

浅谈金箔定位系统中单片机的作用
控制/MCU
描述
本文介绍了单片机通过控制伺服电机来实现模切烫金机控制系统中金箔的定位控制,具有设定、显示、控制等功能。
1.概述
用加热的方法将胶粘剂熔融,而把金属箔片或色片烫印到纸张或其他材料表面,以形成特殊的装饰效果,这就是烫金。
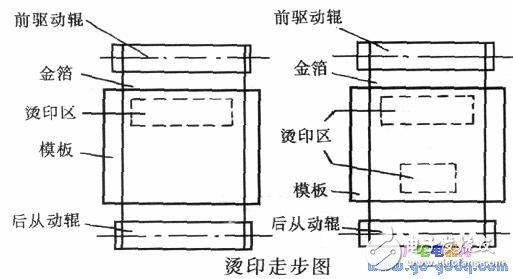
随着物质文化生活水平的提高,人们对于包装、装饰材料的要求也越来越高,只有将计算机控制引入到模切烫金机的控制系统中,才能提高模切烫金机的生产效率和产品质量。在烫印时有两种情况如图l所示,一种是需烫印区域为连续的烫印区域如图1中左图所示,此时需控制金箔走一步,烫印加热模板运动一次,再走一次,再运动一次,不断重复,完成成批印品的烫印工作。二种是烫印区为两个或两个以上不连续的烫印区如下图中右图所示,如仍采用第一种方案,将使中间区域的金箔浪费掉,为此采用金箔走一小步,烫印加热模板运动一次,再走一小步,再烫印,此时接续下面部分的金箔已被烫印,因此需走一大步,跨过这些金箔再烫印,才能满足印品的烫印要求,并使这一过程不断重复,完成这类印品的成批烫印,这就避免了金箔的浪费。我们将走一小步称为走步量(X),走一大步称为跳步量(Y),走多少小步,再走一大步称为走步数,其值的大小取决于中间未烫印区域的大小,由用户根据烫金版面的要求自己设定。以前上述控制多采用机械方式控制,系统结构复杂,定位精度差,成本高。为了弥补这些不足,使模切烫金机可靠、高效、稳定的运行,本系统采用如下的控制方案:
(1)用伺服电机控制金箔的走步及跳步所需的准确起、停。
(2)系统具有显示功能:显示当前印品的走步量、跳步量、走步数。
(3)系统具有键盘管理功能:通过键盘设置走步量、跳步量、走步数,运行/置数切换,系统复位等控制。
(4)系统具有抗干扰能力。
2.系统组成
2.1硬件组成
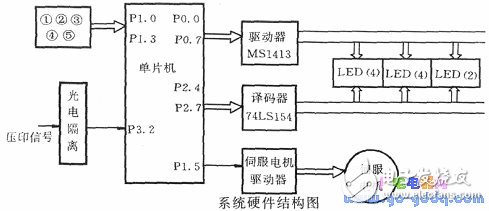
为了实现上述要求系统采用89C51单片机、MC1413驱动器、74LS154译码器、LED显示器构成整个控制系统,系统框图如下图所示。
2.1.1 89C51单片机
AT89C51是一种带4K字节闪速可编程可擦除只读存储器的8位微控制器,它为很多嵌入式控制系统提供了一种灵活性高且价廉的控制方案。
2.1.2显示接口技术
在多位LED显示时,为简化硬件电路采用由一个8位I/O( Po口)形成段选线的多路复用。而各位的共阴极或共阳极分别由相应的I/O(P2口)控制,实现各位的分时选通。
2.1.3键盘
本系统具有5个按键,加1键①、减1键②、系统复位键③、运行/置数切换键④、确定键⑤。
2.1.4抗干扰
系统采用光电隔离方法,使外界接近开关的信号(压印信号)经光电隔离进入单片机的I/O口,系统软件检测此信号,进行走步、跳步的控制。
2.1.5伺服电机及其驱动
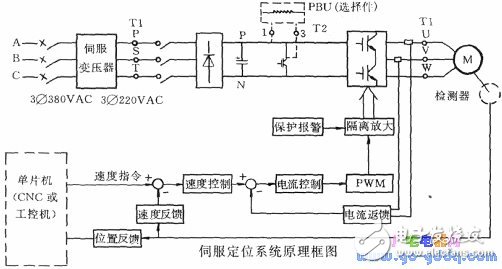
交流伺服驱动系统采用电力电子控制技术——智能型功率模块(IPM)及混合集成电路,其独特的电路设计可获得满意的动态及静态性能,与交流伺服电机相配套,具有频带宽、响应速度快、调速范围宽、交流效率高、无噪音、无电刷、免维护等特点。交流伺服电机具有惯量小、体积小、定位精度高,在高性能伺服驱动领域中交流伺服系统将越来越普及。伺服定位系统原理框图如下图所示。
2.2软件组成
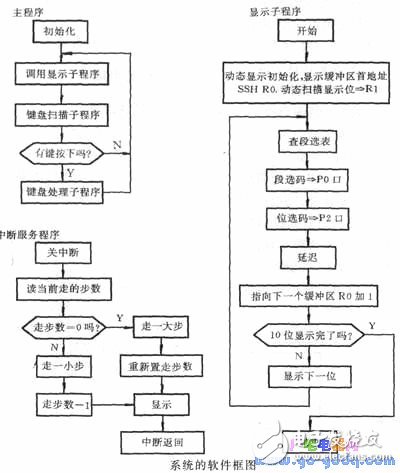
为了完成模切烫金机控制系统的工艺要求,系统的主程序、中断服务程序、显示程序软件框图如下图所示。
整个控制系统采用交流伺服电机控制走步和跳步,使定位控制达到工艺要求,生产成本下降,运行可靠,定位准确,效率提高。
-
基于单片机的声音导航定位系统的设计2011-03-02 0
-
51单片机C语言编程中的绝对定位问题2011-03-03 0
-
浅谈Silabs 的Flash 单片机丢失程序的原因及对策2012-08-16 0
-
基于51单片机的GPS全球定位系统2012-08-20 0
-
基于单片机的gps定位系统设计2021-07-14 0
-
做一个基于单片机的GPS定位系统2021-09-01 0
-
怎样去设计一种基于51单片机的GPS全球定位系统2021-10-19 0
-
单片机中 __attribute__( at(绝对地址) )的作用是什么2022-02-21 0
-
单片机中断的作用2022-02-28 0
-
在单片机系统中控制器的组成和作用?2023-11-03 0
-
基于单片机的GPS全球定位系统设计2016-12-17 803
-
单片机的GPS定位系统的设计制作2017-02-07 942
-
浅谈金箔在汽车领域的应用2021-03-25 1290
-
浅谈单片机晶振的作用2021-05-18 12793
-
浅谈单片机裸机系统程序框架2021-11-23 467
全部0条评论

快来发表一下你的评论吧 !
