

片式元器件贴装要求
描述
正文
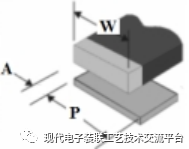
片式元器件焊接的关键要素:
片式元器件偏移率:横向偏移率A,纵向偏移B;
焊料爬升高度(max-E,min-F);
焊接润湿角(θ);
焊料填充高度(G)。
一.片式元器件横向偏移率
片式元器件横向偏移率,如图1所示。
图一
1.国军标
GJB3243横向偏移率A≤25%W,GJBZ163横向偏移率A<1/3W;
2.航天标准
QJ3173横向偏移率A<15%W,QJ165B横向偏移率A<15%W;
3.IPC标准
IPC J-STD-001G横向偏移率A≤25%W。
从2003年到2014年,QJ的标准没有变化,而GJB的要求降低了,偏移率由1/4增加到到1/3,甚至低于IPC,无益于可靠性的提高。
二.片式元件纵向偏移
1.片式元件纵向偏移
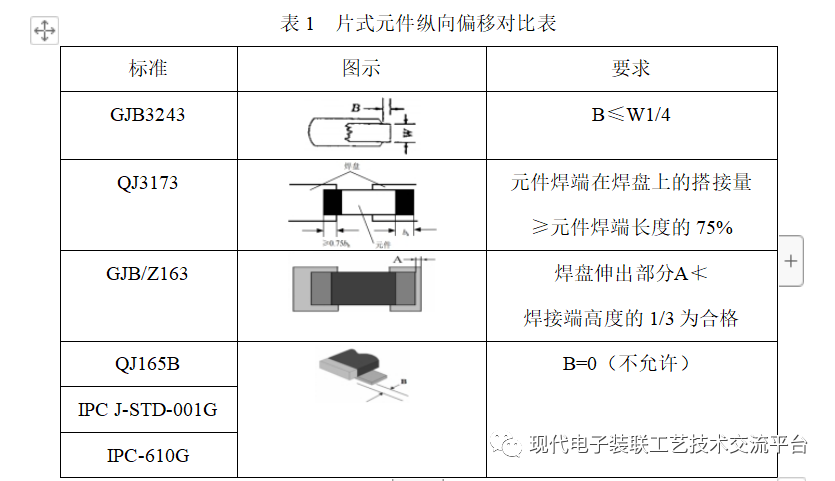
片式元件纵向偏移对比见表1。
2.片式元器件纵向偏移分析
片式元器件纵向偏移,不仅要考虑不应导致片式元件伸出焊盘与其它元件发生短路,同时要考虑元件的焊接强度。
上述五个标准除GJB/Z163外,GJB3243、QJ3173、QJ165B、IPC J-STD-001G和IPC-610G对纵向偏移的规定都是不正确的。
(1)QJ165B、IPC J-STD-001G和IPC-610G
QJ165B、IPC J-STD-001G和IPC-610G只考虑了导致片式元件不伸出焊盘避免它元件发生短路,但即使片式元件没有伸出焊盘,当B=0时,无法形成合格的焊点形态,焊接强度降低,属于焊接缺陷,如图2所示。
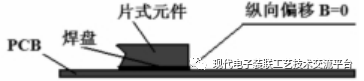
图2 纵向偏移B=0
片式元件与焊盘之间无法形成合格的焊接润视角,属于焊接缺陷
(2)GJB3243
GJB3243规定纵向偏移B≤W1/4,不但存在短路的隐患,同时无法形成合格的焊点形态,焊接强度降低,属于焊接缺陷,如图3所示。
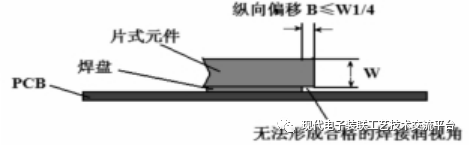
图3 纵向偏移B≤W1/4,存在短路的隐患
(3)QJ3173
QJ3173在焊盘设计正确的情况下,如果允许元件一端在焊盘上的搭接量≥元件焊端长度的75%,则元件在另一端焊盘上存在一定的纵向偏移,会不会伸出焊盘?即使另一端没有伸出焊盘,也无法形成合格的焊点形态,焊接强度降低,属于焊接缺陷,如图4。
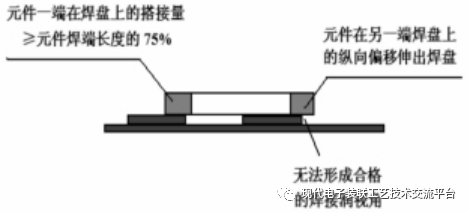
图4 元件一端在焊盘上的搭接量≥元件焊端长度的75%,另一端焊盘上存在纵向偏移
(4)GJB/Z163
GJB/Z163要求片式元件在焊盘上放置后,留下用于焊接焊盘长度A≮焊接端高度的1/3,这是五个标准中考虑最全面的,见图5。

图5 思路正确的设计
A≮焊接端高度的1/3需要针对不同元件计算:
0402片式元件焊端的高度H=0.4mm,则H/3=0.13mm。
0603片式元件焊端的高度H=0.6mm,则H/3=0.2mm。
1206片式元件焊端的高度H=0.71mm,则H/3=0.24mm。
0.13~0.24mm用于形成合格焊点形态的长度是稍微偏小,需要按所选用的片式元件的尺寸延长。
(5)分析:
元器件焊盘伸出部分长度b2多少合适?如图6所示。
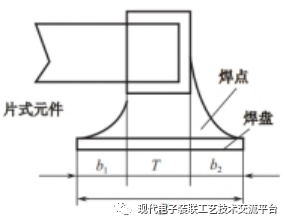
图6 理想的焊点形状及其焊盘
表面贴装元件的焊接可靠性,主要取决于焊盘的长度而不是宽度。
焊盘的长度 B 等于焊端(或引脚)的长度 T 加上焊端(或引脚)内侧(焊盘)的延伸长度 b1,再加上焊端(或引脚)外侧(焊盘)的长度 b2,即 B=T+b1+b2。
b1=0.05~0.6mm,不仅应有利于焊料熔融时能形成良好的弯月形轮廓,还要避免焊料产生桥接现象及兼顾元器件的贴装偏差为宜;b2=0.25~1.25mm,主要以保证最佳的弯月形轮廓的焊点为宜。
b2应该设计多少?
GJB3243考虑的是元件焊端的宽度;
QJ3173考虑的是元件焊端的长度;
GJB/Z163考虑的是元件焊端的高度;
以片式钽电容器焊盘设计为例,表2给出了CA45/CA45K 型片式固体电解钽电容器外形尺寸与焊盘尺寸关系。
表2 CA45/CA45K 型片式固体电解钽电容器外形尺寸与焊盘尺寸关系
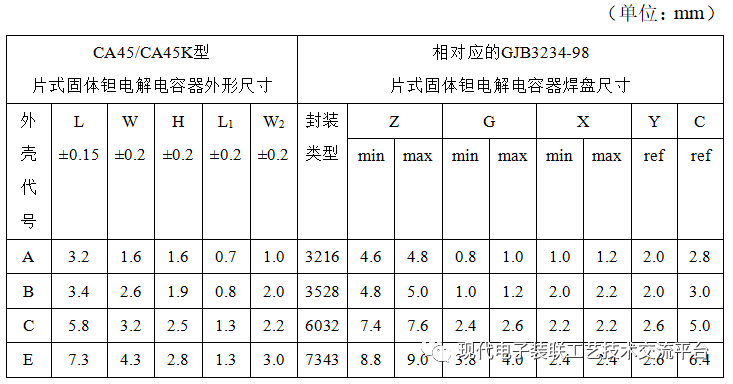
如果我们选用CA45-10μ-25V-E片式钽电容器,如表2所示:
CA45-10μ-25V-E的长度L=7.3mm,其设计的焊盘长度Z=8.8~9mm(取8.9mm),
则:L-Z=B-T=8.9-7.3=b1+b2=1.6mm,
设b1=0.05~0.6mm,则b2=1~1.55mm,
可以在b2=0.25~1.25mm的范围内选择。
例如设计b2=1mm。B=T+b1+b2。
b1=0.05~0.6mm,b2=0.25~1.25mm。属于经验数据,引自顾霭云研究员的著作。
b2与元件焊端的长度、宽度和高度是什么关系?主要取决于元件焊端的长度?宽度?还是高度?笔者以为,如果以保证最佳的弯月形轮廓焊点为出发点,b2与元件焊端的长度和宽度没有关系,而与元件焊端的高度(厚度)和焊盘的长度有关。
以CA45-10μ-25V为例:
A型焊端的高度为1.6mm,1.6mm÷3=0.53mm;B型焊端的高度为1.9mm,1.9mm÷3=0.63mm;
C型焊端的高度为2.5mm,2.5mm÷3=0.83mm;E型焊端的高度为2.8mm,2.8mm÷3=0.93mm;
0.53~0.93mm都在0.25~1.25mm范围内,因此GJB/Z163的提法是正确的;为了提高焊点的焊接强度,当元件确定以后,可适当增加b2长度,我们将在片式元件焊点工艺可靠性设计里介绍。
全部0条评论

快来发表一下你的评论吧 !
