

设备维修现场:轴承位修复,来看看到底有多简单
描述
轴类出现磨损的原因有很多,但是最主要的原因就是用来制造轴的金属特性决定的,金属虽然硬度高,但是退让性差(变形后无法复原),抗冲击性能较差,抗疲劳性能差,因此容易造成粘着磨损、磨料磨损、疲劳磨损、微动磨损等,大部分的轴类磨损不易察觉,只有出现机器高温、跳动幅度大、异响等情况时,才会引起人们的察觉,但到人们发觉时,大部分轴都已磨损,从而造成机器停机。

一、轴承位修复工艺分析
1、传统修复工艺
国内针对轴类磨损一般采用的是补焊、镶轴套、打麻点等,如果停机时间短又有备件,一般会采用更换新轴。补焊机加工工艺本身容易使轴表面局部产生热应力,造成断轴的隐患,而且补焊机加工工艺需要花费大量的人力和时间对设备进行拆卸、运输和安装,其修复时间较长,综合修复费用高,长期的停机停产也将给企业造成大量的经济损失。襄轴套、打麻点修复工艺存在配合面是点接触问题,不是面接触,给设备长期安全运行留下隐患。
2、高分子复合材料修复工艺
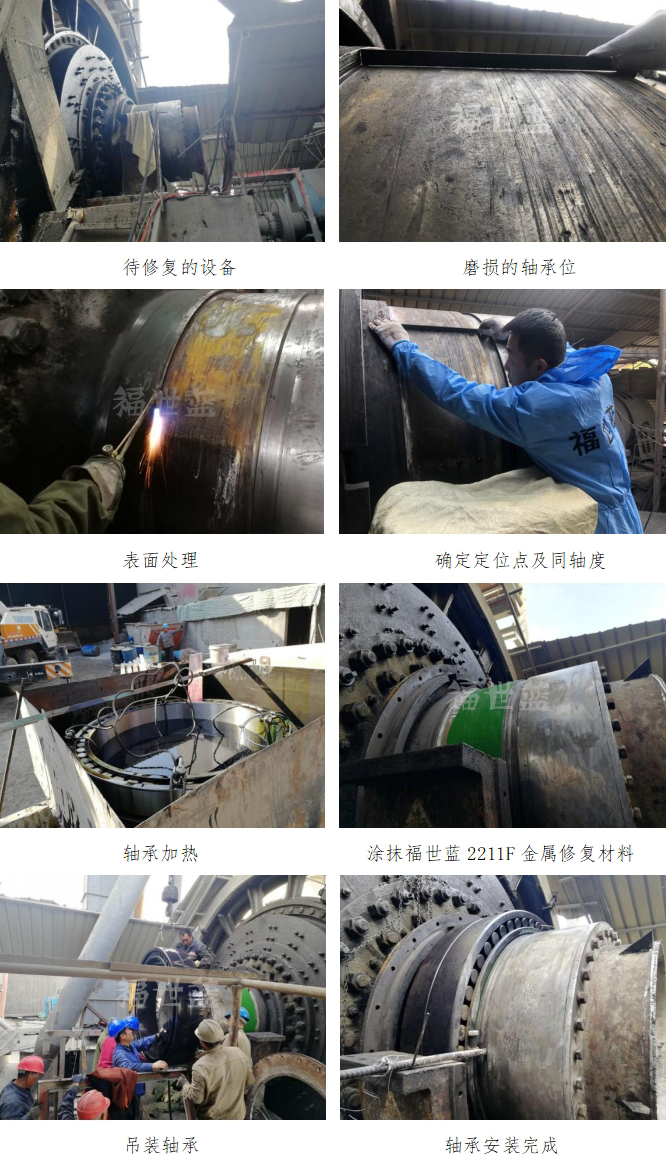
采用高分子复合材料修复工艺,无需对设备进行大量拆卸,修复周期短,一般8-12小时内完成修复工作。
根据不同磨损情况采用不同修复方案,如“模具修复”、“部件对应关系修复”、“高分子材料配合机加工修复”、“传统工艺配合高分子材料修复”,可以最大限度确保修复部位与配合部件之间的配合关系,同时利用复合材料本身具有的抗压、抗弯曲、高延展率等综合优势,可有效地吸收外力冲击,极大缓解外力冲击对轴和轴承配合部位的破坏,避免间隙的产生,同时避免因间隙的增大对轴造成的二次磨损,延长设备的使用寿命,确保企业的安全连续生产。
本文为大家介绍介绍“模具修复”和“部件对应关系修复”两种修复法。
二、轴承位修复案例展示
案例一:采用模具修复方案修复轴磨损

案例二:采用部件对应关系修复法修复球磨机轴承位磨损
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
医疗3D打印机到底有多厉害?2019-08-02 0
-
5G到底有什么作用?2019-08-16 0
-
Linux与Unix到底有什么不同2020-05-08 0
-
现场修复立磨轴承位磨损教程2022-02-11 416
-
现场在线修复斗轮机轴承位磨损的解决方案2022-10-24 249
-
现场修复辊压机轴承孔磨损的技术2023-03-16 292
-
关于轴承室磨损修复的那些方法2023-05-04 151
-
窑尾风机轴承位磨损修复方法2023-05-29 139
-
【冷剪机维修】冷剪机轴承位磨损的现场修复技术2021-10-12 549
-
「现场维修」专业的修复工艺轻松应对轴磨损故障2021-12-14 316
-
维修模式大升级!8小时现场修复立磨摇臂轴承室磨损2023-02-20 1046
-
造纸真空压榨辊轴承位磨损?用这种方法修复,可以让维修变得更简单有效2023-06-14 665
-
索雷现场修复技术修复轴承位磨损优势2023-12-28 70
-
立磨减速机轴承位磨损现场修复2024-01-15 78
-
减速机轴承室修复,只需要一抹一刮,来看看到底有多简单2024-03-18 95
全部0条评论

快来发表一下你的评论吧 !
