜头免受损伤,另外,如果辅助气体和被切割材料发生放热反应的话,还可以为切割提供额外的能量,加速切割的进行。
10 气体压力
激光切割对辅助气体的基本要求是进入切口的气流量大、速度高,以便有足够的动量将熔融材料喷出,并有充足的气体与材料发生充分的放热反应。气体压力和气体流量是重要的参数,氧气压力越大,流速越高,燃烧化学反应和除去材料的速度也就越快。
同时,也可以使切缝出口处反应产物快速冷却。在附近的非切割区域,气体作为冷却剂,缩小热影响区。但气体的压力并非越大越好,当气体压力过低时,切口处熔融材料排除不尽,会形成毛刺及降低切割速度;随着气体压力的增大,气体流动量增大,排渣能力提高,可获得较光滑的切边;但压力过高时,不仅增加了气体的消耗量,还会使气流紊乱,在工件表面形成涡流,降低了除渣效果,切缝宽度也会稍有增大。因此,选择合适的气体压力才能得到较为理想的切割质量。
6 激光模板的扩展应用
激光除了可以制作丝印焊膏的整张模板,也可以进行多个小型模板的制作,即在一张钢片材料上产生多个PCB的丝印焊膏小型模板,具有节省人力、物力,方便储存等优点。
同时,在需要对产品进行维修时还可以专门设计“返工小型模板”,用来返工或翻修单个元器件。如可制作针对某个元器件的模板,根据其在印制板上的位置,确定其需要的模板尺寸,以便进行后续的维修工作。
-
激光切割机可切割什么材料?2013-02-19 0
-
PCB 贴片激光钢网60,超高性价比推荐!2014-02-17 0
-
SMT激光钢网——MARK点介绍2014-05-29 0
-
SMT激光钢网——防锡珠工艺2014-05-30 0
-
SMT贴片工艺有哪些需要注意事项2017-10-16 0
-
专业水切割加工,铝材切割,铜材切割,不锈钢切割2018-07-04 0
-
铝板水切割加工,铝板镂空雕花切割工艺2018-07-13 0
-
电阻器的激光切割2019-05-22 0
-
激光钢网模板介绍2021-01-08 0
-
能够让客户满意的广源不锈钢方管激光切割机,它有何魅力2021-11-25 0
-
【技术】钢网是SMT生产使用的一种工具,关于其设计与制作2023-04-14 0
-
激光切割机的工艺分析2018-12-13 6200
-
激光切割工艺制作SMT焊膏印刷模板具有哪些特点2019-12-09 3438
-
解析激光切割工艺在SMT钢网的应用2023-08-28 388
全部0条评论

快来发表一下你的评论吧 !
