

贴片led怎么焊接_贴片手工焊接教程
工艺综述
描述
一.手工焊接
1.建议在正常情况下使用回流焊接,仅在需要修补时进行手工焊接。
2.手工焊接使用的电烙铁最大功率不可超过30W,焊接温度控制在300℃以内,焊接时间少于3秒。
3.烙铁焊头不可碰及贴片LED灯珠胶体,以免高温损坏LED灯珠。
4.当引脚受热至85℃或高于此温度是贴片LED灯珠不可受压,否则金线容易断开。
二.回流焊接
1.回流焊接峰值温度:260℃或低于此温度值(灯珠表面温度)。
2.温升高过210℃所需时间:30秒或少于30秒。
3.回流焊接一般为一次,最多不超过两次。
4.回流焊接后,LED灯珠需要冷却至室温后方可碰触LED胶体表面。
三、焊接要领
(1)烙铁头与两被焊件的接触方式
接触位置:烙铁头应同时接触要相互连接的2个被焊件(如焊脚与焊盘),烙铁一般倾斜45度,应避免只与其中一个被焊件接触。当两个被焊件热容量悬殊时,应适当调整烙铁倾斜角度,烙铁与焊接面的倾斜角越小,使热容量较大的被焊件与烙铁的接触面积增大,热传导能力加强。如LCD拉焊时倾斜角在30度左右,焊麦克风、马达、喇叭等倾斜角可在40度左右。两个被焊件能在相同的时间里达到相同的温度,被视为加热理想状态。
接触压力:烙铁头与被焊件接触时应略施压力,热传导强弱与施加压力大小成正比,但以对被焊件表面不造成损伤为原则。
(2)焊丝的供给方法
焊丝的供给应掌握3个要领,既供给时间,位置和数量。
供给时间:原则上是被焊件升温达到焊料的熔化温度是立即送上焊锡丝。
供给位置:应是在烙铁与被焊件之间并尽量靠近焊盘。
供给数量:应看被焊件与焊盘的大小,焊锡盖住焊盘后焊锡高于焊盘直径的1/3既可。
(3)焊接时间及温度设置
A、温度由实际使用决定,以焊接一个锡点4秒最为合适,最大不超过8秒,平时观察烙铁头,当其发紫时候,温度设置过高。
B、一般直插电子料,将烙铁头的实际温度设置为(350~370度);表面贴装物料(SMC)物料,将烙铁头的实际温度设置为(330~350度)
C、特殊物料,需要特别设置烙铁温度。FPC,LCD连接器等要用含银锡线,温度一般在290度到310度之间。
D、焊接大的元件脚,温度不要超过380度,但可以增大烙铁功率。
(4)焊接注意事项
A、焊接前应观察各个焊点(铜皮)是否光洁、氧化等。
B、在焊接物品时,要看准焊接点,以免线路焊接不良引起的短路
四、贴片元件的手工焊接步骤
在了解了贴片焊接要领以后,现在对焊接步骤进行详细说明。
1.清洁和固定PCB(印刷电路板)
在焊接前应对要焊的PCB进行检查,确保其干净(见图2)。对其上面的表面油性的手印以及氧化物之类的要进行清除,从而不影响上锡。手工焊接PCB时,如果条件允许,可以用焊台之类的固定好从而方便焊接,一般情况下用手固定就好,值得注意的是避免手指接触PCB上的焊盘影响上锡。
图2一块干净的PCB
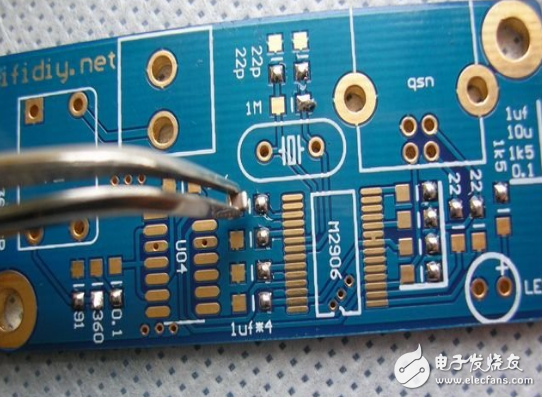
2.固定贴片元件
贴片元件的固定是非常重要的。根据贴片元件的管脚多少,其固定方法大体上可以分为两种——单脚固定法和多脚固定法。对于管脚数目少(一般为2-5个)的贴片元件如电阻、电容、二极管、三极管等,一般采用单脚固定法。即先在板上对其的一个焊盘上锡(见图3)。
图3对于管脚少的元件应先单脚上锡
然后左手拿镊子夹持元件放到安装位置并轻抵住电路板,右手拿烙铁靠近已镀锡焊盘熔化焊锡将该引脚焊好(见图4)。焊好一个焊盘后元件已不会移动,此时镊子可以松开。而对于管脚多而且多面分布的贴片芯片,单脚是难以将芯片固定好的,这时就需要多脚固定,一般可以采用对脚固定的方法(见图5)。即焊接固定一个管脚后又对该管脚所对面的管脚进行焊接固定,从而达到整个芯片被固定好的目的。需要注意的是,管脚多且密集的贴片芯片,精准的管脚对齐焊盘尤其重要,应仔细检查核对,因为焊接的好坏都是由这个前提决定的。
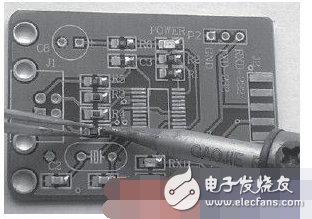
图4 对管脚少的元件进行固定焊接
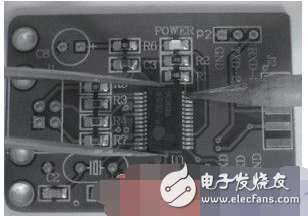
图5 对管脚较多的元件进行对脚或多脚固定焊接
值得强调说明的是,芯片的管脚一定要判断正确。
举例来说,有时候我们小心翼翼的把芯片固定好甚至焊接完成了,检查的时候发现管脚对应错误——把不是第一脚的管脚当做第一脚来焊了!追悔莫及!因此这些细致的前期工作一定不能马虎。
3.焊接剩下的管脚
元件固定好之后,应对剩下的管脚进行焊接。对于管脚少的元件,可左手拿焊锡,右手拿烙铁,依次点焊即可。对于管脚多而且密集的芯片,除了点焊外,可以采取拖焊,即在一侧的管脚上足锡然后利用烙铁将焊锡熔化往该侧剩余的管脚上抹去(见图6),熔化的焊锡可以流动,因此有时也可以将板子合适的倾斜,从而将多余的焊锡弄掉。值得注意的是,不论点焊还是拖焊,都很容易造成相邻的管脚被锡短路(见图7)。这点不用担心,因为可以弄到,需要关心的是所有的引脚都与焊盘很好的连接在一起,没有虚焊。
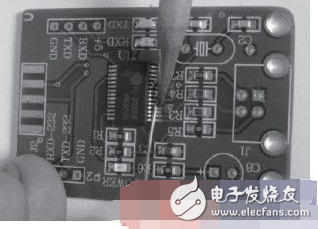
图6 对管脚较多的贴片芯片进行拖焊
图7 不用担心焊接时所造成的管脚短路
4.清除多余焊锡
在步骤3中提到焊接时所造成的管脚短路现象,现在来说下如何处理掉这多余的焊锡。一般而言,可以拿前文所说的吸锡带将多余的焊锡吸掉。吸锡带的使用方法很简单,向吸锡带加入适量助焊剂(如松香)然后紧贴焊盘,用干净的烙铁头放在吸锡带上,待吸锡带被加热到要吸附焊盘上的焊锡融化后,慢慢的从焊盘的一端向另一端轻压拖拉,焊锡即被吸入带中。应当注意的是吸锡结束后,应将烙铁头与吸上了锡的吸锡带同时撤离焊盘,此时如果吸锡带粘在焊盘上,千万不要用力拉吸锡带,而是再向吸锡带上加助焊剂或重新用烙铁头加热后再轻拉吸锡带使其顺利脱离焊盘并且要防止烫坏周围元器件。如果没有市场上所卖的专用吸锡带,可以采用电线中的细铜丝来自制吸锡带(见图8)。自制的方法如下:将电线的外皮剥去之后,露出其里面的细铜丝,此时用烙铁熔化一些松香在铜丝上就可以了。清除多余的焊锡之后的效果见图9。此外,如果对焊接结果不满意,可以重复使用吸锡带清除焊锡,再次焊接元件。
图8 用自制的吸锡带吸去芯片管脚上多余的焊锡
图9 清除芯片管脚上多余的焊锡后效果图
5.清洗焊接的地方
焊接和清除多余的焊锡之后,芯片基本上就算焊接好了。但是由于使用松香助焊和吸锡带吸锡的缘故,板上芯片管脚的周围残留了一些松香(见图9),虽然并不影响芯片工作和正常使用,但不美观。而且有可能造成检查时不方便。因为有必要对这些残余物进行清理。常用的清理方法可以用洗板水,在这里,采用了酒精清洗,清洗工具可以用棉签,也可以用镊子夹着卫生纸之类进行(见图10)。清洗擦除时应该注意的是酒精要适量,其浓度最好较高,以快速溶解松香之类的残留物。其次,擦除的力道要控制好,不能太大,以免擦伤阻焊层以及伤到芯片管脚等。清洗完毕的效果见图11。此时可以用烙铁或者热风枪对酒精擦洗位置进行适当加热以让残余酒精快速挥发。至此,芯片的焊接就算结束了。
图10 用酒精清除掉焊接时所残留的松香
图11 用酒精清洗焊接位置后的效果图
-
SMT贴片加工无引线片式元件的手工焊接方法2023-12-01 1567
-
贴片元件手工焊接方法2023-10-24 600
-
贴片元件的手工焊接步骤2023-07-14 6997
-
如何正确手工焊接贴片电容2021-08-24 4739
-
手工焊接贴片元器件时需注意哪些方面2019-11-14 13153
-
贴片元件的手工焊接教程免费下载2019-10-09 1210
-
请问手工焊接贴片器件的焊盘大小有区别吗?2019-09-25 2383
-
手工焊接贴片元件的详细步骤2018-07-04 83632
-
贴片元件手工焊接实训2018-01-22 1481
-
贴片LED手工焊接2013-03-24 7082
-
列举能手工焊接的贴片晶振2012-11-16 3911
-
表面贴片元件的手工焊接技巧2012-08-20 8002
-
手工贴片元件焊接技巧_一_2012-08-05 10758
-
简述表面贴片元件的手工焊接技巧2010-03-30 1201
全部0条评论

快来发表一下你的评论吧 !
