

焊接机器人编程入门与编程技巧介绍
电子说
描述
焊接机器人的编程技巧
(1)选择合理的焊接顺序,以减小焊接变形、焊枪行走路径长度来制定焊接顺序。
(2)焊枪空间过渡要求移动轨迹较短、平滑、安全。
(3)优化焊接参数,为了获得最佳的焊接参数,制作工作试件进行焊接试验和工艺评定。
(4)采用合理的变位机位置、焊枪姿态、焊枪相对接头的位置。工件在变位机上固定之后,若焊缝不是理想的位置与角度,就要求编程时不断调整变位机,使得焊接的焊缝按照焊接顺序逐次达到水平位置。同时,要不断调整机器人各轴位置,合理地确定焊枪相对接头的位置、角度与焊丝伸出长度。工件的位置确定之后,焊枪相对接头的位置必须通过编程者的双眼观察,难度较大。这就要求编程者善于总结积累经验。
(5)及时插入清枪程序,编写一定长度的焊接程序后,应及时插入清枪程序,可以防止焊接飞溅堵塞焊接喷嘴和导电嘴,保证焊枪的清洁,提高喷嘴的寿命,确保可靠引弧、减少焊接飞溅。
(6)编制程序一般不能一步到位,要在机器人焊接过程中不断检验和修改程序,调整焊接参数及焊枪姿态等,才会形成一个好程序。
安川焊接机器人编程
一、开机
1、打开控制柜上的电源开关在“ON”状态。
2、将运作模式调到“TEACH”→“示教模式下”
二、焊接程序编辑
1.进入程序编辑状态:
1.1.先在主菜单上选择[程序]一览并打开

1.2.在[程序]的主菜单中选择[新建程序]
1.3.显示新建程序画面后按[选择]键
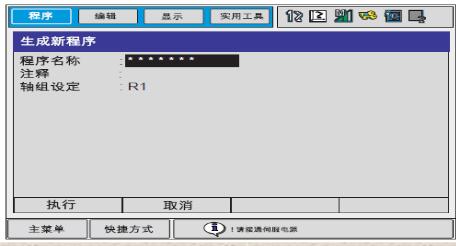
1.4.显示字符画面后输入程序名现以“TEST”为新建
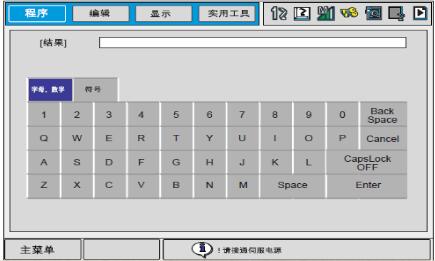
程序名举例说明;
1.5.把光标移到字母“T”、“E”“S”、“T”上按[选择]键选中各个字母;
1.6.按[回车]键进行登录
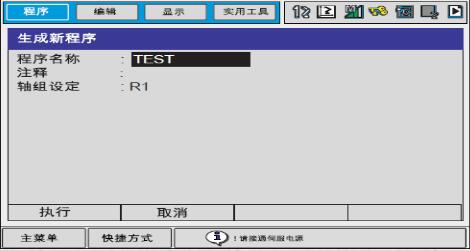
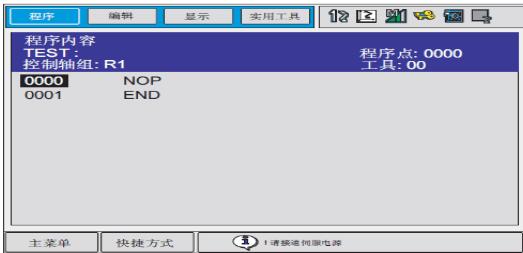
1.7.把光标移到“执行”上并确认后,程序“TEST”被登录,并且屏幕画面上显示该程序的初始状态“NOP”、“END”
2.编辑机器人要走的轨迹(以机器人焊接直线焊缝为例);把机器人移动到离安全位置,周边环境便于作业的位置,输入程序(001)
2.1.握住安全电源开关,接通伺服电源机器人进入
可动作状态
2.2.用轴操作键将机器人移动到开始位置(开始位置设置作业准备位置)
2.3.按[插补方式]键,把插补方式定为关节插补,输入缓冲显示行中显示关节插补命令,„MOVJ“→”“MOVJ,,VJ=0.78”

2.4.光标放在“00000”处,按[选择]键;

2.5.把光标移动到右边的速度“VJ=**”上,按[转换]键+光标“上下”键,设定再现速度,若设定速度为50%时,则画面显示“→MOVJVJ=50%”,也可以把光标移到右边的速度,„VJ=***‘上按[选择]键后,可以直接在画面上输入要设定的速度,然后按[回车键确认。

2.6.按[回车]键,输入程序点(即行号0001)

焊接机器人的示教编程与离线编程区别
关于焊接机器人的离线编程系统,多数可在三维图形环境下运行,并且能体现出编程界面友好、方便的特点。而获取焊缝轨迹的坐标位置通常可以采用“虚拟示教”的办法,用鼠标轻松点击三维虚拟环境中工件的焊接部位,就可以获得该点的空间坐标。
此外,在有些系统中还可通过图形文件中事先定义的焊缝位置,直接生成焊缝轨迹;然后自动生成机器人程序并下载到机器人控制系统,这样既大大提高了机器人的编程效率,又减轻了编程员的劳动强度,一举两得。
如果是采用传统示教编程的话,只是粗略获取几个焊缝轨迹上的几个关键点,然后通过焊接机器人的视觉传感器自动跟踪实际的焊缝轨迹就可以了。这种方式虽然仍离不开示教编程,但在一定程度上可以减轻示教编程的强度,提高编程效率。
但像弧焊机器人这样的设备,由于电弧焊本身的特点,机器人的视觉传感器并不是对所有焊缝形式都适用,所以就要采取完全离线编程的办法,使机器人焊接程序的编制、焊缝轨迹坐标位置的获取、以及程序的调试均在一台计算机上独立完成,不需要机器人本身的参与。
只是由于当时受计算机性能的限制,离线编程软件还是以文本方式为主,编程员需要熟悉机器人的所有指令系统和语法,还要知道如何确定焊缝轨迹的空间位置坐标。看来,焊接机器人的编程工作并不简单。
焊接机器人应用中存在的问题和解决措施
(1)出现焊偏问题:可能为焊接的位置不正确或焊枪寻找时出现问题。这时,要考虑TCP(焊枪中心点位置)是否准确,并加以调整。如果频繁出现这种情况就要检查一下机器人各轴的零位置,重新校零予以修正。
(2)出现咬边问题:可能为焊接参数选择不当、焊枪角度或焊枪位置不对,可适当调整。(3)出现气孔问题:可能为气体保护差、工件的底漆太厚或者保护气不够干燥,进行相应的调整就可以处理。
(4)飞溅过多问题:可能为焊接参数选择不当、气体组分原因或焊丝外伸长度太长,可适当调整机器功率的大小来改变焊接参数,调节气体配比仪来调整混合气体比例,调整焊枪与工件的相对位置。
(5)焊缝结尾处冷却后形成一弧坑问题:可编程时在工作步中添加埋弧坑功能,可以将其填满。
-
焊接机器人的结构组成是什么?2020-03-20 0
-
焊接传感器一款转为焊接机器人而设计的焊缝跟踪传感器2020-06-16 0
-
焊接机器人的结构与原理2020-11-16 0
-
工业焊接机器人实训平台介绍2021-07-01 0
-
焊接机器人及系统介绍(焊接机器人系统组成和编程方法及发展趋势)2018-02-28 26061
-
焊接机器人编程第一人介绍2018-02-28 11502
-
库卡机器人基础教程和库卡C4编程指南及焊接机器人教程合集免费下载2019-04-22 4404
-
焊接机器人编程好学吗_前景怎么样2019-10-14 15489
-
焊接机器人编程人员的工作内容2021-07-02 1825
-
焊接机器人的编程流程及技巧介绍2021-09-30 15661
-
焊接机器人编程方法及流程技巧2023-01-13 12039
-
自动焊接机器人的编程好学吗?2023-01-30 1830
-
焊接机器人焊偏怎么找点位2023-05-25 687
-
焊接机器人是如何编程的2023-06-25 672
全部0条评论

快来发表一下你的评论吧 !
