

影响马达性能的线圈 (上)
汽车电子
描述
用来驱动EV及HEV的马达要求尺寸小、重量轻而且价格低。其中重要的基础技术就是“线圈绕线方法”了。将扁平线相对于内芯纵向缠绕;在不分割内芯的情况下高密度绕线;将16根裸导线拧在一起缠绕,并避免交叉。这些绕线措施将直接关系到马达的性能,甚至EV的性能。

马达技术对EV(电动汽车)及HEV(混合动力车)的发展起到支撑作用。尽管该领域不像电池那样能够成倍提高性能,但疏忽大意的话同样会在竞争中落败。因为这种技术还有进步的“空间”。
马达的主要部件——线圈目前正在以占空比为轴心不断发展进步。占空比是实际导线截面积在与电流垂直的平面切割线圈时的截面积中所占的比例。如果占空比提高,便可实现尺寸小、重量轻且强有力的马达。
早晚会采用扁立绕法
图1:利用PEEK胶带绝缘后的扁立绕组线圈
可以看到胶带斜向缠绕。转角处因加工而出现了严重变形,不过胶带表现出了良好的追随性
“能够使用‘扁立(Edge Wise)绕法’线圈”是马达技术人员的梦想。扁立绕法线圈是将导线边缘(Edge)紧贴内芯(铁芯),将导线相对于内芯纵向缠绕的线圈(图1)。因散热性出色,能够提高马达的输出功率。
目前已经出现了距离这一梦想更近一步的技术。那就是由聚醚醚酮(PEEK)制成的绝缘胶带。PEEK树脂销售商Victrex Japan与Towatec及浦谷工程共同开发出了利用这种胶带对扁平线进行高密度扁立卷绕的加工技术。
就少量生产来说,扁立绕法是始于大正时代的技术。在EV方面,已被电抗器(Reactor)等小型产品采用。但此前尚未用于马达,更不用说用于汽车的大型马达。
线圈的导线一般为截面呈圆形的圆形线〔图2(a)〕。后来又发展为正方形及长方形的方形线,在长方形导线中,又出现了纵横比较大的扁平线。目前已开始普及的是采用扁平线绕制的平绕线圈〔图2(b)〕。马达技术人员的梦想是在此基础上进一步发展成扁立绕法线圈〔图2(c)〕。
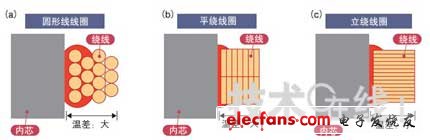
图2:因线圈线不同而产生的差别
由(a)圆形线发展为(b)平绕法扁平线。(c)下一目标是扁立绕法扁平线。红色部分的温度会上升。
平绕的别名又称倒绕。这是一种使扁平线的平坦面紧贴内芯进行卷绕的方法。给人的印象是将丝带线紧紧卷绕在内芯上。另外,虽说是“紧贴内芯”,但有时也在其他工艺中加工以后再插入内芯。
扁立绕法与平绕法相比,导线的卷绕方法相差90度。弯曲的部分外侧大幅伸展,而内侧则大幅收缩。给人的印象从丝带线缠绕,变成了塑性加工。难度一下子提高不少。
如果用圆形线绕制线圈的话,就无法期待获得多高的占空比。由于是在四方形空间中并排放置圆形物体,因此到处都会留下缝隙。计算式的分子中不包含绝缘皮膜截面积的“标准占空比”只有35~55%左右。而采用方形线的话,就能消除缝隙,使占空比提高至62~85%。
无论是平绕法还是扁立绕法,占空比都不会产生多大差别。产生差别的是散热性。驱动马达旋转时,与铜损相当的电力会在线圈内变成热量。由于要防止过量电流损害绝缘材料,因此电流的上限值一定,这样输出功率也一定。要提高输出功率,就需要不断进行冷却。
线圈产生的热量会从内芯散发到定子外侧的圆环,然后释放到马达表面的散热片及冷却水流道中。使用圆形线绕制线圈的话,热量就会沿着导线→绝缘材料→缝隙→绝缘材料→相邻导线这一路线反复流通。当然,因到达内芯的热阻力较大,因此会导致导线温度上升。
如果是方形线或扁平线的话,只要仔细卷绕,就能使缝隙缩小,热量的通路会缩短为导线→绝缘材料→相邻导线,这样就会提高散热性。即便如此,远离内芯的导线的热量也会在数次通过绝缘材料后最终到达内芯。因导线为铜线,因此热传导率较高,而绝缘材料的热传导率较低。
采用扁立绕法时,所有导线的边缘都会接触内芯。因此热量不会传至“相邻导线”。通路可简化至导线→内芯。热阻力会变得极小。
很难用扁平线制造漆包线
在此需要介绍一下绝缘胶带。要采用扁立绕法绕制线圈,需要使用纵横比极大的扁平线。但此前存在绝缘问题,因此制造起来比较困难。
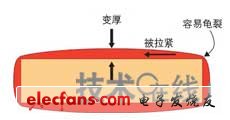
图3:用扁平线制造漆包线时
涂膜厚度不均匀,有时会导致涂膜龟裂。
以往的绝缘材料是名为漆包线的材料。其实涂布的是聚酯及聚酰胺-酰亚胺(PAI)等绝缘材料。涂布后还需要烘干,涂膜会在烘干后收缩。如果是圆形线的话,收缩会比较均匀,而扁平线却会出现问题。由于涂膜会收缩,也就是相互吸引,因此很多绝缘体会聚集在长边的中央部,导致涂膜厚度增加(图3)。边角部分则被周围拉紧,导致涂膜变薄。纵横比较大时,甚至会导致涂膜龟裂。
作为解决这一问题的对策,扁平线不使用涂膜而用绝缘胶带的情况居多。原来选择的对象是聚酰亚胺(PI)胶带。PI薄膜比较硬。采用扁立绕法时,缠绕胶带后要进行“塑性加工”,因此若胶带不会相应伸展或收缩的话就会很麻烦。所以,以前在扁立绕法中采用PI薄膜比较困难。而PEEK可以伸缩,能够适应“塑性加工”。
选择PEEK有助于实现扁立绕法的另一个原因是具有耐热性。采用扁立绕法时,会受到很大的加工应力。构成导线的Cu(铜)晶格会发生移位,导致晶体配置混乱,造成电传导率下降。极端情况下会比铜的电传导率数值低20%。这对于要求减小铜损的马达而言是致命的缺点。认为“扁立绕发线圈是尚未实现的梦想”的人非常重视这一点。
而对此起到有益作用的是PEEK的耐热性。缠上胶带并进行加工后可以退火。退火之后,有望使电传导率恢复。通过加工可使下降的电传导率恢复一半左右。
尽管导线在不断改进,但采用扁立绕法的绕线机的开发与竞争才刚刚开始。支撑导线的方法及施力方法等技术都比较难以掌握,需要使用非常高端的绕线机。而且,由于需要进行塑性加工,因此很难像普通的绕线机那样实现高速卷绕。虽说距离“梦想”更近了一步,但在实用化之前还是得必须跨过很高的技术壁垒才行。
-
 刘牛牛
2014-02-10
0 回复 举报我是专门生产扁平线圈的,这个问题已经不是问题了。 收起回复
刘牛牛
2014-02-10
0 回复 举报我是专门生产扁平线圈的,这个问题已经不是问题了。 收起回复
-
 班志军
2013-03-04
0 回复 举报在制造线圈时的过程恳定造成晶格破坏,哪圆线不会没有吧?对于绕制线圈时的漆膜分布,个人不认同。再做一下功课吧。 收起回复
班志军
2013-03-04
0 回复 举报在制造线圈时的过程恳定造成晶格破坏,哪圆线不会没有吧?对于绕制线圈时的漆膜分布,个人不认同。再做一下功课吧。 收起回复
-
无位置传感器马达的原理2016-01-19 0
-
如何利用线圈制作简易马达2021-06-01 0
-
低成本单线圈 直流无刷马达(风扇)驱动IC2021-07-05 0
-
低成本单线圈 24V 直流无刷马达(风扇)驱动CC64012021-07-05 0
-
怎么让定子上的线圈产生切合时机的磁场呢2021-08-12 0
-
CC6407单线圈直流无刷马达(风扇)驱动IC概述2021-09-14 0
-
马达绕线机排线部件常见故障有哪些?2022-11-19 0
-
变压器与直流马达2009-11-25 1269
-
影响马达性能的线圈 (下)2012-07-24 4909
-
如何使用XILINX方案提高马达控制驱动性能2018-05-24 4822
-
电机马达线圈绕法_自制绕线马达怎么绕线?2018-05-22 76186
-
音圈马达和直线马达有什么联系,他们的区别是什么2020-09-18 2698
-
直流无刷马达驱动IC CCH477数据手册2021-12-17 1167
-
电机马达线圈绕法2022-04-07 15984
-
马达线圈制造工艺必备的UVLED固化设备2023-04-04 209
全部0条评论

快来发表一下你的评论吧 !
