

扩频通信在遥控系统中的应用
通信设计应用
描述
引言
扩频技术是指用很大的频带宽度(与信号带宽的相比)来传输信息的技术。为了扩展发射信号的频谱,可使用不同技术对所传的信息进行处理,从而产生了不同的扩频调制类型。常见的扩频类型有:直接序列(DS)、跳频(FH)、跳时(TH)和线性调频脉冲(Chirp)等;另外,这些技术也常常组合起来使用,形成组合或混合类型的扩频技术,以此技术进行信号的传输便形成了扩频通信技术。
在许多施工现场,需要一种带有遥控调节的装置进行远距离操作。以在工业焊接的施工过程为例,目前常用的焊机遥控器是有线遥控器,即从焊机引出多芯控制电缆与遥控盒相连,通过遥控盒上的电位器和控制开关,实现对焊接规范参数的调节。多芯控制电缆长度一般在50至200米,焊工每次施工前后,都要布线、收线,不仅劳动强度大且使焊接现场混乱,不便于管理;另一方面施工现场环境较恶劣,多芯电缆很容易磨损或断裂,以致无法正常工作;同时过长的控制电缆增加了设备成本。
本文利用扩频通信技术实现的电焊机用载波遥控器很好地解决了上述问题,它以扩频通信芯片SC1128为核心,通过单片机的控制巧妙地实现了焊接电流、推力电流、焊接方式等参数的设定、显示、传输。该遥控器无控制电缆,携带方便,便于施工现场管理 ;焊接电流和推力电流等参数采用数字显示,直观并且调整方便,可精确到1安培,焊机与遥控器之间距离200米以上仍可进行可靠的数据传输,克服了多芯控制电缆实际使用中的诸多缺点,实现了快速、高精度、灵活、多功能的信号传输控制,解决了远距离信号传输的不可靠性问题,同时提供了良好的人机互动界面。
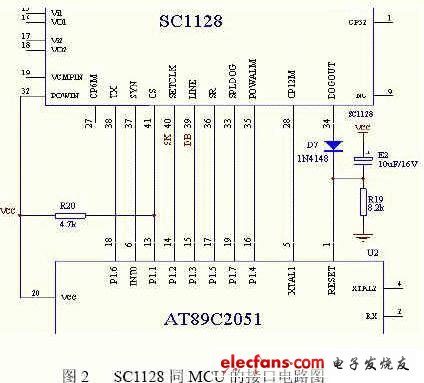
1 SC1128与单片机的接口
SC1128第28脚为电路工作主时钟的二分之一的晶振输出(其峰峰值约为4V),近似正弦波;32脚电压监测端;33脚看门狗输入端,正常工作时应该在768mS内产生一次高低电位变化;34脚看门狗输出端,与33脚配合,正常时输出低电平,否则输出三分之一占空比的复位脉冲;35脚与32脚配合,当电源信号低于监测值时,输出低电平,当高于监测值,则输出高电平;36脚收发控制端,0为接收,1为发射;37脚在发射和接收同步后产生同步脉冲信号,频率随工作主时钟和周波的变化而变化;38脚为输出发送和接收的数据;39脚为设置数据及状态的输入输出端;40脚为同步设置时钟输入端;41脚为片选输入端。
数据收发流程:
当发射状态时,单片机将SR端(36脚)置高,1128芯片发出同步头(37脚),单片机通过TX端(38脚)同步发送数据。
当接收状态时,单片机将SR端(36脚)置低,1128芯片若接收到数据,则产生同步头,通过TX端(38脚)将数据同步发送到单片机。
2 载波遥控器设计
单片机的结构和指令功能都是按工业控制要求设计,体积小、重量轻、价格低、功能强;而且数据大部分在单片机内部传送,运行速度快,抗干扰能力强,可靠性高。随着微处理器技术的发展,单片机的速度越来越快,功能越来越强[4]。结合扩频通信芯片SC1128的特点,充分发挥单片机的数据处理能力、逻辑判断能力和可编程的特点,结合软件设计,可完成载波遥控器的各种要求。
2.1载波遥控器设计要求
遥控器上可进行焊接电流、推力电流选择,氩弧焊、手工焊焊接方式选择,焊机关闭、启动选择及这些状态的指示;焊接电流、推力电流的设定值显示;实现焊接电流、推力电流的连续可调功能;最近一次操作状态的记忆功能;接收成功后的反馈信息显示功能。
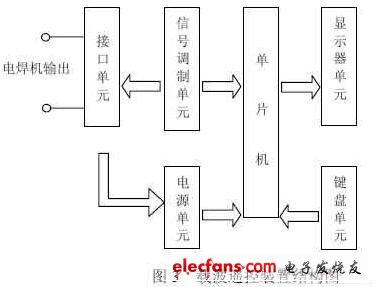
2.2 硬件电路设计
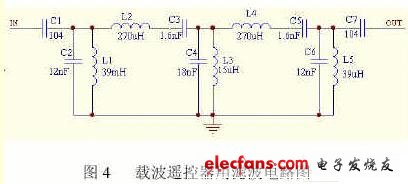
载波遥控器的硬件结构图如图3所示。控制硬件电路的设计主要考虑功能的完善性、可扩展性,人机界面的灵活性、可操作性。载波遥控器主要由六部分功能电路组成:单片机、显示器单元、键盘单元、接口单元、电源单元和信号调制单元。单片机选用美国SST公司的FLASH型SST89E52RD2。它除了具有8051单片机的全部功能之外,又增加了许多实用的资源,可以在线应用编程(IAP),省去编程器,协议自定的远程升级,维护安全又方便。具有16K的非易失性存储空间,掉电后数据不丢失,内嵌2块小扇区的FLASH存储器,任意一块可做为数据或程序存储器,并且可以省掉外挂的E2ROM,节省有限的载波遥控器PCB板空间。内置的看门狗定时器,可防止系统的死机。另外,单片机SST89E52RD2还具有5通道的可编程计数器阵列(PCA),便于以后载波遥控器功能的扩展。选用SST单片机的一个最大好处是:它具有很强的抗干扰能力,在MCS51单片机中,SST的单片机应该说抗干扰能力最好的。信号调制单元以扩频通信芯片SC1128为核心,完成各个设置参数的发送任务和对方接收成功的反馈信号。单片机将发送信号通过串口发给SC1128将信号进一步处理后,发给信号放大器,再经过高频耦合变压器传到电焊机输出电缆上,安装在电焊机中的接收部分将此信号取出,滤波放大后给SC1128。SC1128和MCU的接口电路上面已经做了介绍,如图2所示。接收部分的工作原理和发送处是一样的,这里不再累述。接口单元中由一个带通滤波器和对电焊机输出电压的整流部分组成。这里介绍一个实用的滤波器,很适合处在电磁干扰很强的电焊机使用。该滤波器为带通滤波器。其不仅要将带外杂波滤除,还要保证前后级之间的阻抗匹配,以达到顺利传递信号的目的。由于主晶振的工作频率不同,载频也不同;调制周波数和数据传输速率不同,带宽也不同。因此,滤波器的参数在主晶振频率不同时也将有所变化的。本文设计的载波遥控器选用10MHz的晶振频率,数据速率是1Kbps、四周波调制、250KHz载频,带宽为100KHz(200~300KHz)。对于载波遥控器的控制信号而言,1Kbps的数据传输速率已经足够。
硬件电路的设计注重信号的隔离、分立元件的参数选择、芯片的驱动能力和整个载波遥控器的可靠性。电源单元做好降压的同时,保证尽量减少干扰,选用稳压芯片UPC7805,输入端加上共扼滤波磁环,为MCU和SC1128提供稳定的供电。因为载波遥控器体积较小,应充分考虑散热问题,在选择相关的电阻、电容、晶体管时,需慎重分析它们在最大负荷下的功耗参数。显示器单元由3位8段共阳数码管来完成,和MCU通过74HC573并行传输数据,采用动态扫描的方式。按键选用欧姆龙公司的B3W-1042系列产品,以保证可靠性。
2.3 软件系统设计
a.软件部分围绕单片机和SC1128的通信来完成,主程序流程图如图5所示。
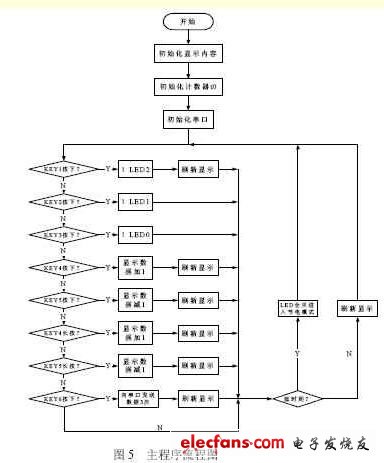
利用MCU实现数码管显示、按键操作的输入都是很简单、很通用的技术,这里不再介绍。
b.SC1128和MCU的通信:
SC1128和MCU的连接如图2所示。SC1128发射或接收数据是通过SR(发射/接收控制端)、TX(发射/接收数据端)和SYN(发射/接收同步脉冲端)三个端进行的。SR=0电路处与接收状态, SR=1电路处与发射状态。
发射状态:当SR=1,发射/接收同步脉冲端SYN输出同步脉冲。当电路处于发射状态时,电路内部在SYN的上跳沿对TX端输入的数据进行锁存,所以外部MCU应当在SYN的上跳沿保持TX端的数据不变化而在SYN的下跳沿可以给出发射的数据。
接收状态:当SR=0,电路处于接收态, SYN端不会立刻输出同步脉冲,只有当电路接收到的数据与本电路“同步”之后,SYN端才能输出同步脉冲。SYN端输出上跳沿时接收数据从TX端锁存输出,并一直保持到下一个上跳沿,因此MCU应在SYN同步脉冲的下跳沿之后从TX端读出数据。
3. 结论
扩频通信芯片SC1128和MCU的结合应用,使得载波遥控器具有很强的抗干扰能力,功能多样并可进行扩展,人机交互界面良好。新技术的应用有效地解决了传统有线遥控器的缺点,具有很大的推广价值。
本文作者创新点:本文利用扩频通信技术实现的电焊机载波遥控器克服了工业现场长距离通信带来的弊端,实现了快速、高精度、灵活、多功能的信号传输控制,解决了远距离信号传输的不可靠性问题,同时提供了良好的人机互动界面。
-
扩频通信理论基础+主要介绍bpsk的调制2009-05-21 0
-
扩频通信技术教程2009-05-22 0
-
扩频通信系统的分类及原理2009-05-22 0
-
扩频通信的基本原理2013-11-15 0
-
扩频通信系统简介2019-07-15 0
-
扩频通信的优点2009-05-20 8727
-
什么是扩频通信,扩频通信的定义2009-05-20 6624
-
CDMA扩频通信2009-05-20 5170
-
扩频通信系统的工作原理2009-05-21 6720
-
跳频扩频通信系统2009-05-22 4649
-
跳时扩频通信系统2009-05-22 6984
-
扩频通信的基本原理(SystemView仿真)2017-11-10 1192
-
什么是扩频通信技术_扩频通信技术的优缺点2017-11-13 31231
-
基于Systemview扩频通信系统仿真分析2017-11-13 871
-
基于SystemView的扩频通信系统仿真研究2021-09-30 675
全部0条评论

快来发表一下你的评论吧 !
