

CRT四轴自动焊接(激光焊接或其他焊接)系统进退刀解释
描述
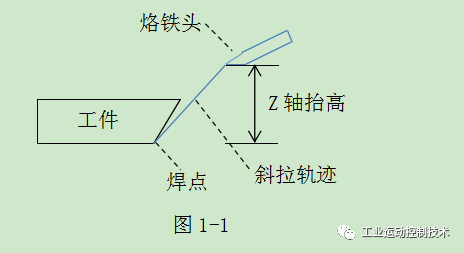
斜拉抬高
在图形编辑时,点焊和拖焊带有可设置参数【进刀模式】与【退刀模式】。“进退刀模式”是以斜拉进退刀来满足特殊位置的焊点(如图1-1所示)的实际加工工艺:
本系统斜拉模式设计了7种模式(0~6),分别为:
0 -> 无抬高
1 -> 只抬高1(1)
2 -> 只抬高2(2)
3/4/5/6 -> 斜拉模式3~斜拉模式6
⑴进退刀设置:
在手持盒首界面中,选择进入【3.工艺参数】中,按方向键“→”(非轴方向键)切换至下一页,选择进入【斜拉抬高】,斜拉抬高设置如图1-2所示:
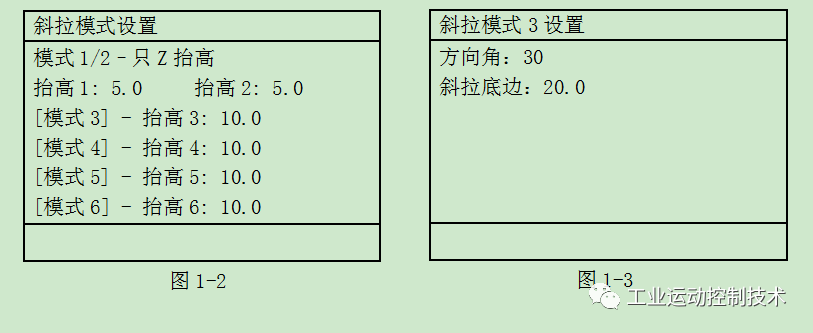
如上图1-2、图1-3所示,斜拉模式设置中有两种不同的参数设置方式。
①抬高1、抬高2:只Z轴抬高,其他轴不做动作,5.0表示用户自定义参数Z抬高量的参数值。
②抬高3~6:不同方向、距离进退刀。10.0表示用户自定义参数Z抬高量的参数值,20.0表示斜拉底边的长度, 30表示用户自定义参数方向角的参数值,用于满足不同方向的进/退刀动作。
⑵方向角的使用:
①以X轴正向为0°,且当X轴正向向右,此时基于X轴的Y轴正向向上的角度顺时针增加,Y轴正向向下的角度逆时针增加。
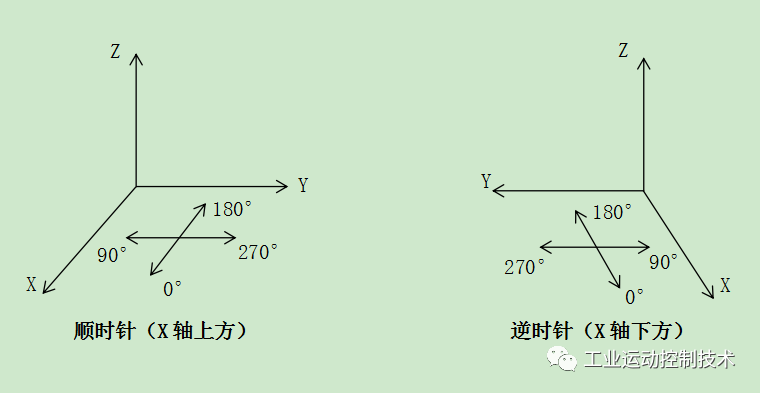
②方向角带正负,当正角为顺时针,负角为逆时针。当正角为逆时针,负角为顺时针。
⑶斜拉抬高实际应用:
无抬高:系统前一点执行结束至待机位后,不执行抬高动作(移动至当前记录点上方),直接移动至当前记录点的位置。
只抬高1、只抬高2:系统前一点执行结束至待机位后,以空程速度移动至当前记录点高度上方(由设定的高度值决定),然后以进刀速度,Z轴移动至设定位置(加工点)。
抬高3~6:系统前一点执行结束至待机位后,以空程速度移动至当前点(设定位置)的斜拉上方,然后XYZ以进刀速度移动至设定位置;斜拉上方以Z轴抬高设定量、斜拉底边、方向角自动计算得出的XY偏移量决定;
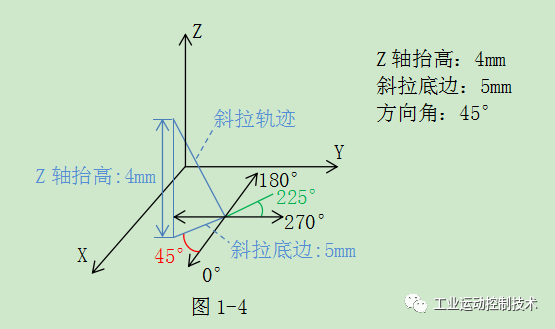
举例说明:
在图1-4中,Z轴抬高设定为4mm,斜拉底边设置为5mm,方向角设定为45°,执行进/退刀动作时,运动轨迹如图1-4中的斜拉轨迹(蓝色线)所示。其中Z轴抬高是用户设定的Z轴的抬高高度,斜拉底边是用户设定的XY轴直线距离。当方向角a设定为0,斜拉上方位于加工点的(X,-Y)方向,如图1-4中斜拉轨迹(蓝色线)所示。当方向角a设定为180<270时,斜拉上方位于加工点的(-X,Y)方向,如图1-4中绿色线所示。其他角度以此类推。

CRT激光焊接示教系统
-
激光焊接原理2016-03-11 0
-
激光焊接的优点2016-03-14 0
-
塑料激光焊接机的应用2018-08-30 0
-
激光焊接机焊接视频2019-05-08 5817
-
激光焊接的发展领域以及激光焊接相关知识的介绍2020-12-22 4374
-
家电金属部件激光自动焊接的应用方案2021-04-29 1364
-
激光焊接技术在焊接金属扇叶的工艺优势2023-02-15 239
-
激光填丝焊的妙用(CRT激光焊接示教系统)2022-08-24 639
-
铝合金激光焊接技术(CRT脱机激光焊接示教系统)2023-03-30 660
-
激光焊接方法之激光填丝焊接(激光焊接系统)2023-04-10 4543
-
国产大飞机背后的超精密激光加工技术(CRT激光焊接系统)2023-04-20 837
-
激光焊接技术在精密焊接应用的特点2023-07-20 325
-
激光锡焊机如何选用锡丝焊接?2023-08-18 443
-
钢带自动激光焊接机的特点2023-08-24 382
-
激光焊接技术焊接黄铜的工艺特点2024-01-03 319
全部0条评论

快来发表一下你的评论吧 !
