

120型空气控制阀半自动缓解阀的基本结构及作用原理
描述
/摘 要:/
根据120型空气控制阀半自动缓解阀作用原理,对120型空气控制阀半自动缓解阀手柄部卡滞,导致列车充风时半自动缓解阀漏泄的故障进行了原因分析,并结合现场实践,提出了针对性预防措施,提高了120型空气控制阀半自动缓解阀检修质量。
0引言
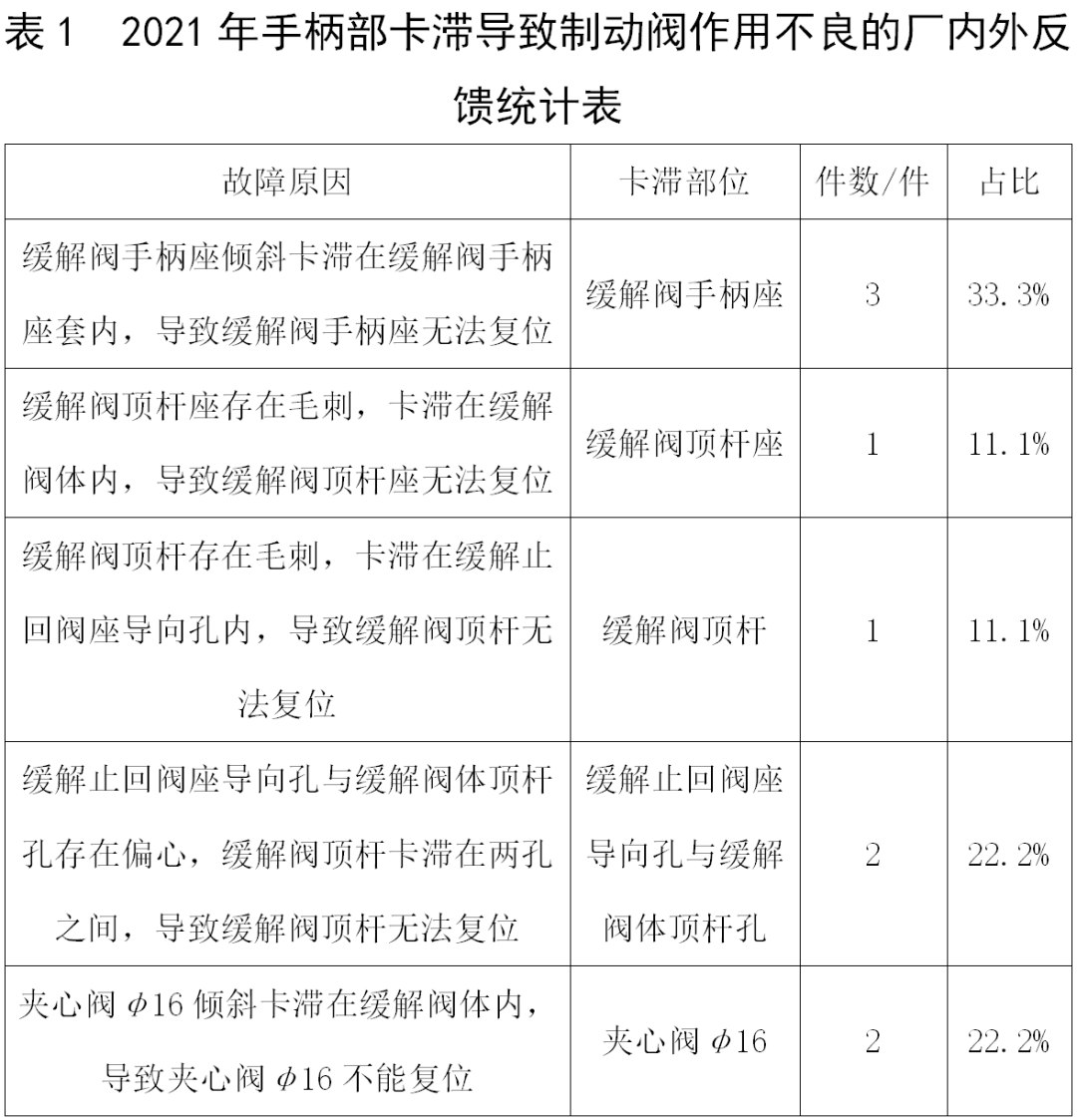
半自动缓解阀作为120型空气控制阀的关键组成配件之一,手柄部卡滞导致半自动缓解阀漏泄的故障时有发生。2021年共收到9件手柄部卡滞导致制动阀作用不良的厂内外故障反馈(表1),对铁路货车运用安全造成了影响。同时,厂内制动阀试验台因手柄部卡滞导致试验不合格率约为5%,半自动缓解阀检修质量也亟待提升。
1基本结构及作用原理
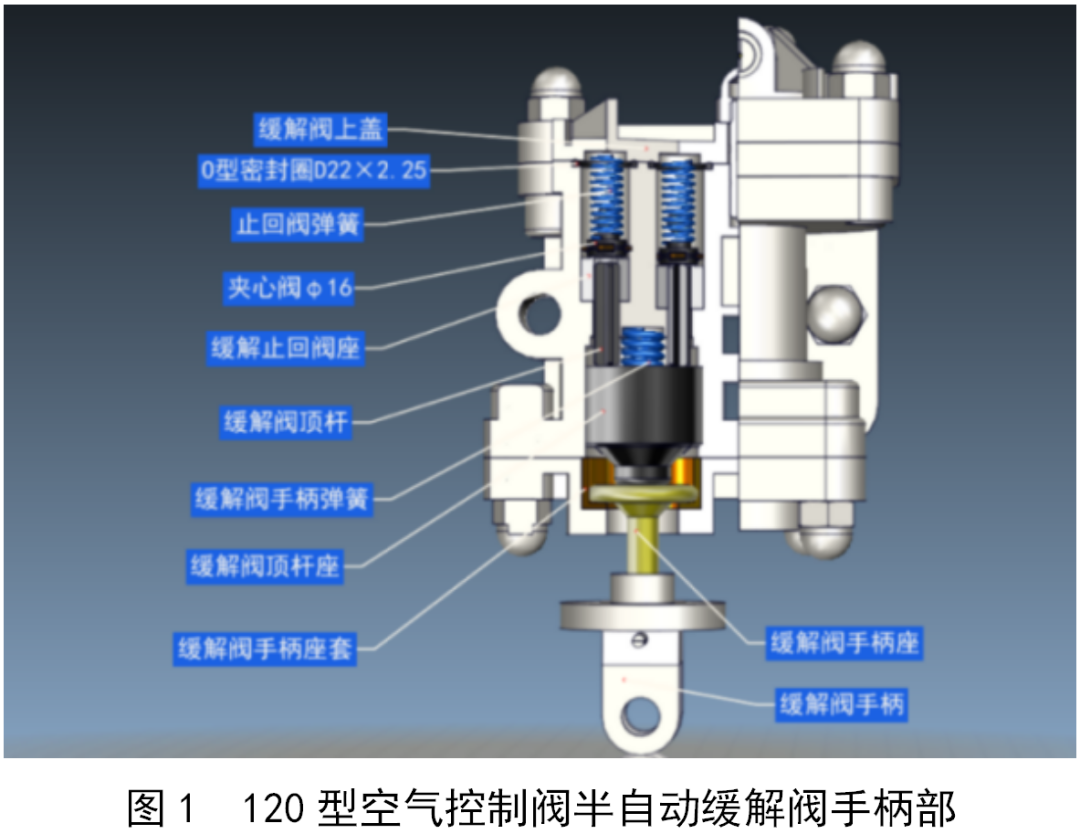
半自动缓解阀功能为手动排出制动缸压力空气,使制动机缓解。其主要由手柄部和活塞部组成,如图1所示。在运用时,通过拉动位于车体两侧任一侧缓解阀拉杆,带动缓解阀手柄向上移动,推开夹心阀φ16,排出制动缸压力空气。拉动时间较短时,制动缸压力空气一经排出,便可松开缓解阀拉杆,制动缸压力空气自动排出。如一直拉动缓解阀拉杆,则可将包括制动缸、副风缸、加速缓解风缸、列车管在内的制动系统压力空气全部排出[1]。
2故障分析及改进措施
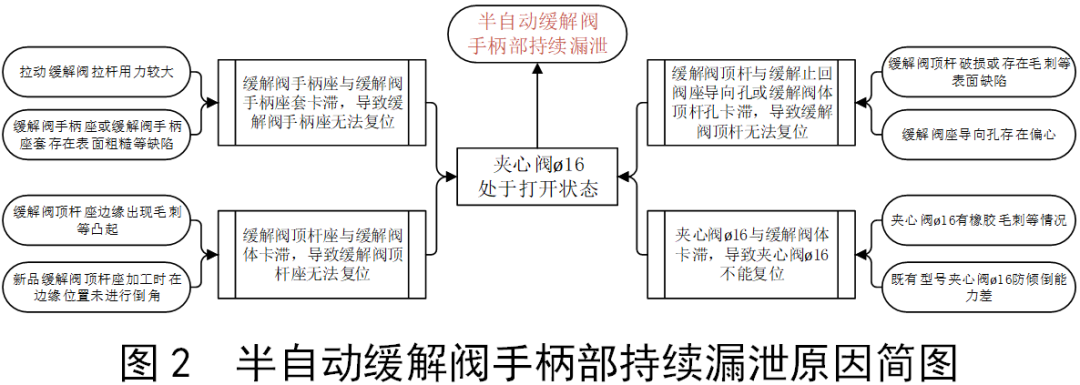
从基本结构及作用原理可得出,半自动缓解阀手柄部持续漏泄的根本原因是夹心阀φ16处于打开状态,制动系统内部高压风经半自动缓解阀顶杆孔排出[2]。而造成夹心阀φ16处于打开状态的原因可归结为四大类八小项,如图2所示。
2.1 缓解阀手柄座与缓解阀手柄座套卡滞,导致缓解阀手柄座无法复位
2.1.1 原因分析
(1)缓解阀手柄座与缓解阀手柄座套为间隙配合(缓解阀手柄座外径为35 mm,缓解阀手柄座套内径为36 mm),在拉动缓解阀拉杆时用力较大,导致缓解阀手柄座瞬间倾斜,其边缘与缓解阀手柄座套内壁卡滞。
(2)缓解阀手柄座或缓解阀手柄座套存在表面粗糙、加工余痕等缺陷,易造成缓解阀手柄座卡滞在缓解阀手柄座套内。特别是在缓解阀手柄座与缓解阀手柄座套长期运用后,存在表面锈蚀等情况,卡滞风险增大。
2.1.2 预防措施
(1)在半自动缓解阀检修时,缓解阀手柄座与缓解阀手柄座套应全部采用新品,并重点检查表面加工质量。
(2)将缓解阀手柄座与缓解阀手柄座套组装在一起,多次拉动,确认无卡滞。
2.2 缓解阀顶杆座与缓解阀体卡滞,导致缓解阀顶杆座无法复位
2.2.1 原因分析
(1)缓解阀顶杆座检修时,因磕碰等情况,造成缓解阀顶杆座边缘出现毛刺等凸起。
(2)新品缓解阀顶杆座边缘位置存在未进行倒角的情况,导致缓解阀顶杆座与缓解阀体作用时,卡滞在缓解阀体内,造成缓解阀顶杆座无法复位。
2.2.2 预防措施
(1)加强缓解阀顶杆座外观检查,发现磕碰、毛刺等情况时应修磨光滑。
(2)在组装缓解阀顶杆座时,应将缓解阀顶杆座放入缓解阀体内,上下拉动及旋转缓解阀顶杆座,确认顺畅无卡滞时,方可继续组装。
2.3 缓解阀顶杆与缓解止回阀座导向孔或缓解阀体顶杆孔卡滞,导致缓解阀顶杆无法复位
2.3.1 原因分析
(1)缓解阀顶杆为粉末冶金铸造而成,现有三棱与四棱两种结构,均可正常装用。由于粉末冶金相较于铁质配件强度偏低,历经多年使用后,容易出现破碎等情况,卡滞在顶杆孔内。
(2)因顶杆外接圆直径约为8 mm,而与顶杆配合的顶杆孔直径为8.5 mm。当检修或新品缓解阀顶杆端部留有毛刺、磕碰等凸起时,极易导致顶杆卡滞在顶杆孔内。
(3)缓解止回阀座首先加工成缓解阀座导向孔,然后通过过盈配合镶嵌在缓解阀体内。而缓解阀体顶杆孔在缓解止回阀座镶嵌前已加工完成。缓解止回阀座导向孔与缓解阀体顶杆孔孔径均为8.5 mm[3]。两个配件在镶嵌对接时,存在加工偏差的情况,造成同轴度不为零,产生偏心现象。出现偏心后,顶杆孔类似于椭圆形,长径为8.5 mm,短径小于8.5 mm。当短径小于顶杆外接圆,即小于8 mm时,顶杆存在卡滞在顶杆孔内的可能,如图3所示。

2.3.2 预防措施
(1)加强顶杆外观检查,严禁装用存在磕碰裂纹、毛刺等缺陷的配件。
(2)制作缓解阀顶杆孔同轴度检测样棒,确认顶杆孔无偏心情况。
(3)组装缓解阀顶杆时,须进行上下各三次过孔试验,验证缓解止回阀座导向孔与缓解阀体顶杆孔是否对齐。
2.4 夹心阀φ16与缓解阀体卡滞,导致夹心阀φ16不能复位
2.4.1 原因分析
(1)夹心阀φ16外径尺寸为15.78~15.85 mm,缓解阀体夹心阀φ16安装孔孔径为16.2 mm,两者为间隙配合。但由于夹心阀φ16为橡胶包裹铜片制成,在制造过程中,易出现橡胶毛刺等情况,如图4所示,进而导致夹心阀φ16不能复位,造成缓解阀持续漏泄的故障。

(2)由于夹心阀芯板厚度仅为1 mm,防倾倒能力较差,在夹心阀φ16复位过程中,易发生倾倒卡滞。
2.4.2 预防措施
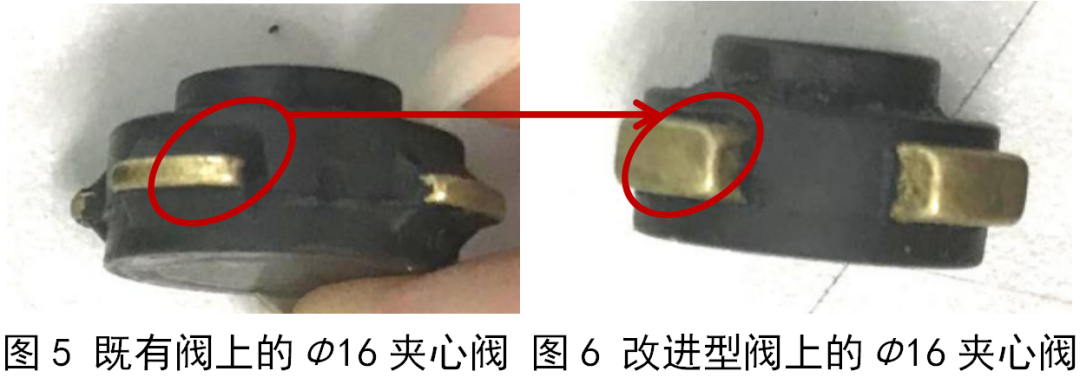
(1)在检修改进型或既有型120型空气控制阀时,全部装用加厚型夹心阀φ16(芯板厚度由1 mm增加为2.5 mm,如图5、图6所示),提升其抗倾倒能力。
(2)加强对夹心阀φ16等配件的外观检查,严禁装用存在磕碰、毛刺等缺陷的配件。
3实施效果
以上“看、换、验”等预防措施在2021年底实施后,厂外120型空气控制阀半自动缓解阀反馈由9件降低至截至目前尚未收到相关厂外反馈,厂内120型空气控制阀半自动缓解阀一次试验不合格率由5%下降至0,消除了120型空气控制阀半自动缓解阀手柄部卡滞漏泄的故障,极大地保障了120型空气控制阀检修产品质量,减少了运用故障反馈,取得了良好效果。
审核编辑:汤梓红
全部0条评论

快来发表一下你的评论吧 !
