

激光扫描装配间隙尺寸高精度检测系统的设计与实现
描述
摘 要:
鉴于传统测量方法效率低下,无法满足工件装配间隙尺寸自动测量的高精度、高速度要求,探讨了一种激光扫描装配间隙尺寸高精度检测系统的设计与实现,设计了系统的机械结构和控制系统的总体方案,研究分析了高精度激光扫描检测精度、参数选择和误差补偿技术的影响因素。
0 引言
传统的装配间隙尺寸人工检测方法,通常采用量规、钢尺、卡尺、测微仪等手工工具,采用读数法、刀口光隙法、平晶干涉法对检测对象进行检测,从而获取工件的几何量信息[1]。但传统的方法存在基准不稳定、读数不准确、测量精度依赖于检测者个人经验等问题。同时,传统检测方法多采用直接接触法,容易划伤工件表面,不能用于本项目涉及的产品尺寸检测[2-4]。
从20世纪80年代开始,西方航空发达国家逐步开始采用三坐标测量机、激光跟踪仪、iGPS、激光雷达、柔性测量臂等测量设备取代传统模拟量检测工具或工装,使用关键特征点检测代替传统形位检查的方式,实施数字化检测[5-8]。这些设备测量范围大、精度高(测量误差小于0.05 mm)、柔性好,其测量过程与高性能数值计算和可视化图形技术相结合,能够快速、精确、直观、立体地呈现测量结果。
目前,在工件精密测量方面,通常采用基于机器视觉和激光测量的检测方法[6]。激光扫描检测,因其高速、非接触、高精度测量等特点,特别适用于检测热、软、运动和振动物体,因此可广泛应用于核电、航空航天等领域精密加工的在线检测和质量控制,具有广阔的应用前景[7-10]。
本文利用激光扫描仪与工业机械臂搭建装配间隙尺寸自动检测系统,提出一种误差修正新方法,以实现装配间隙高精度测量。
1 装配间隙尺寸激光扫描检测系统
本检测系统可实现装配间隙尺寸及平面度检测,平面度的测量通过激光测距实现。在测量过程中,检测精度会受到环境因素、数据采集和数据处理过程的影响。根据激光测距原理(即R=0.5ct)可知,测量时激光在传播过程中的环境因素,如其他干扰光源、空气温度/湿度及粉尘等情况,都会对激光的传播速度带来影响。另一方面,激光测距的时间间隔是由激光脉冲经过光电传感器转换的电信号形成的,参考脉冲和回波脉冲之间时间间隔的计算,由时标振荡器、门电路和计数显示器来完成[11-12],传感器灵敏度及信号处理的延迟均会对检测造成误差。
但由于设备使用的环境相对良好以及电子测量仪器精度的提升,上述方面对测量精度的影响可以忽略不计[13-16]。数据采集过程中容易受到仪器电噪声的影响,这是因为采集仪器中有源模块带来的内部干扰,但本项目采用的仪器具有较好的抗干扰能力,仪器电噪声较少,在实际应用中可以忽略。
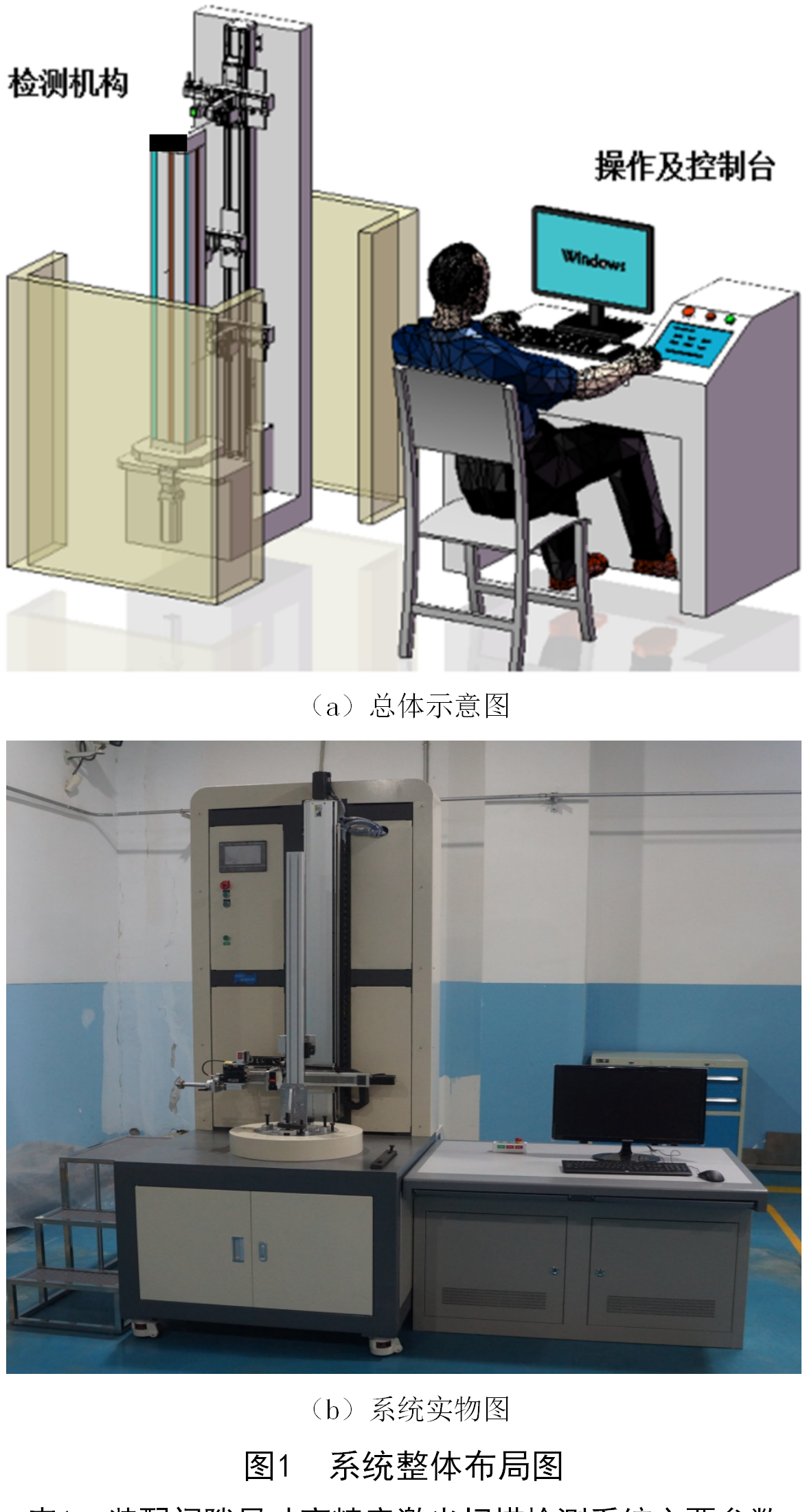
整个检测系统主要由旋转平台、控制系统、数据分析系统以及系统集成等四部分组成。检测模块配合三组移动机构(旋转移动、检测模块前后伸缩移动、检测模块上下升降移动)实现对间隙内部的平面区域、外部凸台区域进行平面度检测。检测方法:采用激光位移传感器,利用激光三角定位法连续进行距离检测,通过判定平面各个位置到传感器的距离,判定其表面平面度情况。
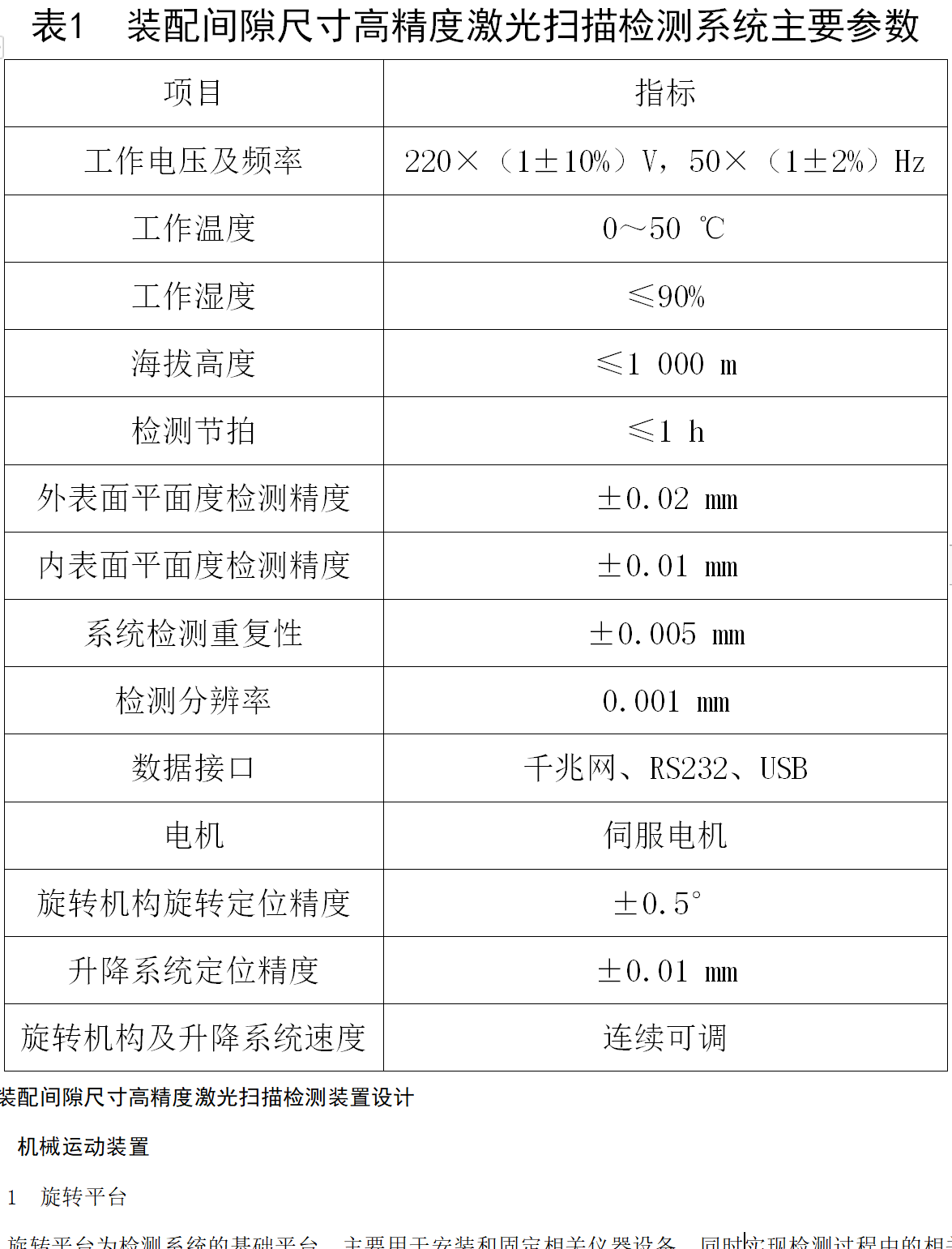
如图1所示,检测机构由一组外表面平面度检测装置和一组间隙尺寸检测装置组成,用于实现产品的平面度及装配间隙检测;外围设备为操作及控制台,实现人机交互、传感器/电机的自动化控制、数据的采集处理及分析导出等功能。系统整体性能指标要求如表1所示。
2 装配间隙尺寸高精度激光扫描检测装置设计
2.1 机械运动装置
2.1.1 旋转平台
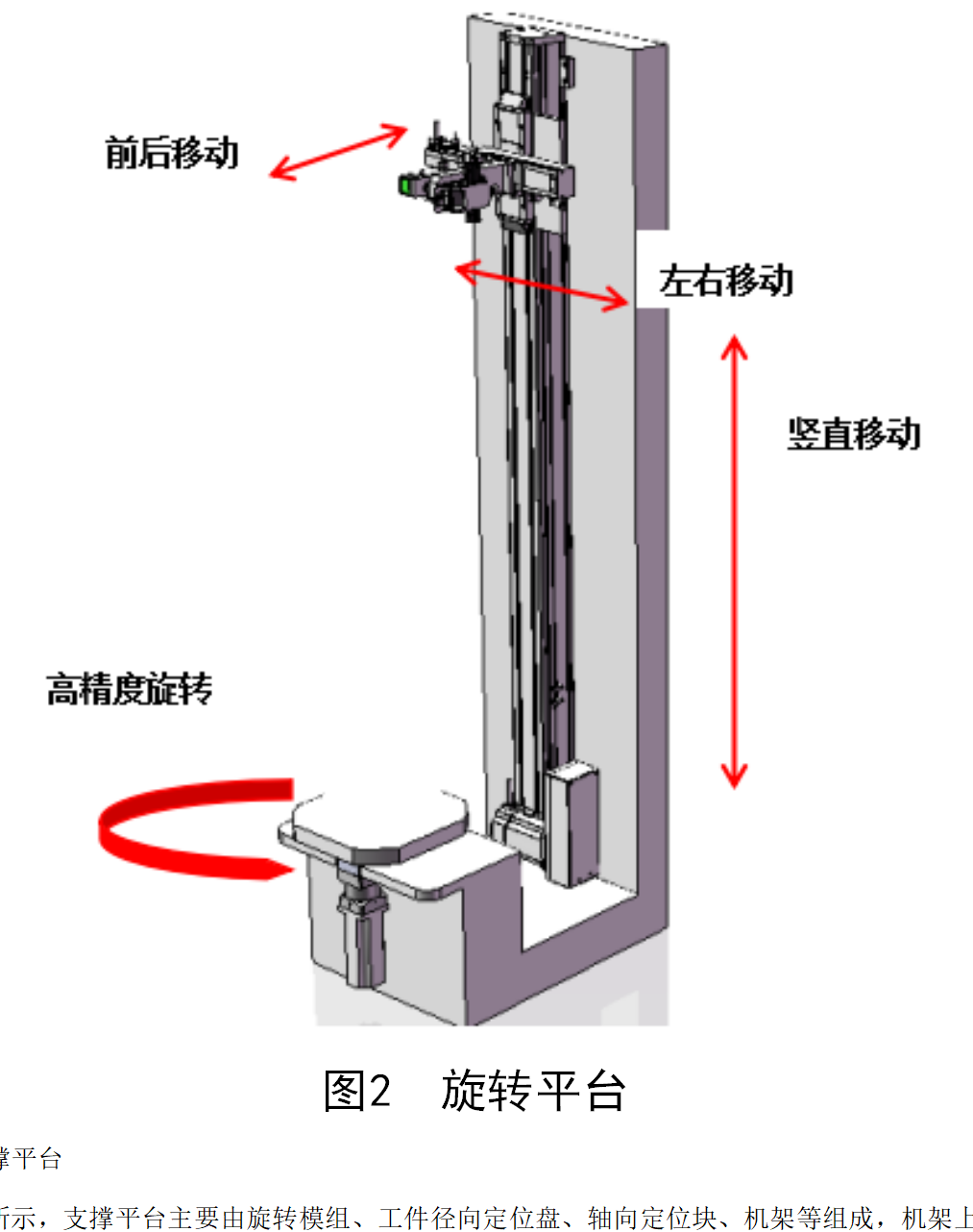
旋转平台为检测系统的基础平台,主要用于安装和固定相关仪器设备,同时实现检测过程中的相关运动,具体包括:产品的高精度旋转,检测仪器沿装配间隙宽度、深度以及产品长度方向的移动。旋转平台主要包括旋转系统和移动系统,两部分系统分别包含相应的机械机构和运动驱动设备。
图2所示为旋转平台,包括自动化运动机构、平台、底座,其中自动化运动机构包含旋转、升降系统;旋转系统用于带动产品沿中心轴线旋转,升降系统用于带动线激光轮廓仪上下移动扫描,检测外表面平面度;旋转机构旋转定位精度为±0.5°,升降系统定位精度为±0.01 mm;旋转机构及升降系统速度可调。
2.1.2 支撑平台
如图3所示,支撑平台主要由旋转模组、工件径向定位盘、轴向定位块、机架等组成,机架上方为一块精加工平台,作为检测系统的基础平台,主要用于固定旋转模组、工件定位台,同时实现待测工件的360°高精密回转控制,控制精度为±0.5°。
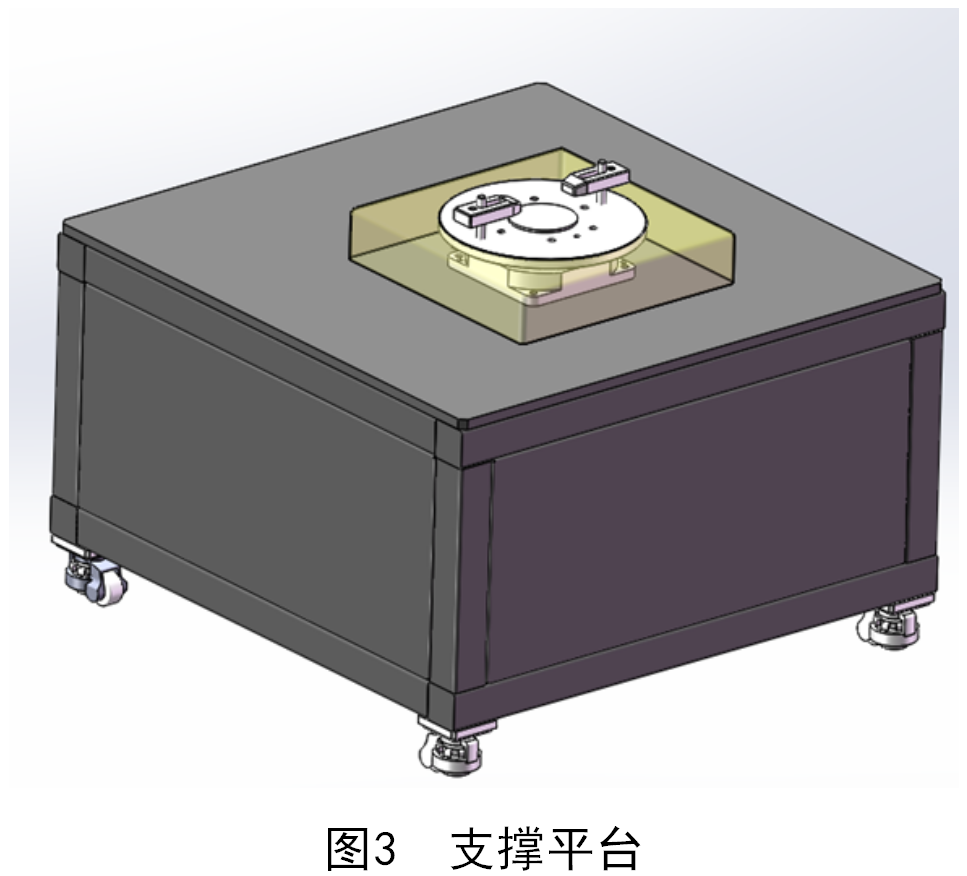
(1)高强度304不锈钢矩形管焊接框架,顶面支撑板需焊接后整体二次加工,确保产品支撑面的精度。
(2)工件定位:径向定位利用定位盘上的锥形凸台,与工件上的锥形凹孔配合,达到径向限位,且比较利于安装;轴向定位通过压块,对工件底座侧面凹槽进行压紧定位。
(3)旋转模组保护罩:用于防止吊装工件时碰伤旋转模组。
(4)伺服旋转模组;高回转精度、伺服电机控制、实线精准平稳定位。
2.1.3 直线运动模块
如图4所示,直线运动模块由安装固定板、X轴直线模组、Z轴直线模组等机构组成,X轴直线模组安装于Z轴直线模组之上,用于固定和驱动两个激光位移传感器,系统由伺服电机控制,实现精准定位,其精度可达±0.01 mm。
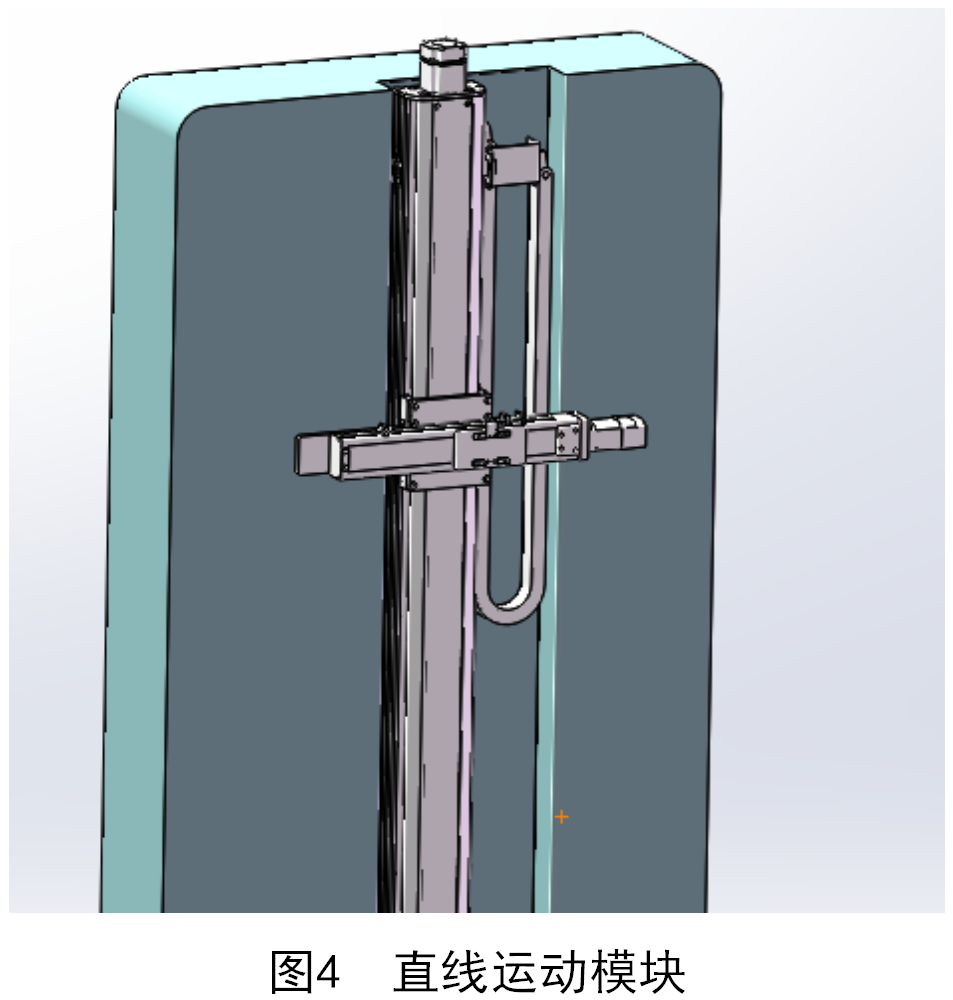
(1)安装固定板与支撑工作台顶面垂直,确保滑台安装后的相对位置精度;
(2)直线模组行程为X轴300 mm、Z轴1 300 mm,控制精度为±0.01 mm,可实现产品的全域检测;
(3)安装完成后,仍然无法保证Z轴直线模组与旋转平台百分百垂直,因此还需对其做标定,确认二者的位置关系。
2.1.4 试件检测方法
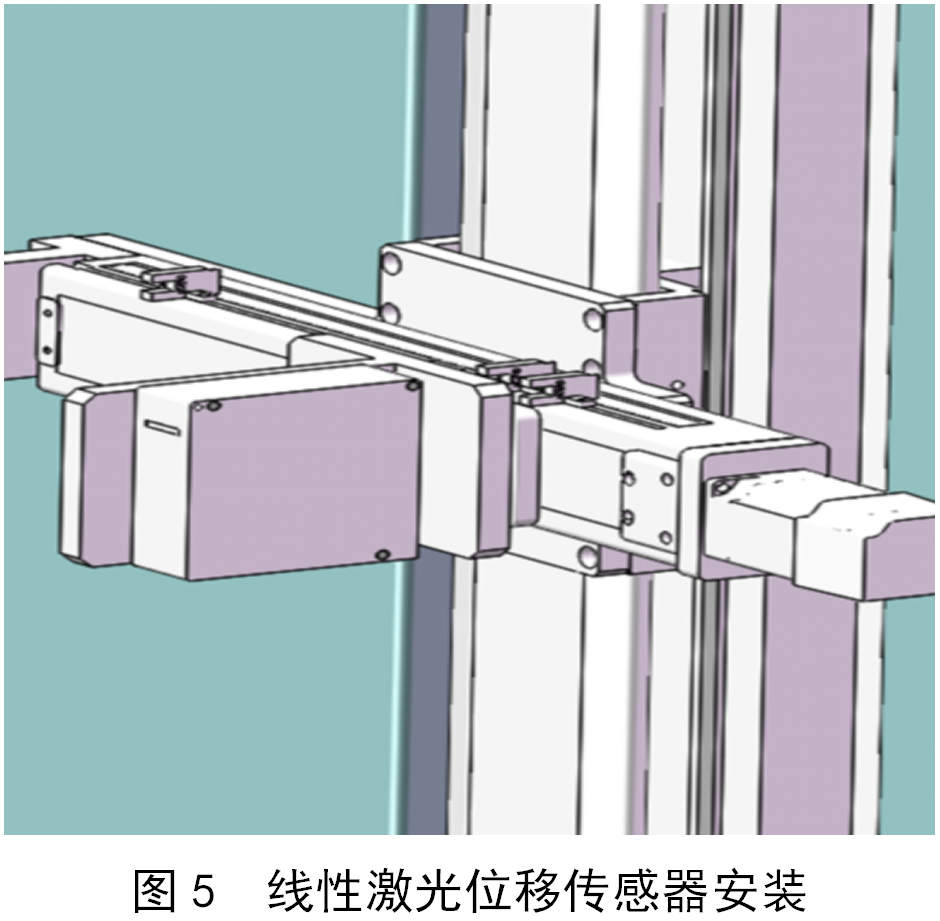
(1)凸台检测:凸台检测由一个线性激光位移传感器完成,如图5所示,线性激光位移传感器安装于X轴直线模组之上,由其带动传感器分别检测同一侧面的两个凸台,Z轴直线模组驱动其对部件轴向移动扫描,最后得到两个凸台面的全部尺寸。
(2)间隙检测:间隙检测由一个点激光位移传感器完成,点激光位移传感器安装于多自由度(最多4自由度,根据实际调节需要快速增减调节云台)微动平台上,整个机构则固定在Z轴直线模组之上。
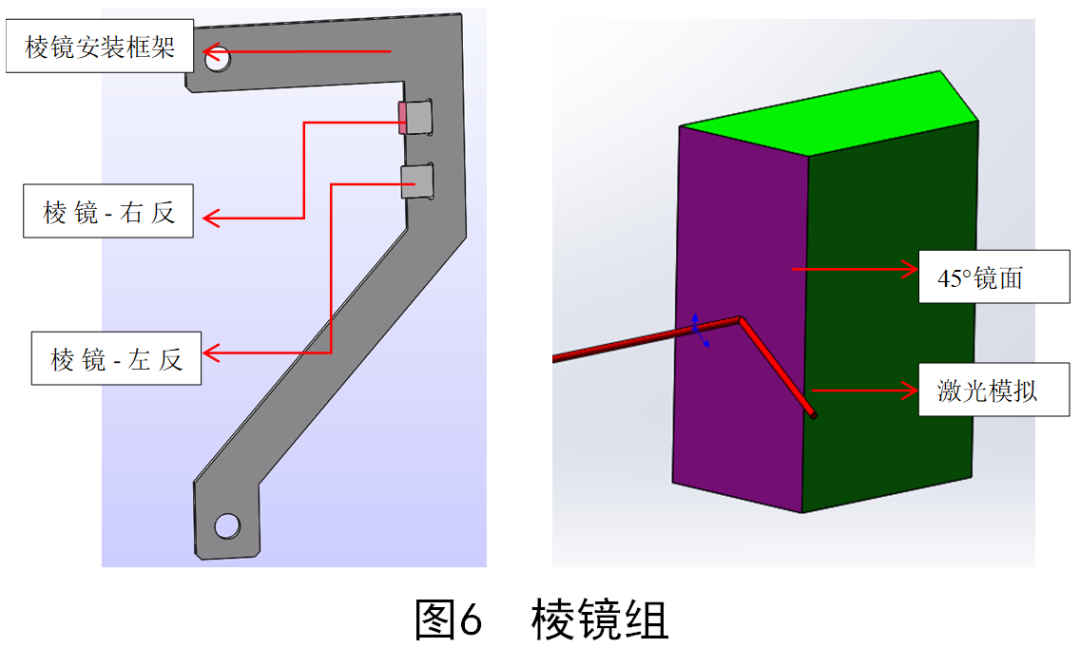
如图6所示,利用光线反射原理,制作一个微小的棱镜组合,棱镜组合的两个反向45°面为镜面,棱镜呈上下关系,将棱镜组合放入间隙,点激光射在45°面上反射到间隙的一面,便得到距离1,再上下移动棱镜,使点激光射到一个反向安装的棱镜之上,便得到距离2,由此得到间隙宽度。
2.2 控制系统
控制系统如图7所示,其主要实现旋转平台相关运动的控制。控制系统以光栅检测技术和可编程DSP的控制器为核心,记忆检测位置,控制检测传感器自动移动或旋转至指定检测位置,并触发传感器进行下一步的检测工作;对机械装置传动误差进行实时监测;分别建立直线运动和旋转运动误差模型,将误差模型导入传动控制系统,实现对传动误差的补偿。
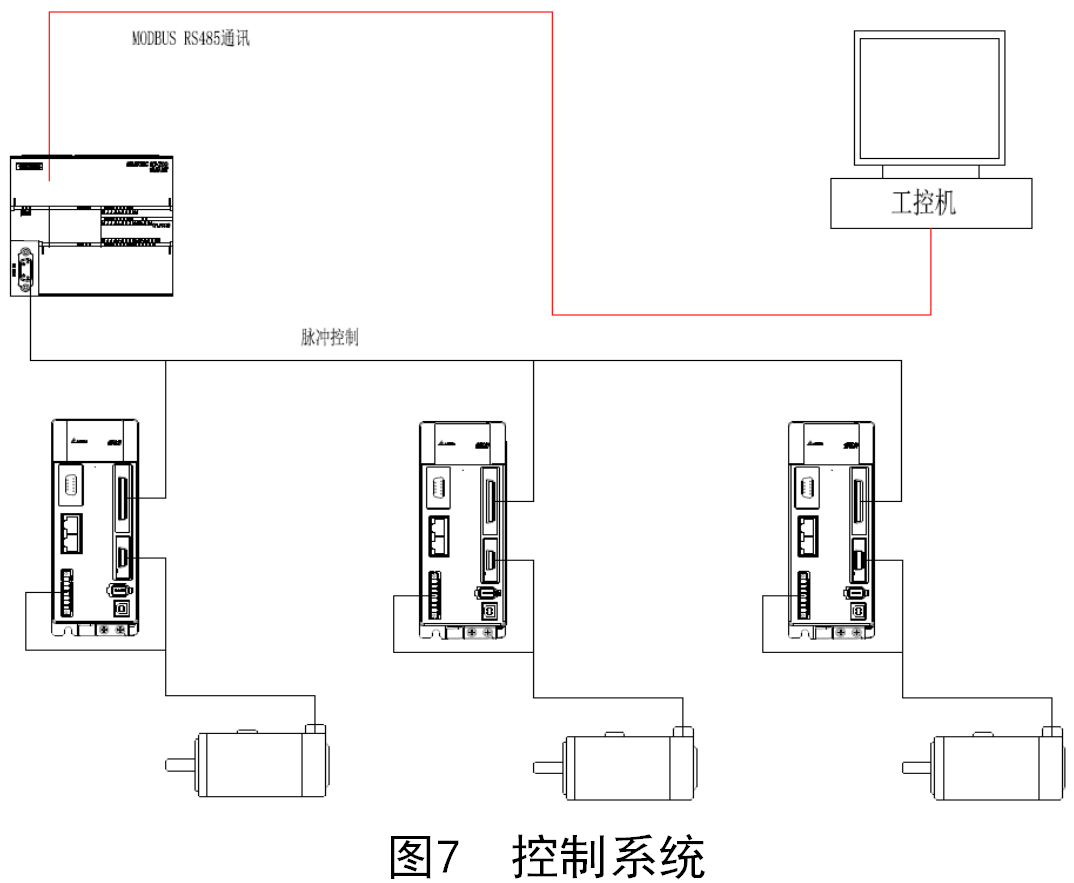
在本检测系统中,电控系统放置于操作台柜体内部。控制采用西门子PLC,控制端口预留多个冗余端口;设备电气整体可靠接地、接零;自动化设计有完善的保护和开放的程序接口;设备有自动保护装置,在安装工件、工件不到位时设备不能启动。
2.3 数据采集
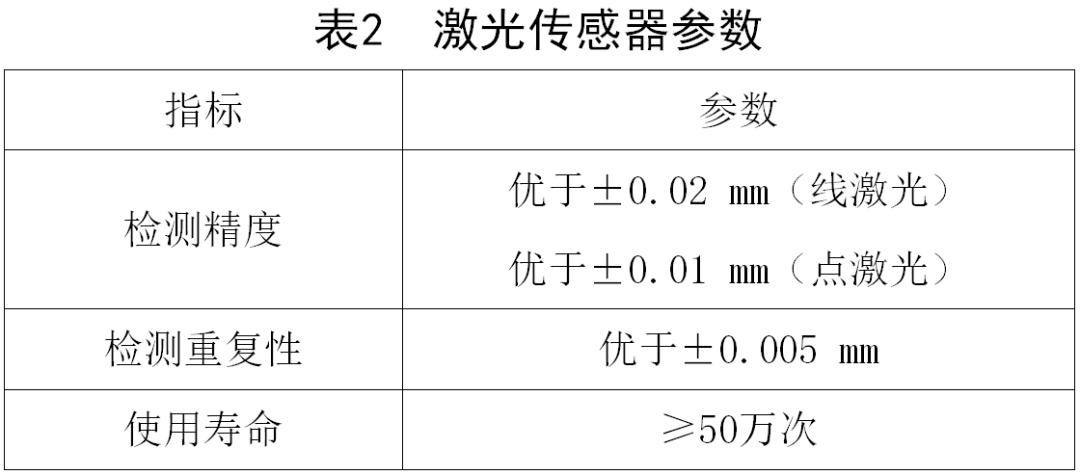
数据采集部分主要包括三部分,分别为线激光轮廓扫描仪、点激光位移传感器及其光学配套部分、整个装置软硬件整合。线激光轮廓扫描仪主要用于装配间隙结构和尺寸的识别和检测,点激光位移传感器及其光学配套部分主要用于装配间隙一定深度上宽度尺寸的精确测量。两个传感器均搭载有伺服运动机构,可配合控制系统伺服移动。
其参数选型如下:
(1)线激光轮廓扫描仪:米铱LLT2600-25;
(2)点激光位移传感器:米铱ILD1420-10(001)。
具体指标参数如表2所示。
3 激光扫描检测工艺及误差补偿
3.1 高精度激光扫描检测工艺
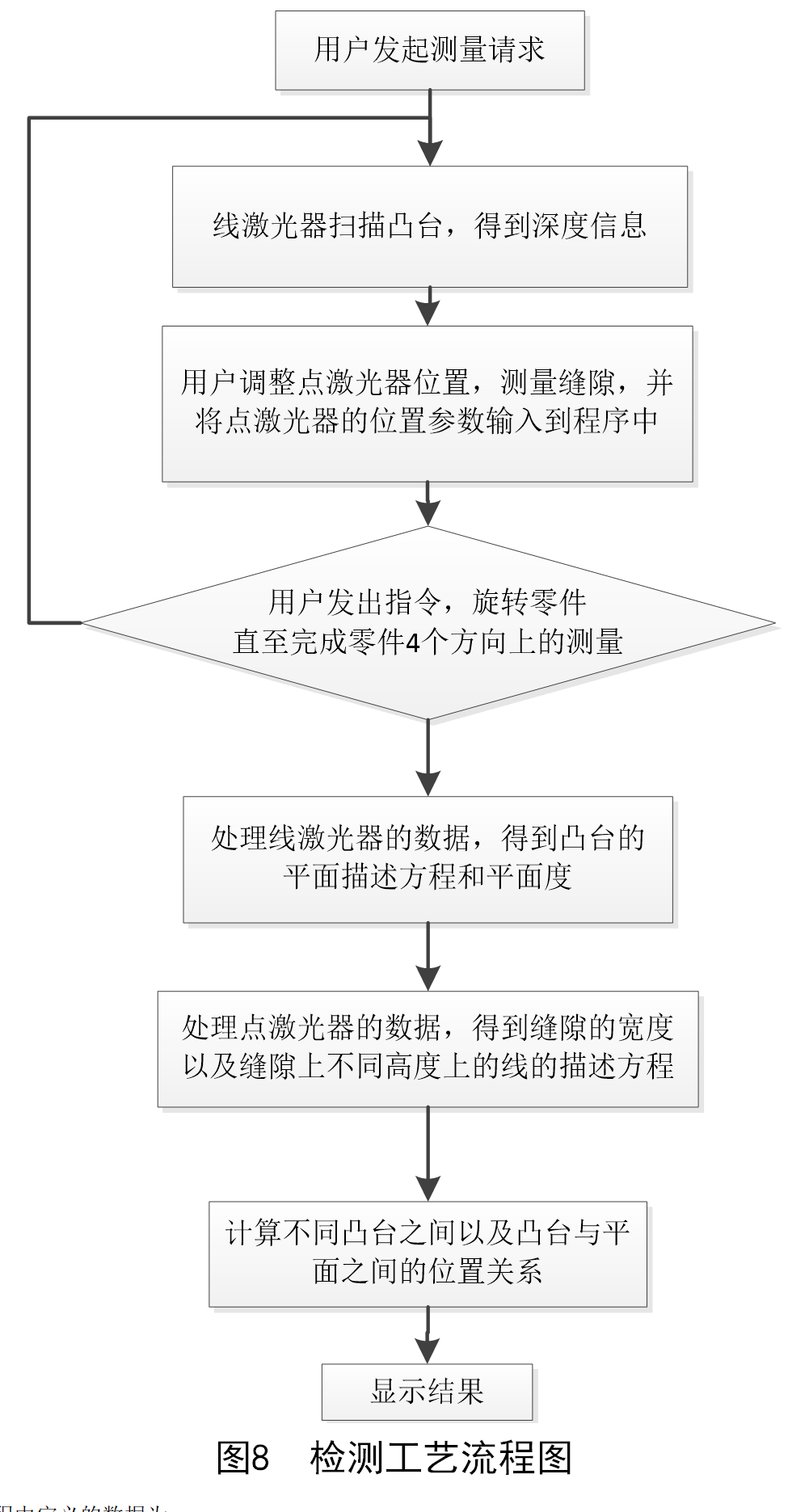
装配间隙尺寸高精度激光扫描检测系统对组件进行检测的整体工艺流程如图8所示,检测通过用户发起,将检测数据构成凸台及其与平面位置关系后结束。
测量过程中定义的数据为:
(1)三维平面:定义描述三维平面的数据结构,能够用于描述零件上凸台的位置信息。
(2)三维直线:定义描述三维直线的数据结构,可以用于描述间隙的位置信息及凸台边界的位置信息。
(3)标定数据:分为位置标定和间隙标定,位置标定描述了线激光器和点激光器的位置关系,用于修正点、线激光器相对位置造成的偏差;间隙标定描述了间隙宽度和点激光器测量数据的线性关系,用于计算实际测量中间隙的宽度。
数据处理模块包括对点、线激光器采集到的数据的处理逻辑,主要分为下面几个部分:
(1)平面拟合:处理线激光器采集到的数据,得到凸台的位置信息,包含对采集数据的转换、筛选及拟合。
(2)直线拟合:处理点激光器采集到的数据,得到间隙上某一条线的位置信息,同时也用于对凸台边缘的求取。
(3)边缘凸台计算:获取凸台的边缘,用于计算不同凸台之间的相对距离。
(4)平面角度计算:计算不同平面之间的相对位置关系,用于检测零件装配是否合格。
(5)平面与直线角度计算:计算平面与直线之间的相对位置关系,用于检测零件装配是否合格。
(6)数据可视化:将点、线激光器采集到的深度信息转换为人便于观察的形式。
(7)平面度计算:用于计算凸台的平面度。
整体扫查工艺过程如下:
(1)由用户启动测量装置,开始对零件进行数据采集,最终由程序获得的数据包含点激光器和线激光器的深度信息,以及采集时点激光器、线激光器和零件的位置信息;
(2)随后程序开始对这些数据进行处理,首先是利用线激光器的数据获取零件上8个凸台在三维空间中的位置信息以及平面度,然后利用点激光器采集的数据计算装配间隙的宽度以及位于间隙不同高度上的直线的描述方程;
(3)计算凸台与凸台、凸台与间隙之间的位置关系,并将其显示在界面中。
3.2 误差补偿
系统误差来源于机械误差和信号处理误差,补偿方法分别如下:
(1)加工和装配导致的机械误差修正方法:机械零件的加工误差和装配误差导致传感器与被测面可能有一定的角度偏差,因此,在装配完成后,还需利用已知尺寸的标定板进行标定。
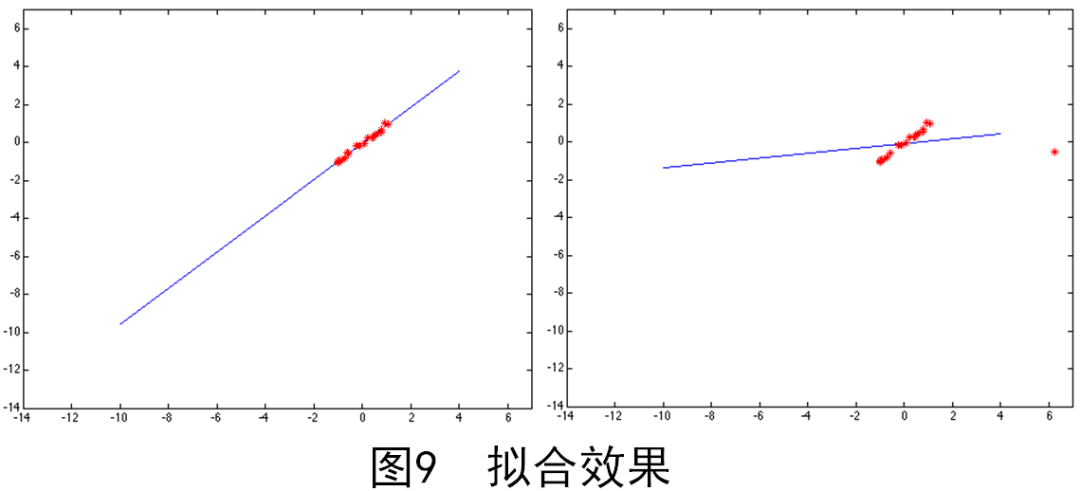
(2)信号处理误差修正方法:对于平面的拟合建模,如果采用应用最为广泛的最小二乘法进行拟合,虽然目标明确,优化会显得十分容易,但是其对异常值十分敏感,不易得到最优的拟合结果,鲁棒性很差,如图9所示。
为此,本项目引入基于随机抽样一致(RANSAC)算法,结合最小二乘法进行平面拟合。具体方法如下:
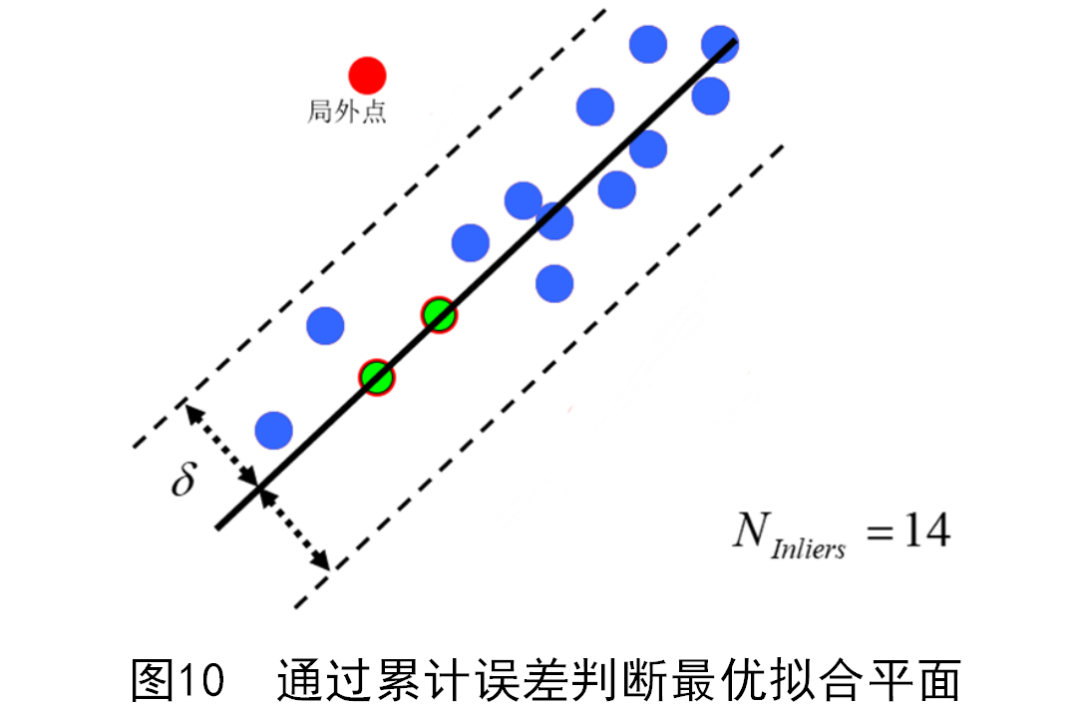
由Di=(zi-zi')2得到每个点到平面的距离之后,设定一个δ值(拟合点到平面的距离),若Di≤δ,则判定该拟合点处于拟合区域内,然后给该平面打分,得出该平面得分 。当拟合出所有平面后,找出得分最高的平面,即最优拟合平面。如果存在得分相同的平面,可以通过其累计误差最小来判断找出最优拟合平面,如图10所示。
。当拟合出所有平面后,找出得分最高的平面,即最优拟合平面。如果存在得分相同的平面,可以通过其累计误差最小来判断找出最优拟合平面,如图10所示。
根据空间坐标拟合工件的空间平面后,可以重绘工件的三维模型,进而判断出工件表面的平整度以及角的垂直度。
在软件系统中进行拟合时,为避免少数误差点对拟合的平面造成过大的影响,需要迭代进行多次拟合,并在每次拟合中根据点到上一次拟合得到的平面的距离,求出不同点在拟合过程中需要设置的权重,确保距离更远的点得到更小的权重,从而减少误差点对拟合的平面的影响。
4 结论
文提出了一种基于点激光和线激光扫描的装配间隙尺寸检测方法,主要结论如下:
(1)利用激光扫描仪和工业机械臂搭建了检测与定位系统,实现人机交互、传感器/电机的自动化控制,以及数据的采集处理、分析导出等功能。
(2)利用激光三角定位法,实现了连续距离检测,同时通过判定平面各个位置到传感器距离,得到了其表面平面度情况。
(3)基于随机抽样一致(RANSAC)算法,结合最小二乘法得到了工件的最优拟合空间平面,实际测试如果存在得分相同的平面,即通过其累计误差最小来判断找出最优拟合平面。
本文方法对装配间隙尺寸的高精度检测与定位效果相比传统方法更优,能满足生产制造中大部件的装配需求,具有较高的工程应用价值。
审核编辑:汤梓红
-
高精度CCD尺寸自动检测系统的光学系统设计.pdf2012-07-20 0
-
在线动态非接触高精度激光测厚与面密度检测技术的简介2015-11-29 0
-
瓷砖尺寸检测系统2015-11-30 0
-
激光干涉仪检测应用——重复定位精度测量2017-07-17 0
-
高精度激光位移传感器2017-07-20 0
-
高精度3D扫描如何实现?2019-08-06 0
-
广州工件形变量三维扫描全尺寸检测尺寸比对服务2020-07-21 0
-
DAC帮助激光打标系统提高精度的方法2021-01-15 0
-
怎样去设计一种激光扫描尺寸测量系统?2021-04-15 0
-
基于激光扫描的储矿场散装物料计量系统2009-09-03 490
-
注塑件尺寸检测蓝光三维扫描仪高精度3d尺寸测量服务2023-02-28 1478
-
尺寸检测服务高精度3d扫描工程机械零部件外形尺寸检测2023-03-28 976
-
曲面玻璃3d扫描设备线轮廓测量面轮廓检测间隙面差分析2023-12-20 266
-
泰来三维| 高精度工业3D扫描助力模具检测和逆向设计“数字化”发展2024-01-29 157
-
纳秒激光焊接机如何实现高精度焊接2024-01-29 364
全部0条评论

快来发表一下你的评论吧 !
