

如何控制CNC加工中心切削过程中的弹刀?
描述
问题:弹刀过切
在加工中,经常会在转角位出现弹刀而导致过切的现象,如果采用合理的刀具和加工方法,是可以将弹刀的机会降低的。
弹刀位与加工过切
如下图所示,A图是刀具在加工较平坦位置时的状态,当加工到B位急停,准备反向加工时,由于惯性作用,刀具会产生变形,从而造成在B位较直身位处弹刀过切。
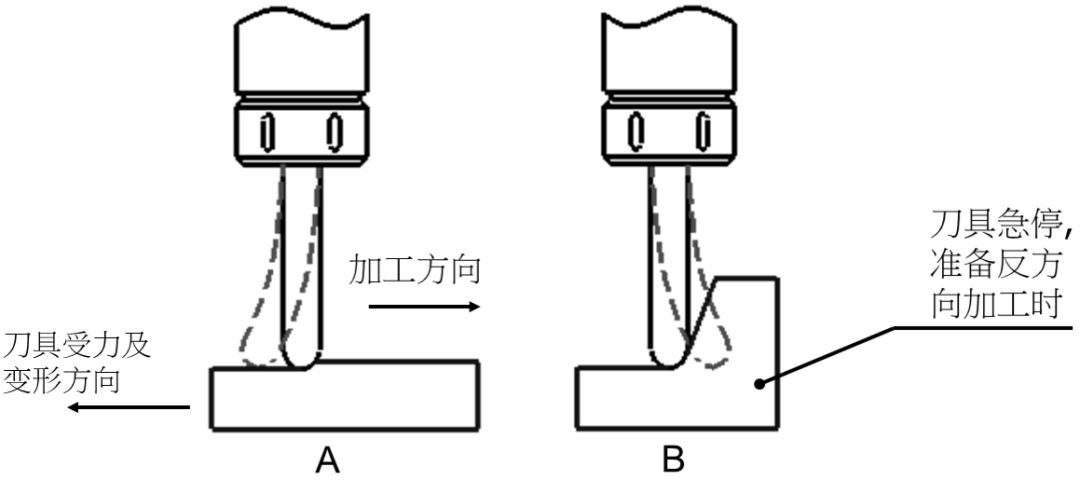
弹刀图示
刀具变形量的关系式:
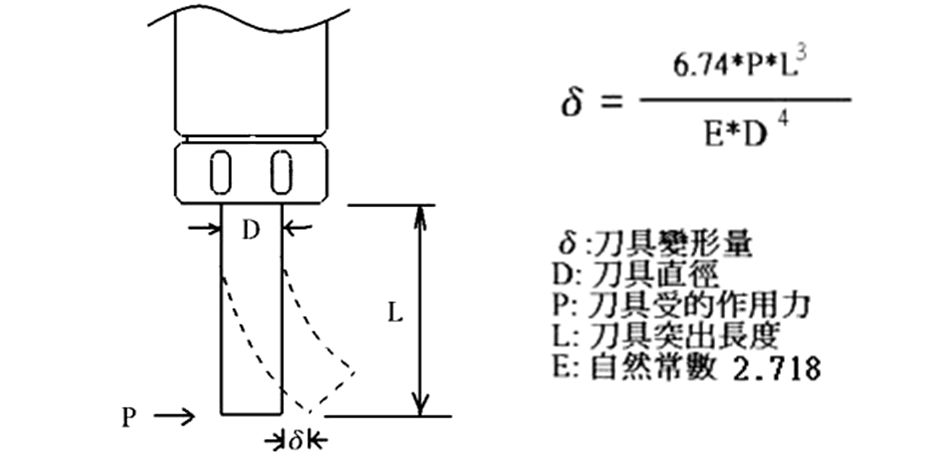
由上面公式中,我们可知,影响刀具变形的主要因素有三个:
L - 装刀长度
D - 刀具直径
P - 刀具所受的作用力
L - 装刀长度
由公式可知,刀具的变形量与装刀长度是3次方的关系,同样直径的刀具,当长刀增加一倍,其变形量将会增大3倍。
在加工时,尽可能缩短装刀长度,以减低弹刀风险。
D - 刀具直径
由公式可知,刀具的变形量与刀具直径是4次方的关系,同样长度的刀具,当刀具直径减少一倍,其变形量将会增大4倍。
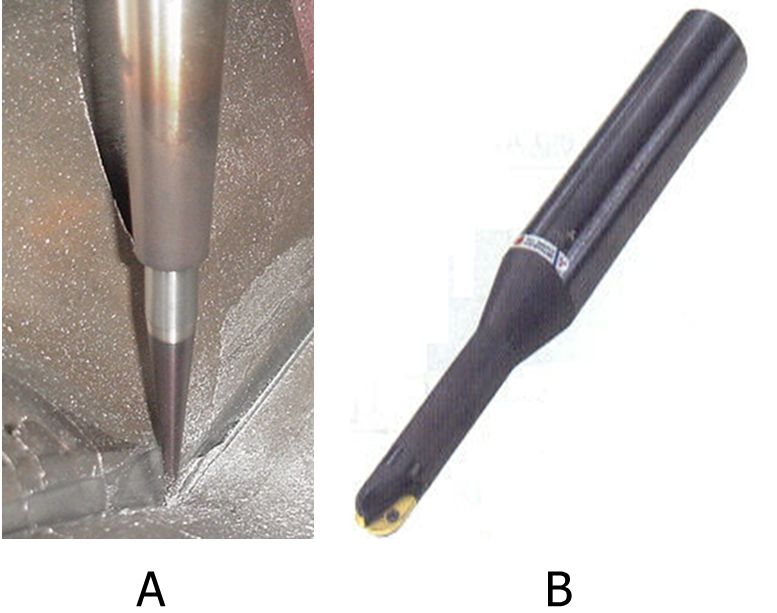
在加工时,可以的话,尽可能选择大直径刀具或采用加壮刀具来加工,以减低弹刀风险。(如下右图所示:A采用热索和锥颈刀,B采用加壮刀柄的刀具来加工)
P - 刀具所受的作用力
由公式可知,刀具的变形量与其在加工中所受的作用力是正比关系,减少刀具所受的作用力则可减低弹刀的机会,可以通过以下方法减少加工中刀具所受的作用力。
减少作用力分析:
切削是一个剪切变形的过程,每种材料都有自己的强度(σ),要使材料分离,外来的强度必须大于材料本身强度。
σ = F / S
σ : 材料的强度
F:作用力
S : 接触面积
从上公式中可知,刀具受的作用力(F)与其与工件的接触面积(S)成正比关系。要减少刀具所受的作用力就要减少刀具与工件的接触面积。
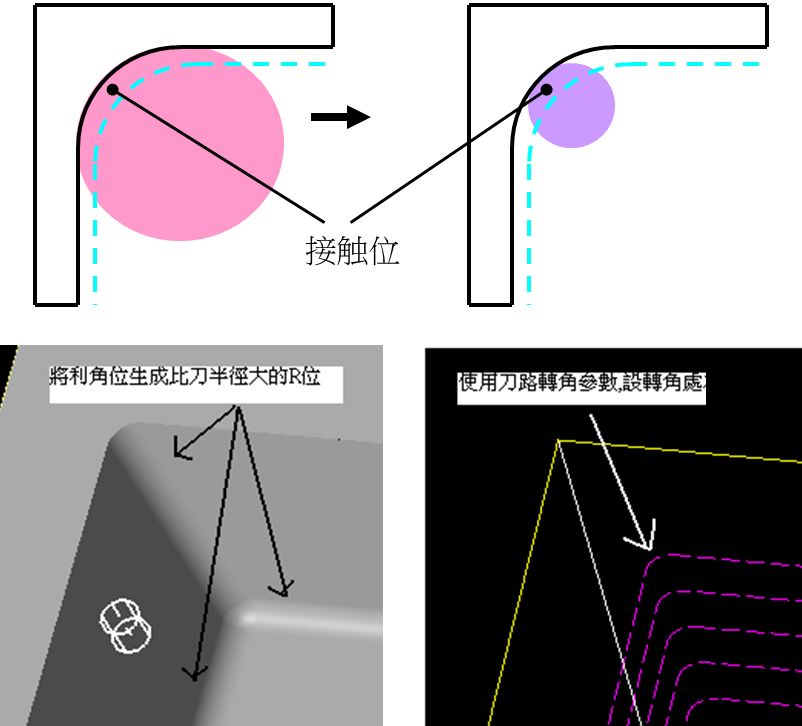
减少作用力例子1:
使用刀路转角功能或加大R位的方法来减少刀具在转角位的负荷,从而降低弹刀的机率。
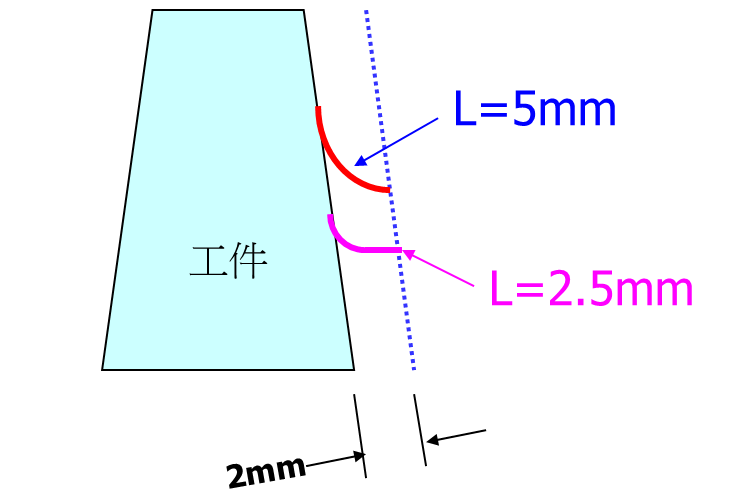
减少作用力例子2:
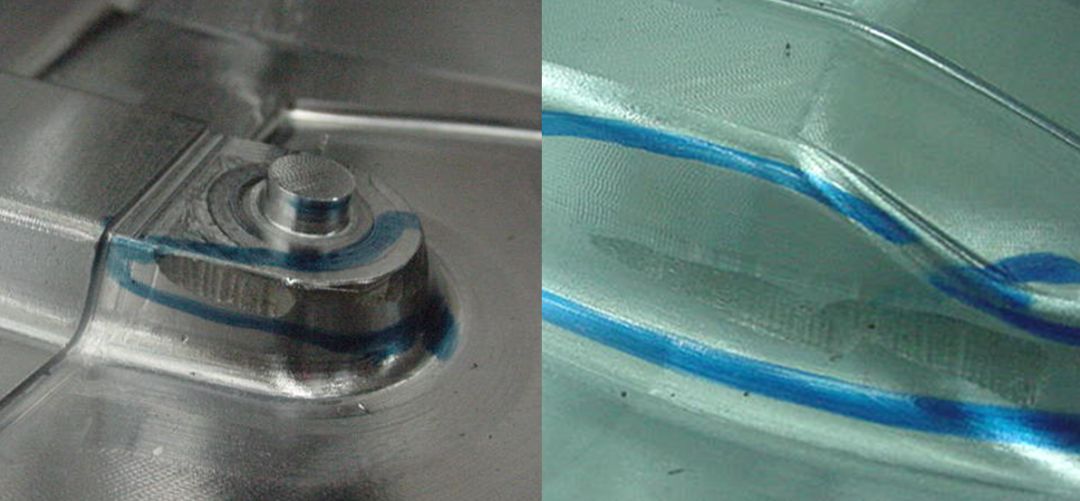
在加工较深位置时,可采用较小的进给量和细R角的刀具,以减少加工中刀具所受的作用力,以减低弹刀的风险。
下图是使用D50R6刀和D50R0.8刀在加工同样深度时,与模料接触位的比较可知,采用细R角刀具加工深型工件比大R角刀具更能减少切削力。
总结:
综合地运用影响刀具变形的三个有关因素(装刀长度、刀具直径、切削力),可以降低弹刀机率,提高加工时间,得到较好的加工精度和表面粗糙度。
-
CNC主轴有哪些基础与应用?|深圳恒兴隆机电.2024-03-11 0
-
数控车切削加工三要素2016-10-13 0
-
划分cnc加工阶段的意义2018-05-07 0
-
机械加工技术:深孔加工问题探讨2018-12-11 0
-
如何防止五金模架在加工的时候出现质量问题?2019-08-15 0
-
PCB板微小孔的加工方法2020-09-01 0
-
cnc的加工原理是什么2021-07-12 0
-
模胚加工的整个过程中对模具的要求2023-03-28 0
-
切削过程及控制2009-03-18 557
-
非线性切削过程的振动信号特征研究2009-07-04 405
-
液压伺服中心的原理与液压伺服回路设计2017-10-17 1018
-
数控机床切削加工过程的MRAC修正方案解析2018-03-16 2323
-
CNC加工中心里面最常用的几种螺纹加工方法有哪几种2021-04-20 4249
-
浅析在CNC加工过程中如何减少振动的7大方面2021-04-27 2935
-
CNC加工过程常见的问题点及改善方式2023-01-15 3027
全部0条评论

快来发表一下你的评论吧 !
