

PoP的SMT工艺的返修工艺的控制
PCB设计
描述
对多层堆叠装配的返修是需要面临的重大挑战,如何将需要返修的元件移除并成功重新贴装而不影响其他 堆叠元件和周围元件及电路板是值得我们研究的重要课题。虽然业界已有上下温度可以单独控制的返修台, 但要处理如此薄的元件(0.3 mm)实属不易,很难不影响到其他堆叠元件。很多时候可能需要将元件全部移 除然后再重新贴装。对于无铅产品的返修变得尤为困难,多次高温带来金属氧化、焊盘剥离、元件和基板的 变形和损坏以及金属间化合物的过度生长等问题不容忽视。无铅产品的焊盘返修过程中的重新整理本来就是 一个问题。
返修工艺过程包括将PoP元件从电路板上移除、焊盘整理(PCB焊盘)、元器件浸蘸粘性助焊剂、贴装PoP 元件和焊接。OKI公司已开发出基于APR 5000返修工作站的PoP返修工艺,下面就返修工艺中各环节的控制进行介绍。
(1)PoP元件的移除
在移除元件之前首先要对PCBA进行加热,控制组件因为受热不均而引起的翘曲变形成为关键,对于如何进 行预热及设置温度曲线成功移除元件。这里重点介绍如何利用合适的方法和工具实现元件的成功移取。由于 元件很薄,即便只是要移除上层的元件,在加热过程中,下层元件焊点也会重新熔化,这给返修工作带来难 度。如果采用传统的真空吸嘴来移除,不可避免地会使PoP元件之间分离而将底层元件留在PCB上。这样一来 ,势必要再次加热来移除底层元件,多次的热操作会给元件和PCB带来致命的损伤。所以,移除多层元 件是关键所在。
理想的状况应该是性将所有PoP元件整体从PCB上取下,从而可以对PoP元件进行完整的测试,对其失 效机理进行分析。在摘取过程中不要对PoP有机械损伤,如PCB受热时向上卷曲以及任何真空吸嘴造成的向下 的机械压力。同时,温度回流将元件取下,避兔多次回流造成对PCB上焊盘的潜在损伤。
0KI公司设计出镊形喷嘴专门应用于PoP元件和其他异型元件的移取,其在垂直方向有4个热敏型突出的爪 子,如图1所示。在20℃条件时,4个爪子会自动弯曲大约2 mm,可以将整个多层芯片从PCB上性移取, 如图2所示。
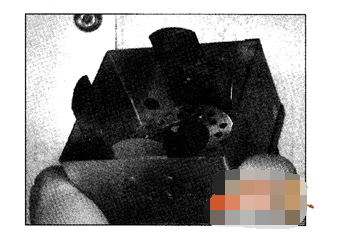
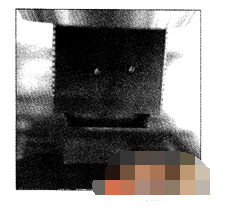
图1 OKI带4个热敏爪的镊形喷嘴 图2 温度达200℃ 时镊形喷嘴夹住PoP元件并整体移除
(2)焊盘的清洁整理
元件被移除后需要对焊盘进行清洁整理。
(3)元件的重新贴装
底层元件可以利用特殊夹具在焊球上印刷锡膏,或者浸蘸黏性助焊剂。上层元件也可以利用同样的方法来 处理,然后利用真空吸嘴吸取元件,相机对中之后完成贴装,如图3所示。
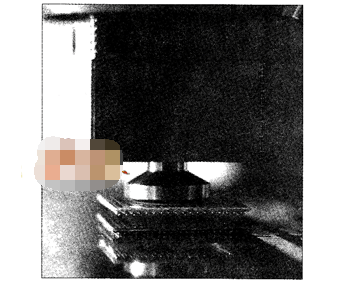
图3 元件重新贴装
(4)回流焊接
在此过程中的关键控制点是防止元件和基板的损伤及热变形,必须使返修元件周围器件的温度低于其焊点 熔化温度。为了降低热变形及热损伤。要求返修设备具备上下同时加热并能独立控制的功能,可以采用分段 式预热,如图4所示,OKI返修工作站具有两个预热区,可以明显的降低热变形。
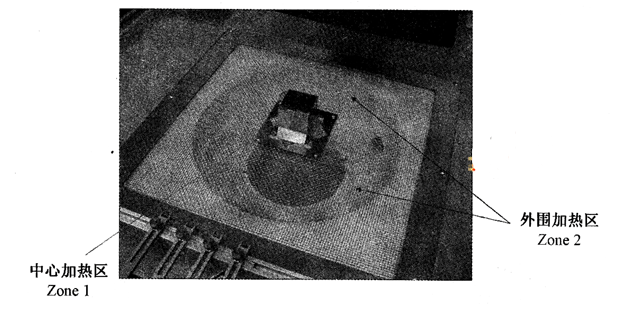
图4 具有两个预热区的返修工作站(OKI,APR5000XL)
对于元件堆叠装配工艺,要掌握好控制重点,包括对工艺和材料的控制,争取做好,杜绝或减少返修 ,是工艺和设备工程师的努力方向:
5.总结
PoP技术在业界受到快速地接受驱动了在元件及电路板层面上新的组装方案的需求,同时对组装工艺和设 备又有新的要求,组装系统必须要有:
·高;
·高速浸蘸的能力;
·焊膏及助焊剂使用的能力;
·维持高产量;
·使用简单,控制。
全面掌握工艺控制重点,了解工艺材料特性以及装配良率和设备的关系,是成功导入该工艺的关键。
-
SMT制造工艺,SMT工艺技术2008-09-12 0
-
SMT基本工艺2010-11-26 0
-
SMT贴片生产制造工艺2012-06-29 0
-
SMT工艺---简介2016-05-24 0
-
PoP的SMT工艺的可靠性2018-09-06 0
-
PoP装配SMT工艺的的控制2018-09-06 0
-
PoP的SMT工艺返修工艺过程2018-09-06 0
-
PCB板返修时的两个关键工艺2006-04-16 1844
-
SMT成功返修的关键工艺2011-07-05 1745
-
SMT生产工艺流程2012-09-27 6280
-
smt红胶工艺2019-05-10 10059
-
SMT贴片加工厂中的返修工艺2020-04-04 2683
-
SMT加工返修过程中有什么技巧吗?2023-02-03 570
-
PCBA修板与返修的工艺要点全解析2024-04-01 228
全部0条评论

快来发表一下你的评论吧 !
