

通信电缆的接续工艺和电缆接头封焊规范要求
通信技术
描述
电缆接头封焊规范要求
1、导体的连接导体连接要求低电阻和足够的机械强度,连接处不能出现尖角。中低压电缆导体连接常用的是压接,压接应注意:
(1)选择合适的导电率和机械强度的导体连接管;
(2)压接管内径与被连接线芯外径的配合间隙取0.8~1.4mm;
(3)压接后的接头电阻值不应大于等截面导体的1.2倍,铜导体接头抗拉强度不低于60N/mm2;
(4)压接前,导体外表面与连接管内表面涂以导电胶,并用钢丝刷破坏氧化膜;
(5)连接管、线芯导体上的尖角、毛边等,用锉刀或砂纸打磨光滑。
2、内半导体屏蔽处理。
凡电缆本体具有内屏蔽层的,在制作接头时必须恢复压接管导体部分的接头内屏蔽层,电缆的内半导体屏蔽均要留出一部分,以便使连接管上的连接头内屏蔽能够相互连通,确保内半导体的连续性,从而使接头接管处的场强均匀分布。
3、外半导体屏蔽的处理。
外半导体屏蔽是电缆和电缆接头绝缘外部起均匀电场作用的半导电材料,同内半导体屏蔽一样,在电缆及接头中起到了十分重要的作用。外半导体端口必须整齐均匀还要求与绝缘平滑过渡,并在电缆接头增绕半导体带与电缆本体外半导体屏蔽搭接连通。
4、电缆反应力锥的处理。
施工时形状、尽寸准确无误的反应力锥,在整个锥面上电位分布是相等的,在制作交联电缆反应锥时,一般采用专用切削工具,也可以用微火稍许加热,用快刀进行切削,基本成型后,再用2mm厚玻璃修刮,最后用砂纸由粗至细进行打磨,直至光滑为至。
5、金属屏蔽及接地处理。
金属屏蔽在电缆及接头中的作用主要是用来传导电缆故障短路电流,以及屏蔽电磁场对临近通讯设备的电磁干扰,运行状态下金属屏蔽在良好的接地状态下处于零电位,当电缆发生故障之后,它具有在极短的时间内传导短路电流的能力。接地线应可靠焊接,两端盒电缆本体上的金属屏蔽及铠装带牢固焊接,终端头的接地应可靠。
6、接头的密封和机械保护。
接头的密封和机械保护是确保接头安全可靠运行的保障。应防止电缆接头内渗入水分和潮气,另外在接头位置应搭砌接头保护槽或装设水泥保护盒等。
7、具体要求可查阅GB 50168 《电气装置安装工程电缆线路施工及验收规范》,第六章。
电缆接头规范
1、低压电缆接头规范
对低压电缆接头应做到:
① 电缆接头应牢固可靠,并做绝缘包扎,保持电缆绝缘强度。
② 低压电缆接头不得承担张力。
③ 低压电缆接头在符合要求的前提下,包扎要美观。
低压电缆中间接头操作工艺标准
① 低压电缆接头应使用与电缆线径、材质相对应的接续管。
② 首先用干净的擦布将电缆上的污秽清除干净。
③ 锯掉故障点电缆,分别将两电缆头外护套剥开40cm,去掉钢甲露出电缆线芯。
④ 对接时相与相之间应错开。将每一相线芯剥去接续管长度的1/2内绝缘。
⑤ 按原相序进行对接,接续管与导体连接时应加导电膏,接续管中两导体之间应接触良好,不准有缝隙。
⑥ 压接时应使用相对应电缆型号的压模,每一个接续管不得少于4个压坑。
⑦ 压接完毕后进行绝缘处理,首先用绝缘胶布将外露的导体进行缠绕包扎,缠绕时每一圈胶布应压住上一圈胶布的1/2。
2、电缆接头规范
第一条:由于塑料绝缘电缆材料密实,硬度大,有时半导电屏蔽层与绝缘层粘附精密,而当前专用工具尚不普及,造成剥切困难,易损伤线芯和保留绝缘层的外表面,应特别注意。
第二条:为确保充油电缆线路施工质量,提出了接头,低位终端、高位终端的施工顺序。
第三条:提出了制作中、低压电缆终端和接头必须采取的措施。由于电缆及其附件种类很多,具体施工方法和措施应遵循工艺原则。6KV及以上电缆在屏蔽中金属护套端部电场集中,场强较高,必须采取有效措施减缓电场集中。常用的方法有胀铅、制作应力锥,施加应力带、应力管等措施。
第四条:根据能源部教育司培训电力电缆技工教材,给出了制作35KV及以下电缆终端头及接头的关键剥切尺寸。
第五条:制作塑料绝缘电缆终端和接头必须除去部分半导体电屏蔽层,根据塑料绝缘电缆半导体电屏的的形式,提出了不同的除去方法。对包带石墨屏蔽层必须使用溶剂如丙酮、三氯乙烯等,擦抹时应从高压端部往接地方向单向擦,不要往复擦拭,避免把导电粉末带向高电位。
第六条:三芯油质电缆终端及接头的制作关键是部分保留统包绝缘,扮弯芯线时,不得损伤纸绝缘,绕包附加绝缘、灌注填充油绝缘材料时应尽量消除线芯分支处的气隙。
第七条:为了确保制作充油电缆终端及接头的施工质量,包绕附加绝 缘时应保持一定油不间断的从绝缘内部渗出,避免潮气进入和减少包绕时外来污染,因此不应完全关闭压力油箱,渗出的油及时排出,可提高终端内油质的质量。
第八条:三芯电力电缆接头两侧电缆的金属屏蔽层和铠装层不得中断,避免非正常运行时产生感应电动势而发生放电的现象。
第九条:三芯塑料绝缘电缆日趋普遍,其铜带屏蔽和钢铠在塑料护套之内,端部必须良好的接地。否则当三相电流不平衡时,铠装层因感应电动势可能产生放电现象,严重时可能烧毁护层。因此钢铠必须良好的接地。铜屏蔽和钢铠可分开接地,便于实验检查护层,亦可同时接地。
第十条:运行经验表明,中、低压终端头和接头故障大部分是因为密封不良,潮气侵入绝缘所致,电缆终端和接头的封堵密封式确保质量的另一关键。塑料护套的采用日趋普遍,其密封处理最好采用两种以上的方法,效果更佳。如用胶粘剂,密封后外包自粘橡胶带绑扎包紧。
电缆安装要求:
1、矿用电缆与热力管道平行安装时应保持2m的距离,交叉时应保持0.5m。
2、电缆与其它管道平行或交叉安装时均要保持0.5m的距离。
3、电缆直埋安装时,1-35kV电缆直埋深度应不小于0.7m。
4、10kV及以下电缆平行安装时相互净距不小于0.1m,10-35kV不小于0.25m,交叉时距离不小于0.5m。
5、电缆的最小弯曲半径,多芯电缆不得低于15D,单芯电缆不得低于20D(D为电缆外径)。
6、6kv及以上电缆接头。
A. 安装电缆终端头时,必须剥除半导电屏蔽层,操作时不得损伤绝缘,应避免刀痕及凹凸不平的情况,必要时要用砂纸磨平;屏蔽端部应平整,并要把石墨层(碳粒)清除干净。
B. 塑料绝缘电缆端头铜屏蔽和钢铠必须良好接地,对短线路也应遵循这项原则,避免三相不平衡运行时钢铠端部产生感应电动势,甚至“打火”及燃烧护套等事故。接地引出线要采用镀锡编织铜线,和电缆铜带连接时应用烙铁锡焊,不宜用喷灯封焊,以免烧损绝缘。
C. 三相铜屏蔽应分别与地线相连,注意屏蔽接地线和钢铠接地线应分别引出,相互绝缘,焊接地线的位置应尽量靠下。
7、对电缆终头和中间接头的基本要求:
a. 导体连接良好;
b. 绝缘可靠,推荐采用辐照交联热收缩型硅橡胶绝缘材料;
c. 密封良好;
d. 足够的机械强度,能适应各种运行条件。
8、电缆端头必须防水,以及其它腐蚀性材料的侵蚀,以防因水树引起绝缘层老化而导致击穿。
9、电缆的装卸必须使用吊车或叉车,禁止平运、平放,大型电缆安装时须使用放缆车,以免电缆受外力损伤或因人工拖动而擦伤绝缘层。分享来自山东阳谷绿灯行电缆。
10、电缆如因故不能及时敷设时,应将其放在干燥地方贮存,防止日光曝晒,电缆端头进水等。
通信电缆的接续工艺解析
全塑电缆结构、色谱认识及线序编排
一、目的 1、 解全塑电缆的结构。
2、熟悉全塑电缆色谱。
3、正确进行全塑电缆芯线线序编排。
4、能根据色谱判断线序,能根据线序判断色谱。
二、内容
1、全塑电缆及其结构:凡是电缆的芯线绝缘层、缆芯包带层、扎带和护套均采用高分子聚合物塑料制成的电缆称为全塑市内通信电缆。全塑电缆在结构上主要由缆芯(主要由芯线、芯线绝缘、缆芯绝缘、缆芯扎带及包带层等组成)、屏蔽层、护套和外护层构成。
2、电缆型号及识别:电缆型号是识别电缆规格程式和用途的代号。按照用途、芯线结构、导线材料、绝缘材料、护层材料、外护层材料等,分别用不同的汉语拼音字母和数字来表示,称为电缆型号。如下图所示:
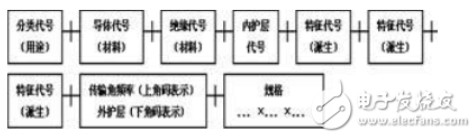
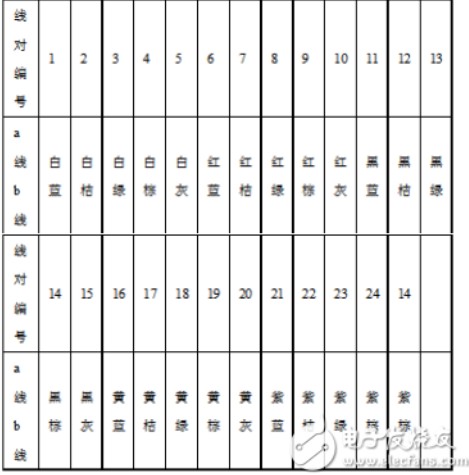
[示例]HYA—100×2×0.5表示铜芯、实心聚烯烃绝缘、涂塑铝带粘接屏蔽、容量100对、对绞式、线径为0.5MM的市内通信全塑电缆。 3、全色谱的含义:是指电缆中的任何一对芯线,都可以通过各级单位的扎带颜色以及线对的颜色来识别,换句话说给出线号就可以找出线对,拿出线对就可以说出线号。 4、色谱:采用十种颜色(领示色表示A线、循环色表示B线、) A线:白、 红、 黑、 黄、 紫 B线:蓝、 橘、 绿、 棕、 灰 对绞线对中各包含一根A线和一根B线,循环成25对为一个子单位。色谱依次为:
25对基本单位结构如下图:
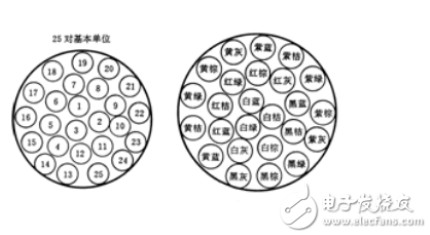
50对的单位称超单位,它是由2个25对基本单位 [或含有两个12对和两个13对的子单位即2×(12+13)对组成]或5个10对基本单位组成。 100对超单位是由4个25对的基本单位[(4×25)对]或L0个10对的基本单位[(10×10)对]组成。 5、备用线对及其色谱:为了保证成品电缆具有完好的标称对数,100对及以上的全色谱单位式电缆中设置备用线对(又叫做预备线对),其数量均为标称对数的1%,最多不超过6对(其中0.32及以下线径最多不超过10对),备用线对作为一个预备单位或单独线对置于缆芯的间隙中。其线序和色谱如下表:

三、工具器材 开缆工具(开缆刀、电工刀、剪刀)、各种电缆线材
四、步骤 1、 识别电缆型号:依据电缆厂家说明书、电缆盘标记或电缆外护层上的白色印记。
2、拗正、固定电缆:电缆一定要顺直、严禁造成扭绞,影响传输性能。
3、开剥电缆:正确使用开缆刀开剥电缆,注意开口长度,(一定要谨慎,注意不要伤及芯线、不得造成芯线散把)。
4、利用扎带区分各超单位(100对或50对)并将其按规范要求扎紧。
5、 编排电缆芯线编排线序:使用旧电缆绝缘芯线对刚开剥的电缆芯线进行编线,5对一组、25对一个循环,编线要紧、间隔均匀、工艺美观整齐,注意不得漏线、错线。编好后一定要注意检查。
6、 正确识别芯线色谱及线序,达到熟练程度。 (二)扣式接线子接续 一、目的 掌握扣式接线子接续法的操作方法及技术要求、能正确熟练地利用扣式接线子进行全塑电缆芯线接续。
五、要求
1、 不出现障碍线对,A、B线正确。
2、 接线正确、熟练,接线子排列整齐、规范
内容 1、 塑电缆芯线接续是全塑电缆敷设施工中的一个重要组成部分。在质量上要求较高: 必须接续可靠和长时期保持应有的性能,以保证通信畅通;要求施工有较高的效率、劳动强度低、操作简便、易于掌握;要求工料费少;适合架空、直埋或管道等各种使用场合。 全塑电缆芯线接续技术主要采用接线子压接法:如美国(3M公司)生产的扣式接线子与模块式接线子的接线法;英国(BICC公司、EGERTON公司)生产的套管式(B型)与槽式(6号)接线子接线法;日本生产使用的销钉式接线子接线法等。我国全塑电缆芯线的接续方法主要采用扣式接线子和模块式接线子接续法。
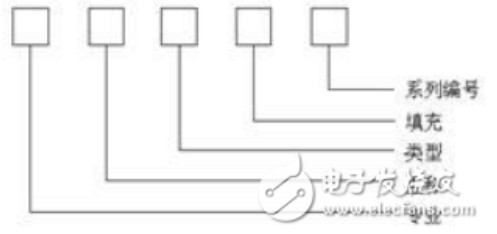
2、 分类必须符合原邮电部标准《市内通信电缆接线子》(YD334—87)的规定,其型号编写方法如下:
3、塑电缆芯线接续的一般规定为: (1)电缆芯线接续前,应核对电缆程式、对数,检查端别,如有不符合规定者应及时返修,合格后方可进行电缆接续。
(2)全塑电缆芯线接续必须采用压接法,不得采用扭接法。
(3)电缆芯线的直接、复接线序必须与设计要求相符,全色谱电缆必须色谱、色带对应接续。
(4)电缆芯线接续不应产生混线、断线、地气、串音及接触不良,接续后应保证电缆的标称对数全部合格。
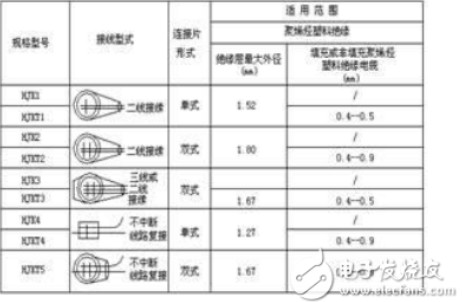
4、 扣式接线子(HJK)接续法是我国广泛采用的小对数全塑全色谱电缆芯线接续方式。扣式接线子,它由三部分组成:扣身、扣帽、“U”形卡接片。
5、国产扣式接线子的程式及使用范围
6、扣式接线子压接钳 扣式接线子压接时,为了保证接续良好,要求将待接续的接线子完全放入钳口内,钳口要平行夹住接线子扣盖和扣身上下两个平面,,钳口张合时应完全平行不可偏斜。压接钳如下图所示。
四、工具器材 压接钳、电工刀、剪刀、小铁锤、钢卷尺、钢丝钳、扣式接线子、全塑电缆
五、步骤 1.扣式接线子接续方法一般适用于300对以下电缆,或在大对数电缆中接续分歧电缆。
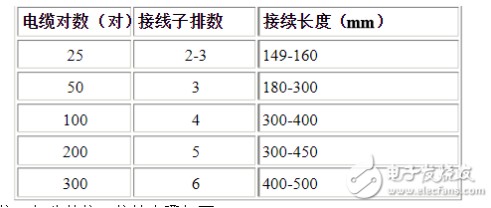
2.全塑电缆接续长度及扣式接线子的排数应根据电缆对数、电缆直径及封合套管的规格等来
确定接线子排列及接续长度见下表。
3. 直接口与分歧接口接续步骤如下:
(1)根据电缆对数、接线子排数,电缆芯线留长应不小于接续长度的1.5倍。
(2)剥开电缆护套后,按色谱挑出第一个超单位线束,将其他超单位线束折回电缆两侧,临时用包带捆扎,以便操作,将第一个超单位线束编好线序。
(3)把待接续单位的局方及用户侧的第一对线(4根),或三端(复接、6根)芯线在接续扭线点疏扭3~4花,留长5CM,对齐剪去多余部分,要求四根导线平直、无钩弯。A线与A线、B线与B线压接。
(4)将芯线插入接线子进线孔内[直接口:两根A线(或B线)插入二线接线孔内。复接:将三根A线(或B线)插入三线接线孔内]。必须观察芯线是否插到底。
(5)芯线插好后,将接线子放置在压接钳钳口中,可先用压接钳压一下扣帽,观察接线子扣帽是否平行压入扣身并与壳体齐平,然后再一次压接到底。用力要均匀,扣帽要压实压平,如有异常,可重新压接。 (6)压接后用手轻拉一下芯线,防止压接时芯线跑出没有压牢。
(三)全塑电缆接头热缩套管封合方法
一、目的 掌握热缩套管的封合操作方法及标准要求
二、要求 热缩套管的型号、选用及其封合操作,正确使用喷灯。
三、内容 1、全塑电缆接续套管及其安装的技术要求:全塑电缆线路的外界环境复杂、多变,外界影响因素较多。既要考虑经常性因素,如夏季烈日照射、严冬的低温和冰凌、风雨和气温变化、以及潮气水份带来的影响;又要考虑突发现象如雷电、台风、地震的影响和电力烧伤、直流管线的泄漏腐蚀等影响。根据电缆线路的维护经验,电缆线路的故障大部分发生在电缆接头封合处,因此选用合适的封合材料和方式正确进行全塑电缆接头封合对设计、施工和维护工作具有极其重要的意义。
2、 全塑电缆接头封合的技术要求
(1)具有较强的机械强度,接头应能承受一定的压力和拉力。
(2)具有良好的密封性,能达到气闭要求。
(3)便于施工和维护方便,操作简单。
(4)具有较长的使用寿命。
3、 热缩套管的选型 根据电缆外径、接头开长、接头外径、电缆保气要求,选择进口、国产产品。部分国产、进口热缩套管的规格分别见下表。
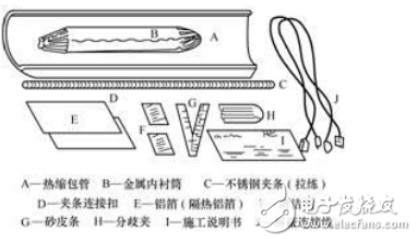
4、热缩套管组件国产热缩套管RSB热缩套管组件如下图。
四、工具材料 电工刀、剪刀、小铁锤、热缩套管及配套材料、喷灯、全塑电缆、手套。
步骤 1、电缆芯线接续完毕后,在电缆两端口处,安装专用屏蔽线。
2、对已接续芯线进行包扎。如图4—1。
3、在电缆接续部位,安装金属内衬套管,并把纵剖面拼缝用铝箔条,或用PVC胶带粘接固定
4、把内衬管的两端全部用PVC胶带进行缠包
5、用清洁剂清洁内衬管的两端电缆外护套,长度为200MM
6、再用砂布条打磨电缆清洁部位
7、在热缩套管两侧向内侧20毫米处的电缆护套划上标记
8、把隔热铝箔贴缠在电缆所划的标记外部
9、用钝滑工具平整隔热铝箔
10、用喷灯加热金属内衬管和铝箔之间的电缆护层约10S,其表面温度为600左右
10、用喷灯加热金属内衬管和铝箔之间的电缆护层约10S,其表面温度为600左右
11、将热缩套管居中装在接头上,如遇有分支电缆时,应装上分歧夹
12、分歧电缆一端,距热缩套管150毫米处应用扎线永久绑扎固定后,方可进行加温烘烤热缩套管
13、用喷灯首先对热缩管夹条(拉链)两侧进行加热,使热缩管拉链两侧先收缩,然后再从热缩管中下方加热
14、热缩套管下方加温收缩后,喷灯向两端(先从任一端)圆周移动加热,温度指示漆应均变色,直至完全收缩,再把喷灯移到另一端也是圆周移动加热,直至整个热缩管收缩成型,见图4—13。
15、整个热缩套管加热成形后,再对整个夹条(拉链)两侧均匀加热约一分钟左右,然后用锤子柄轻敲打热缩管两端弯头处夹条(拉链),使热缩套管夹条(拉链)与内衬套紧密粘合,见图4—14
16、整个热缩套管加热成形,应平整、无折皱、无烧焦现象,温度指示漆应均变色,套管两端应有少量热熔胶流出,如指示色点没有完全变色,或套管两端无热熔胶流出,应再次用喷灯(中等火焰)对整个热缩管进行加热直到达到要求。 17.架空和挂墙电缆接头固定,要求接头位置稍高于电缆,形成接头两端自然下垂,使雨水往两端流,接头的夹条(拉链)必须安放在电缆的下放。见图4—15
-
电缆施工规范2008-07-27 0
-
交联电缆接头故障原因分析2009-08-14 0
-
电缆接头有什么作用?2019-10-17 0
-
52771-010P电缆接头2021-04-12 0
-
新型电缆接头接地线的施工与维护2009-12-29 811
-
电缆接头2009-11-16 1004
-
潜水电机高压橡套软电缆接头工艺2017-01-02 551
-
电缆接续基本知识_电缆接续工艺介绍2017-12-28 17026
-
什么是通信电缆及用途_电缆接续和改接的区别2017-12-28 7798
-
同轴电缆接头制作方法2019-06-27 31820
-
电缆接头预留长度的规范_电缆接头发热的原因2021-05-21 31069
-
电缆防水接头安装使用注意事项-科兰2023-05-06 607
-
什么是电缆接头 电缆接头如何鉴别2023-07-19 1073
-
安装前如何检查电缆防爆接头2023-07-19 569
-
浅谈电缆接头的规范要求2023-07-19 1983
全部0条评论

快来发表一下你的评论吧 !
