

焊料体系对高功率半导体激光器性能有哪些影响呢?
描述
摘要:
本文主要研究了808nm 高功率半导体激光器采用In焊料和AuSn焊料封装器件,对器件光电参数以及工作寿命的影响。结果显示In焊料封装器件功率高于AuSn焊料封装器件,In焊料封装器件波长比AuSn焊料封装器件短。而在工作寿命方面,AuSn焊料封装器件占有明显优势,经过500小时老化,结果显示In焊料封装器件功率退化严重,而AuSn焊料封装器件功率稳定。
高功率半导体激光器阵列具有体积小、重量轻、寿命长、效率高等优点,既可用作固体激光的泵浦源,又可直接作为光源用于材料处理,在诸多领域有着广泛应用。用于激光加工行业的商用高功率半导体激光器阵列基本单元是cm-bar,其连续功率一般为60W ~ 100W,准连续功率为100W ~ 300W。808nm半导体激光器的电光转换效率大概为50%,也就是说激光器工作时产生与光功率同等数值的热量,这对激光器热处理能力提出较高要求。芯片烧结质量直接影响到激光器的散热能力,进而影响器件的可靠性,高可靠性决定半导体激光器能否真正商业化应用。
中低功率半导体激光器主要采用In焊料封装,In焊料有着软焊料的明显优点:熔点低,可以低温烧结;硬度小,较容易缓冲封装所产生的应力。但是铟焊料大功率器件下长期可靠性存在问题,针对这个问题本文展开金锡焊料封装研究。
1 器件制作
1.1 焊料体系设计
Au80Sn20焊料共晶温度280℃,温度较低,易于芯片烧结。 Au80Sn20最终态为Au、AuSn和Au5Sn。Au的熔点1064℃,AuSn熔点419℃,Au5Sn熔点521℃。三种形态均有着较高熔化温度,性能较稳定,器件长期工作焊料性能不易发生退化。
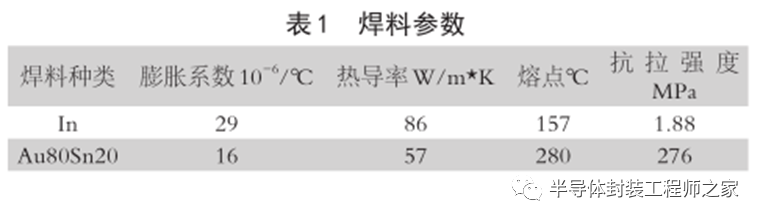
Au80Sn20较铟焊料最大特点是硬度较高,焊料抗拉强度276MPa,不容易缓冲烧结时产生的应力,所以器件封装需要考虑热膨胀系数匹配关系。表1为可用于半导体激光器封装的常用热沉材料的参数表。
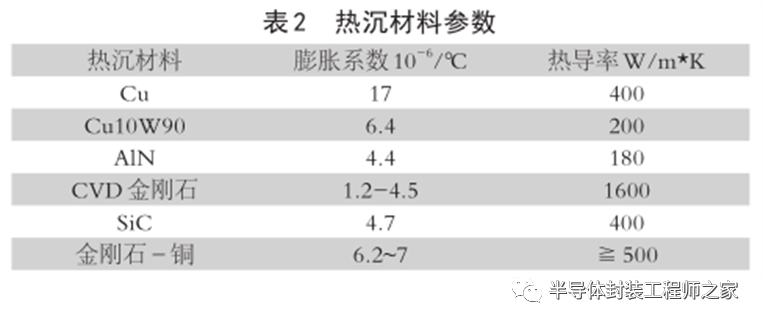
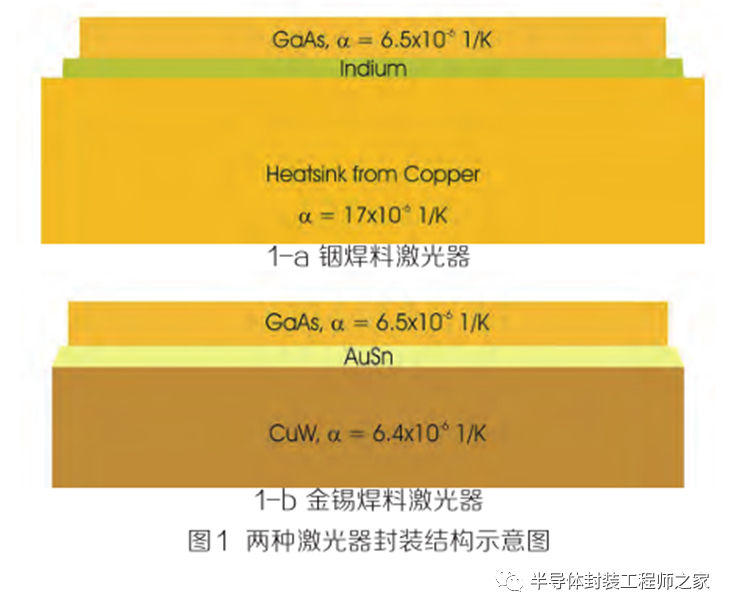
芯片是GaAs材料,其热膨胀系数为6.5*10 -6 /℃。表2中Cu10W90材料热膨胀系数与GaAs相近。我们选用钨铜材料做金锡焊料器件的热沉,减少封装应力。铟焊料封装激光器选用铜热沉,铜热沉热导率高,虽然热膨胀系数与GaAs热膨胀系数相差较大,但铟焊料较软可以很好的缓冲应力。

1.2 热沉制作
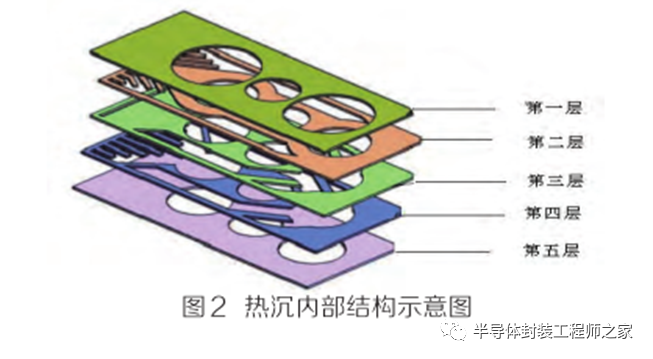
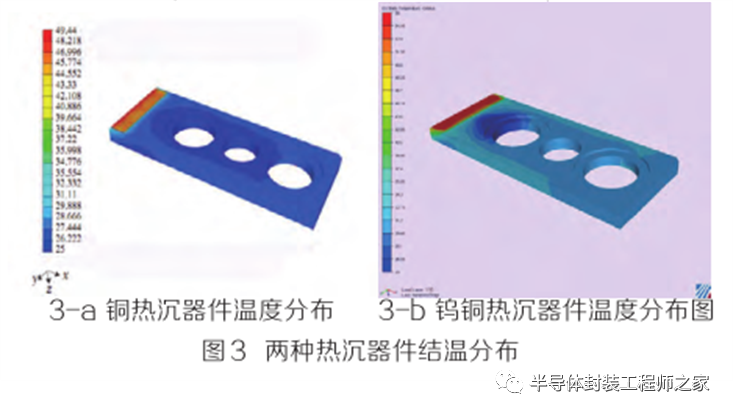
为了满足器件100W大功率连续工作的散热要求,热沉需要采用微通道热沉散热方式。如图2热沉由五层热沉片焊接而成组成,内部有微通道锯齿结构,兼顾微通道散热效率和散热功率。利用有限元分析软件Abaqus模拟处环境温度25℃,100W热量模拟计算两种微通道热沉器件温度分布图3,可以看出铜热沉器件最高温度49℃,钨铜热沉器件最高温度56℃,计算出热阻分别为0.24K/W,0.31 K/W。
1.3 芯片制作
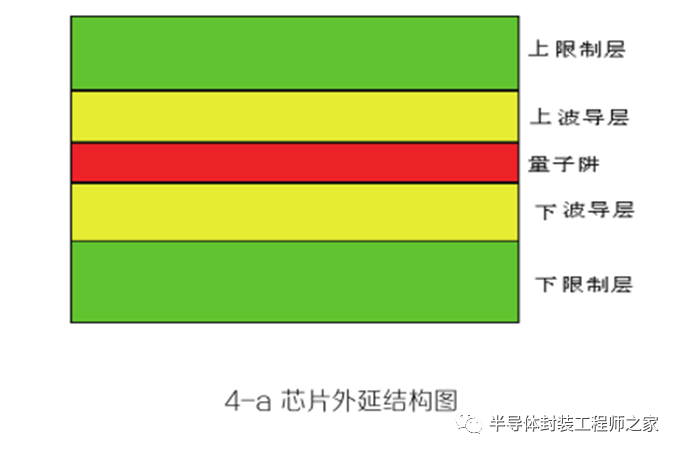
利用低压金属有机气相外延(LP-MOCVD)工艺,生长出应变量子阱大光腔激光器外延片。应变量子阱结构主要降低阈值电流密度,大光腔结构主要是降低腔面功率密度以及减小腔内光吸收损耗。量子阱采用AlGaInAs材料,波导层和限制层采用AlGaAs材料。外延层结构见图4-a。
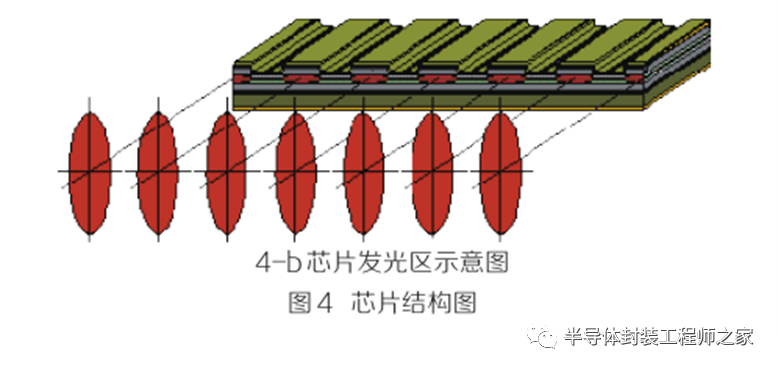
生长好的外延片通过光刻、钝化、金属化、减薄等工艺,做成发光区宽度100um,在填充因子50%的圆片(见图4-b),再将圆片解理成2mm腔长的激光器bar条,前后腔面分别镀增透膜和高反膜,最后制作成长度1cm的bar条,每个bar条包含47个发光点。
1.4 器件封装
铟焊料采用蒸发,Au80Sn20采用电镀获得,对于铟焊料和金锡焊料选用不同温度烧结曲线。贴片时要求芯片与热沉边缘平齐,防止芯片缩进热沉导致焊料挡光,也要防止芯片突出较大,导致散热不良,降低器件可靠性。
2 器件测试及分析
封装完成的器件进行进行测试输出功率,连续电流110A,冷却水温度25℃,测试结果见表3,从中可以看出铜热沉器件平均功率比钨铜热沉器件高2.6W,平均波长短2.1nm。这是由于两种材料热沉热阻不同引起的。上述两种热沉的热阻分别为0.24K/W、0.31 K/W,按照100W热量计算芯片结温相差7℃。测试两种器件波长相差2.1nm,按照波长温漂系数0.26nm/℃,两者结温相差7.7℃,与理论值相符。
随着温度升高电流阈值会升高,量子效率均会降低,利用公式:
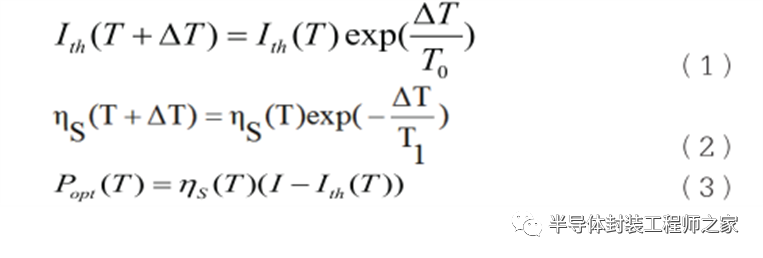
代入T 0 =150K,I th =21A,T1=321K,T2=329K代入得到了两温度下功率之差为3.1W与测试数值2.6W相符。说明两种器件功率之差是由芯片结温引起的。
3 器件老化及分析
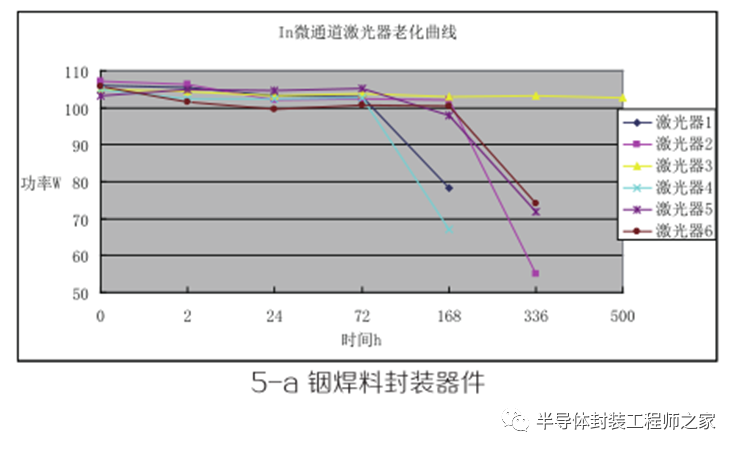
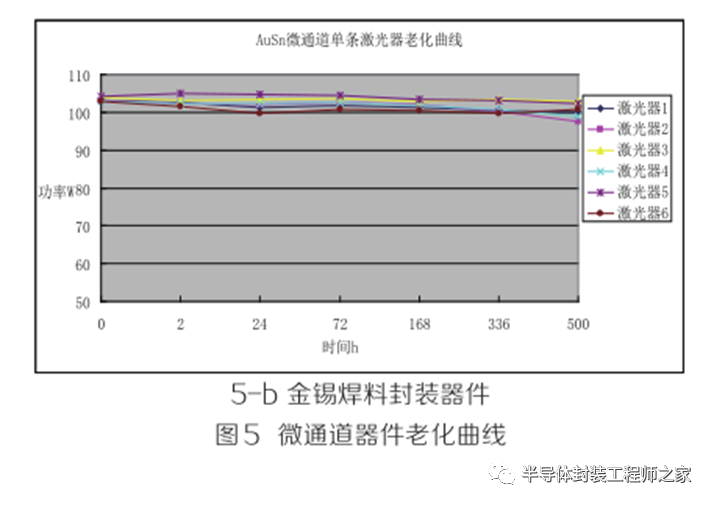
经过连续电流110A,温度25℃,500小时老化,详细曲线如图5。铟焊料封装器件多数失效,而金锡焊料封装器件功率较稳定,变化率在5%以内。
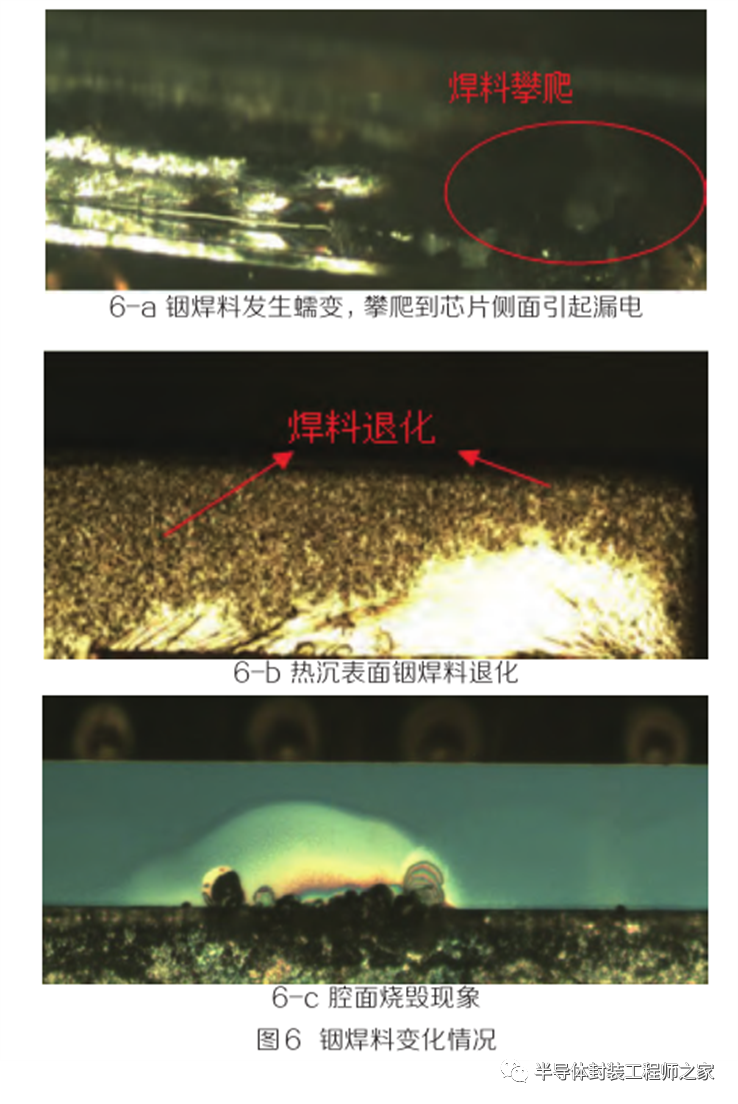
观察分析两种器件,铟焊料器件芯片侧面出现焊料发生攀爬现象,导致漏电;且热沉表面铟焊料严重退化。而金锡焊料器件没有两种问题。铟焊料器件芯片有烧毁现象是因为长时间工作,高温高热作用下,焊接层铟焊料疲劳退化形成空洞,热阻增加,芯片温度升高,产生更多废热,形成恶性循环最终因过热造成烧毁。
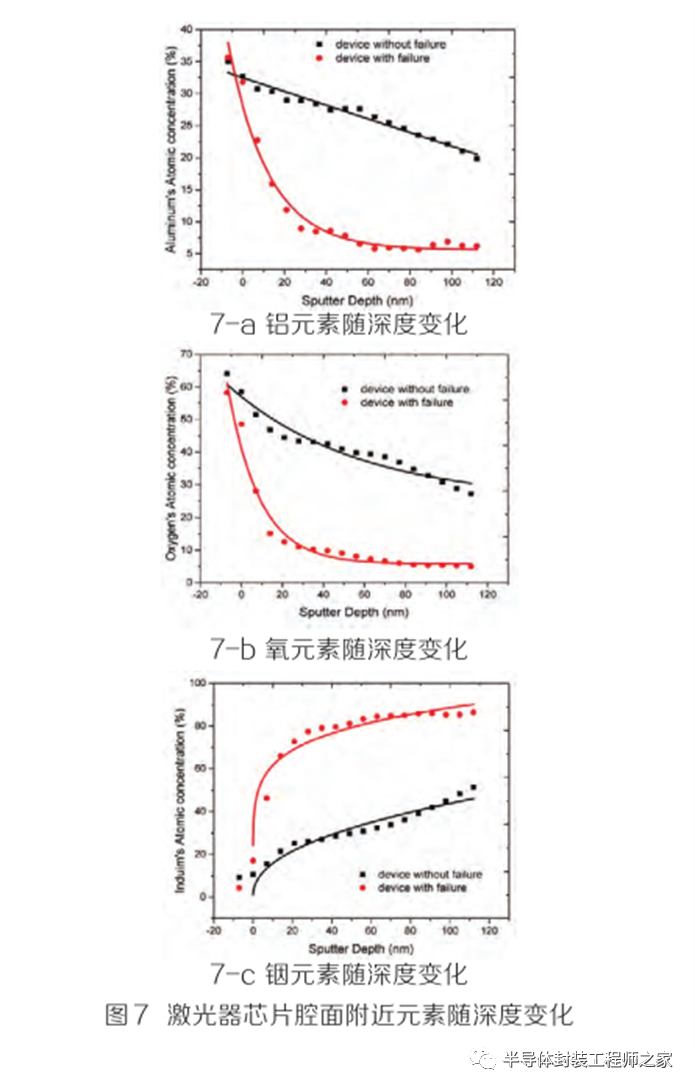
对铟焊料封装器件芯片有源区进行俄歇电子能谱仪AES深度分析。用Ar离子把芯片腔面表面一定厚度的表面层溅射掉,然后再用AES(电子束)分析剥离后的表面元素含量。分析结果如图7所示,图中点具体是元素的原子数比例。
图中黑色曲线是未失效激光器,红色曲线是是失效激光器。明显看出失效器件比未失效器件芯片腔面附件氧元素和铝元素随深度逐渐减少,而铟元素随深度逐渐增加。说明铟焊料已经浸淹到腔面氧化铝膜层中,导致器件功率退化、失效。
4 结论
利用铟和铜热沉、金锡和钨铜热沉制作出微通道单条激光器,进行测试和老化,对失效器件进行分析研究。铟焊料封装器件光功率高于金锡焊料封装器件光功率,铟焊料封装器件波长比金锡焊料封装器件波长短,这是由于钨铜热沉热导率低于铜热沉热导率所致。铟焊料封装器件长期可靠性较差,焊料容易发生蠕变攀爬到芯片侧面漏电,引起激光器功率。铟焊料还容易退化,在焊料层内部形成空洞,器件继续工作芯片会烧毁失效。深入分析激光器芯片腔面附近元素组成,发现铟焊料已经浸淹到腔面膜层中,引起激光器功率降低失效。
金锡焊料封装器件在经过500小时老化后功率较稳定,降低5%左右。对于高功率微通道半导体激光器在长期可靠性方面,金锡焊料比铟焊料有着较大优势。
审核编辑:刘清
-
大功率半导体激光器2009-12-08 0
-
基于ANSYS半导体激光器热特性模拟与分析2010-05-04 0
-
大功率半导体激光器驱动电源保护电路方案2011-07-16 0
-
半导体激光器电源控制系统设计2011-12-12 0
-
半导体激光器电源的电压自适应问题2012-05-15 0
-
半导体激光器工作原理及主要参数2016-01-14 0
-
这种半导体激光器怎么接线?2017-06-01 0
-
大功率半导体激光器驱动电源的设计2018-08-13 0
-
半导体激光器产业的发展情况和相关应用2019-04-01 0
-
半导体激光器的发展2019-05-13 0
-
半导体激光器原理2021-01-12 0
-
半导体直接输出激光器介绍2021-12-29 0
-
医疗脱毛半导体激光器光学治疗头设计2022-01-10 0
-
焊料体系新解:打造高性能半导体激光器的关键2023-12-25 351
全部0条评论

快来发表一下你的评论吧 !
