

如何减少锡膏在回流焊、波峰焊接中锡珠出现的几率?
电子说
描述
锡珠和锡球现象是表面贴装工艺的主要缺陷之一,对于SMT来讲是一个复杂而棘手的问题,要将其彻底消除,是十分困难的。
一、锡珠的危害
常见的有大约0.2mm~0.4mm之间的焊珠,或者有些超过了这个范围,他们大多集中于片状阻容元件周围。锡珠和锡球的存在,不仅影响到电子产品的外观,而且给产品质量带来隐患。由于现代印刷电路板元件密度大,间距小,使用过程中锡珠容易脱落,造成元件短路,影响电子产品的品质。所以,弄清其成因,并对其进行有效的控制,就显得十分重要。
二、锡膏产生锡珠的原因
一般而言,锡珠的产生原因是多方面的。印刷锡膏的厚度,锡膏成分和氧化程度,模板的制作和开口,焊膏吸水与否,元件贴装压力,元器件和焊盘的焊接性能,再流焊温度的设置,外部环境的影响都可能是焊接锡珠的原因。
那么焊珠的产生原因和解决办法有哪些呢?
锡膏的选择直接影响焊接质量。焊锡膏中的金属含量、焊膏的氧含量、焊锡膏中合金焊料的粒度、焊膏印刷的厚度等因素都会影响焊珠的生产。
1、焊膏中金属含量。通常锡膏产品中金属合金的质量百分比为88%~92%,锡膏体积占比约为50%。随着金属含量的增加,焊锡膏的粘度增大,这可以有效抑制预热过程中蒸发所产生的力。此外,金属含量的增加,使得金属粉末排列得很紧,在熔化时,可以更好地结合而不会被吹散。另外,金属含量的增加还会减少焊膏印后的“塌陷”,从而不容易产生焊珠。
2、焊膏中的金属氧化物含量。通常来讲,焊锡膏含氧量越高,焊接时的结合阻力越大,焊膏与焊盘间的越不容易润湿,可焊接性能越差。试验结果表明:锡珠产生率与金属粉的氧化程度成正比。一般而言,焊锡膏一般氧含量和最高氧含量分别不应高于0.05%和0.15%。
3、锡膏内金属粉末颗粒大小。焊接过程中锡膏合金尺寸越小,焊膏合金总表面积越大,导致较细粉体的氧化程度增加,使锡珠产生现象加剧。试验结果表明:选择粒度越小的焊膏越容易产生锡珠。

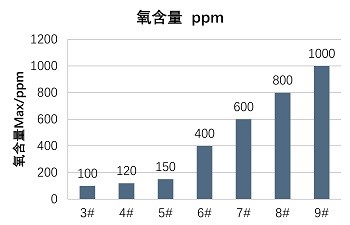
深圳福英达超微锡膏合金焊粉尺寸及氧含量
随着锡膏焊粉粒径减小,比表面积急剧增大
锡膏焊粉氧含量控制在合理范围,有效降低锡珠产生几率
4、锡膏印刷厚度。锡膏印刷后的厚度是印刷的重要参数,一般在0.12-20mm范围内。过厚的焊膏会引起焊锡膏“塌落”现象,更容易产生锡珠。
5、焊膏中助焊剂的用量和焊剂活性。如果助焊剂的量过大,锡膏更容易局部塌陷,导致焊珠易产生。此外,助焊剂活性小时,助焊剂的去氧能力弱,也容易产生锡珠。免清焊膏的活性比松香焊膏和水溶性焊膏低,因而较易形成焊珠。
另外,焊膏在使用前,一般要冷藏在冰箱内,取出后应使它在室温下重复恢复后使用,否则,焊膏很容易吸收水分,进而造成锡膏飞溅而形成焊珠。
审核编辑 黄宇
-
回流焊 VS波峰焊2015-01-27 0
-
波峰焊“锡球”2016-08-04 0
-
转:波峰焊“锡球“2016-08-04 0
-
回流焊设备四大温区作用详解2017-07-12 0
-
通孔回流焊简述2018-09-04 0
-
THR焊点和波峰焊点2018-09-05 0
-
回流焊原理以及工艺2018-10-16 0
-
波峰焊出现锡球2019-07-04 0
-
波峰焊和回流焊简介和区别2020-06-05 0
-
波峰焊定期维护和波峰焊的日常保养方法注意事项2020-06-20 0
-
波峰焊产生锡球的原因2020-06-27 0
-
一分钟教你如何辨别波峰焊和回流焊2023-04-15 0
-
详细分享怎样设定锡膏回流焊温度曲线?2023-04-21 0
-
分享一下波峰焊与通孔回流焊的区别2023-04-21 0
全部0条评论

快来发表一下你的评论吧 !
