

提高锂离子电池能量密度的最有效的方法是什么?
电子说
描述
一般,石墨电极孔隙率优化控制在20%-40%,而硅基电极,压实后性能变差,这些极片通常孔隙率60%-70%,高孔隙率能够协调硅基材料的体积膨胀,缓冲颗粒剧烈变形,减缓粉化和脱落。但是,高孔隙率硅基负极极片限制了体积能量密度。
由于硅基负极材料具有很高的重量比容量和体积比容量,因此发展硅基负极是提高锂离子电池能量密度的最有效的方法之一。
然而,作为活性物质,硅在充电/放电周期内插入和脱出锂时,体积变化达到270%,循环寿命差。这个体积膨胀会导致:
(1)硅颗粒的粉碎,以及涂层从铜集流体中分离;
(2)固体电解质(SEI)膜在循环过程中不稳定性,体积膨胀使SEI破裂并再不断反复形成,导致锂离子电池的失效。
压实工序会使固相接触更紧密,提高极片的电子传输性能。但是,孔隙率太低又会增加锂离子传输阻力,和电极/电解液界面电荷转移阻抗,倍率性能变差。
一般,石墨电极孔隙率优化控制在20%-40%,而硅基电极,压实后性能变差,这些极片通常孔隙率60%-70%,高孔隙率能够协调硅基材料的体积膨胀,缓冲颗粒剧烈变形,减缓粉化和脱落。但是,高孔隙率硅基负极极片限制了体积能量密度。那么,锂电池硅基负极极片该如何制备呢?KarkarZ等人研究了硅电极的制备工艺。
首先,他们采用了两种搅拌方式制备80 wt%的硅,12 wt %的石墨烯和8 wt%的CMC电极浆料:
(1)SM:常规的球磨分散工艺;
(2)RAM:两步超声分散工艺,第一步在PH3缓冲溶液(0.17 M柠檬酸+0.07 M KOH)中超声分散硅和CMC,第二步加入石墨烯片和水继续超声分散。
如图1a和d所示,对于石墨片,超声分散RAM保持了石墨烯片原始形貌,片长大于10μm,与集流体平行分布,涂层孔隙率更高,而SM搅拌使石墨烯片断裂,石墨烯片长只有几微米。未压实的RAM极片孔隙率约72%,大于SM电极的60%。
对于硅,两种搅拌方式无差别。纳米片状石墨烯具有良好的电子导通能力,RAM分散保持了石墨烯片的完整性,电池循环性能好(图3a和b)。
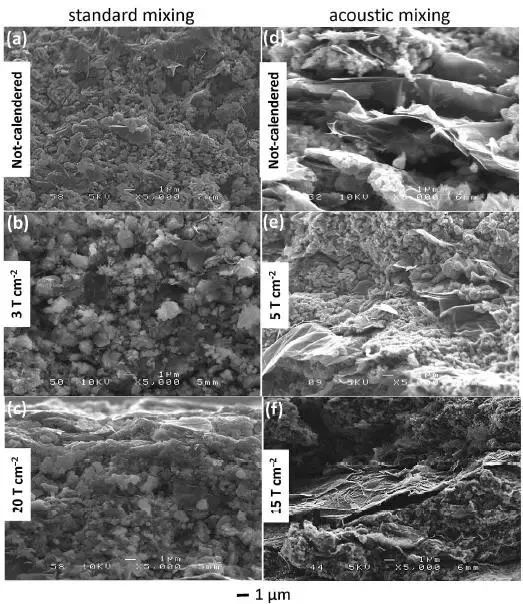
图1 不同搅拌方式和压实压力下的硅基电极形貌
然后,他们研究了压实对电极的孔隙率、密度以及电化学性能的影响。如图1所示,压实后,石墨烯片和硅的形貌没有显著变化,只是涂层更加密实。将极片制作成半电池测试电化学性能,从图2可知:
(1)随着压实压力增加,电极孔隙率降低,密度增加,体积比容量增加。
(2)未压实极片,RAM孔隙率大约72%,大于SM电极的60%。而且RAM电极压实更加困难,达到35%孔隙率,RAM电极需要15T/cm2压力,而SM极片只要5T/cm2。这是因为石墨烯片变形困难,RAM极片保持了石墨烯片状结构,更难压实。
(3)依据完全锂化硅体积膨胀193%计算体积比容量。20 T/cm2压实下,体积比容量最大,RAM和SM电极孔隙率分为34%、27%,对应体积比容量分别 1300mAh/cm3、1400 mAh/cm3。
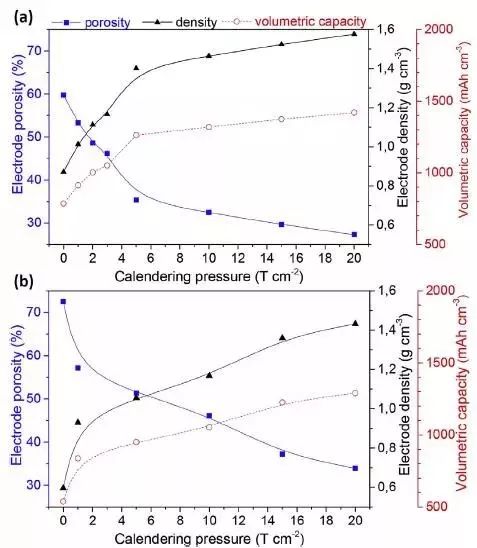
图2 压实压力对(a)SM电极和(b)RAM电极孔隙率、密度和体积比容量的影响
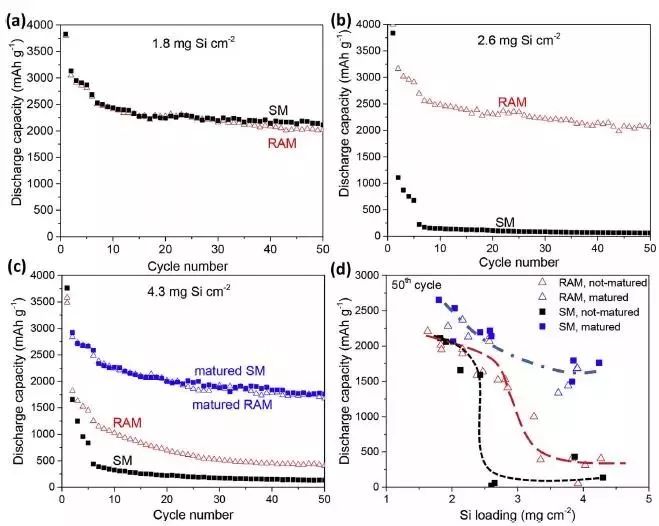
图3 未压实电极的循环性能
另外,他们还发现压实极片熟化处理能改善循环性能。极片压实时,粘结剂与活物质颗粒可能在颗粒之间的摩擦力作用下断裂,甚至粘结剂本身键断裂,从而极片机械稳定性变差,循环性能裂化(图4a)。
而熟化过程是把极片放置在湿度80%的环境下2~3天,在这个过程中,粘结剂会发生迁移,更好地铺展在活物质颗粒表面,重新建立更多更牢的连接,另外,熟化时铜箔会发生腐蚀,铜箔与粘结剂形成Cu(OC(=O)-R)2化学键,结合力增加,也会抑制涂层脱落。因此,熟化处理能够提高极片稳定性和循环性能。
分散-压实-熟化过程极片的微观结构变化示意图如图4c所示,压实导致粘结剂断裂,循环稳定性变差,而熟化时粘结剂迁移重新建立连接,极片微观结构发生变化,机械稳定性提升,相应循环性能提升。
如果先对极片熟化处理,再压实,极片循环性能有所改善,但是效果不明显(图4b)。这是由于熟化增强了极片机械稳定性,但是随后的压实又破坏了粘结剂的连接。
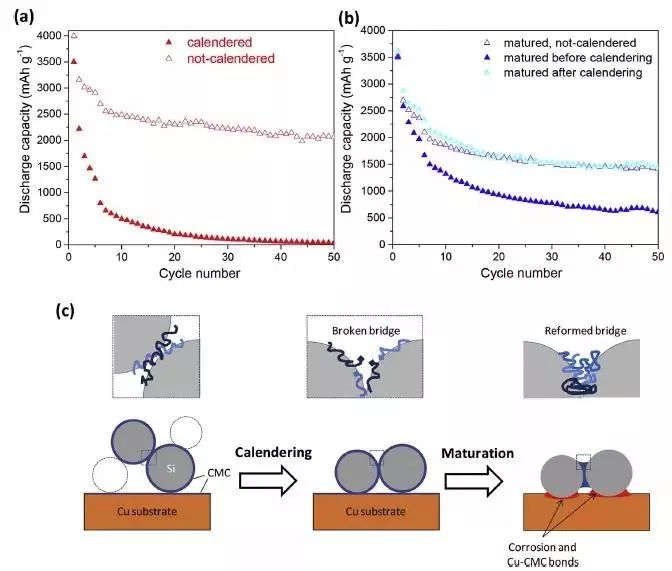
图4 (a)(b)压实和熟化对电极循环性能的影响以及
(c)压实和熟化过程微观结构演变示意图
因此,对于硅基电极,为了提高循环性能,缓冲硅的体积膨胀,极片孔隙率要高,但是为了提高体积能量密度,压实极片降低极片厚度时,需要在进行极片熟化处理改善电极微观结构。
-
多节锂离子电池的充放电保护2011-09-28 0
-
锂离子电池的优缺点及其发展2013-05-07 0
-
锂离子电池的类型2013-05-17 0
-
锂离子电池的设计2013-05-20 0
-
动力锂离子电池的安全性2013-05-25 0
-
锂离子电池的性能2013-06-13 0
-
【转】锂离子电池的维护和保存技巧分享2016-08-18 0
-
锂空气电池未来或击败锂离子电池2018-10-09 0
-
锂离子电池简介2020-11-03 0
-
锂离子电池有哪几种保护?2021-03-11 0
-
锂离子电池及其充电器相关资料分享2021-04-26 0
-
锂离子电池充电的问题2023-02-04 0
-
锂离子电池的结构设计与提高锂电池能量密度的三方法介绍2017-09-22 1317
-
全固态锂硫电池能量密度比传统锂离子电池高4倍2020-04-20 15914
-
怎么提高锂电池系统能量密度2022-12-23 800
全部0条评论

快来发表一下你的评论吧 !
