

点焊基本原理是什么_点焊有哪几种方法
电子常识
描述
点焊是指焊接时利用柱状电极,在两块搭接工件接触面之间形成焊点的焊接方法。点焊时,先加压使工件紧密接触,随后接通电流,在电阻热的作用下工件接触处熔化,冷却后形成焊点。本文主要介绍的是点焊基本原理及方法,首先介绍了点焊的特点及工作原理,其次介绍了点焊的方法,最后阐述了点焊的应用及安注意事项。
点焊的特点
(1)点焊时对连接区的加热时间很短,焊接速度快。
(2)点焊只消耗电能,不需要填充材料或焊剂、气体等。
(3)点焊质量主要由点焊机保证。操作简单,机械化、自动化程度高,生产率高。
(4)劳动强度低,劳动条件好。
(5)由于焊接通电是在很短时间内完成的,需要用大电流以及施加压力,所以过程的程序控制较复杂,焊机电容量大,设备的价格较高。
(6)对焊点进行无损探伤较困难。
点焊的工作原理
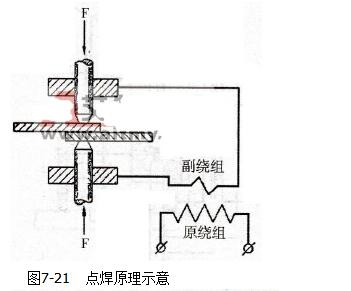
点焊原理如图7-21所示,焊件被夹在两个锥形铜质电极之间,待两电极间的焊件熔化到可塑程度后再加压焊成。点焊的焊接面积是不大的,焊点直径约为3~20mm。
点焊的方法有哪些
单面点焊时,电极由工件的同一侧向焊接处馈电,典型的单面点焊方式,单面单点点焊,不形成焊点的电极采用大直径和大接触面以减小电流密度。无分流的单面双点点焊,此时焊接电流全部流经焊接区。有分流的单面双点点焊,流经上面工件的电流不经过焊接区,形成风流。为了给焊接电流提供低电阻的通路,在工件下面垫有铜垫板。当两焊点的间距l很大时,例如在进行骨架构件和复板的焊接时,为了避免不适当的加热引起复板翘曲和减小两电极间电阻,采用了特殊的铜桥A,与电极同时压紧在工件上。
在大量生产中,单面多点点焊获得广泛应用。这时可采用由一个变压器供电,各对电极轮流压住工件的型式,也可采用各对电极均由单独的变压器供电,全部电极同时压住工件的型式。后一型式具有较多优点,应用也较广泛。其优点有:各变压器可以安置得离所联电极近,因而其功率及尺寸能显著减小;各个焊点的工艺参数可以单独调节;全部焊点可以同时焊接、生产率高;全部电极同时压住工件,可减少变形;多台变压器同时通电,能保证三相负荷平衡。
点焊的应用
(1)薄板冲压件搭接,如汽车驾驶室、车厢、收割机鱼鳞筛片等。
(2)薄板与型钢构槊和蒙皮结构,如车厢侧墙和顶棚、拖车厢板、联合收割机漏斗等。
(3)筛网和空间构架及交叉钢筋等。
点焊的安全注意事项
(1)焊机的脚踏开关应有牢固的防护罩,防止意外开动。
(2)作业点应设有防止工作火花飞溅的挡板。
(3)施焊时焊工应带平光防护眼镜。
(4)焊机放置的场所应保持干燥,地面应铺防滑板。
(5)焊接工作结束后应切断电源,冷却水开关应延长10s再关闭,在气温低时还应排除水路中的积水,防止冻结。
- 相关推荐
- 点焊
-
POWERPCB设计元器件布局有哪几种方法?布局注意事项是什么?2021-04-21 0
-
有哪几种方法可以自制线路板PCB?2021-04-26 0
-
设备驱动程序通知应用程序有哪几种方法?2021-04-27 0
-
控制实现DDS的方法有哪几种?2021-05-07 0
-
实现FFT有哪几种方法? 怎样去选择DSP?2021-05-07 0
-
有哪几种方法可以部署最新的大功率PoE技术?2021-05-24 0
-
如何去开发一种嵌入式程序?有哪几种方法?2021-07-02 0
-
学习FPGA开发板有哪几种方法2021-08-06 0
-
STM32烧录有哪几种方法?是怎么进行烧录的?2021-10-11 0
-
有哪几种方法可以实现单片机延时呢2021-11-30 0
-
基于RTOS的STM32串口通信有哪几种方法呢2021-12-07 0
-
有哪几种方法可以判断C语言的结构体为0呢2022-02-25 0
-
有哪几种方法可以更改RK3288的开机动画方向呢2022-03-10 0
-
单片机IO口扩展有哪几种方法?2023-11-01 0
-
轴承孔磨损维修有哪几种方法?2022-04-01 525
全部0条评论

快来发表一下你的评论吧 !
