

PLC梯形图的编程是编程人员的必备基础
电子说
描述
PLC梯形图的编程是编程人员的必备基础
使用PLC梯形图编写程序时,可采用编写电气控制电路图类似的思路进行编写,首先对系统完成的各功能进行模块划分,并对PLC的各个I/O点进行分配,然后根据I/O分配表对各功能模块逐个进行编写,再根据各模块实现功能的先后顺序对其模块进行组合并建立控制关系,最后分析编写完成的梯形图并做调整,最终完成整个系统的编程工作。
我们看到的PLC梯形图中,一条条程序基本上都是由触点或线圈的串联、并联或某部分程序块的串联、并联等构成的,这些串并联关系构成一定的逻辑关系,因而能够实现特定的控制结果,那么在编程过程中,如何确定触点间或程序块之间是串联关系还是并联关系,是梯形图程序的编程关键,也是程序编写的核心过程。
编程元件初始状态的确定
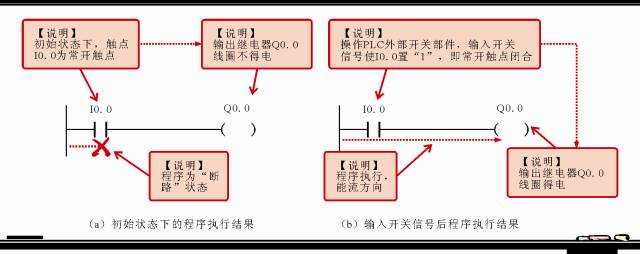
编程元件的初始状态,简单来说,就是确定触点为常开触点还是常闭触点。
确定触点的初始状态取决于触点动作时对线圈的控制关系,一般来说,若需要闭合时,线圈才执行动作,则其初始状态为常开触点;若需要其断开时,控制线圈执行某一动作,则其初始状态应为常闭触点。
例如,编程中需要实现触点I0.0闭合时,线圈Q0.0得电。由此可知,在保持初始状态下,所编写的程序应是断路的状态,根据分析,输入继电器触点初始状态应为常开触点,程序编写如下图所示,在该程序下可实现只有当操作外部条件使I0.0闭合,才能接通线圈Q0.0。
编程元件或程序块间串联关系的确定
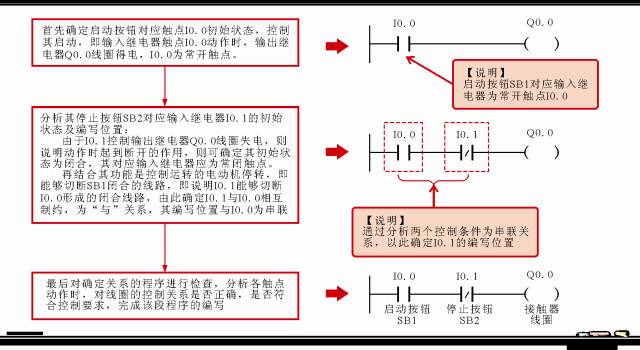
PLC梯形图程序编写时,一般将控制同一个输出继电器线圈的触点,称为控制这个线圈的条件,当这些控制条件存在一定的制约关系,才能够完成对线圈的控制时,即构成“与”逻辑关系时,这些触点构成串联关系。
例如,要求起动按钮SB1控制电动机M起动,停止按钮SB2控制电动机M停止,电动机M起动与停止受接触器KM1控制,编写该控制过程梯形图。
根据控制要求可知,编写程序中有两个控制条件SB1、SB2,且为输入继电器,为其分配地址为I0.0、I0.1,PLC外接接触器KM1为执行元件,作为输出继电器,分配其地址为Q0.0,其程序编写过程如下图所示。
编程元件或程序块间并联关系的确定
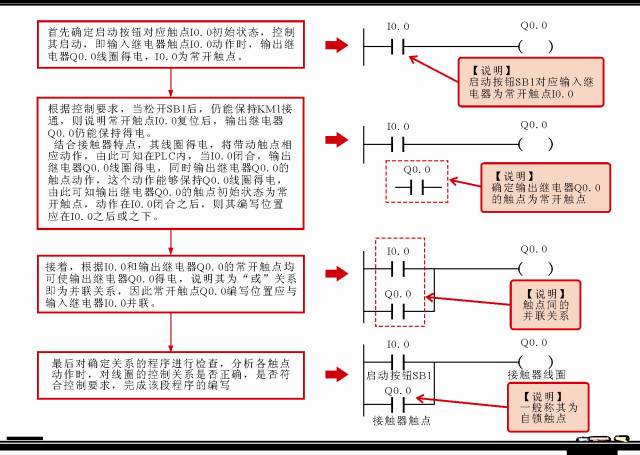
PLC梯形图程序编写时,将控制同一个输出继电器线圈的触点,称为控制这个线圈的条件,当这些控制条件中任何一个动作均能够完成对线圈的控制时,即构成“或”逻辑关系时,这些触点构成并联关系。
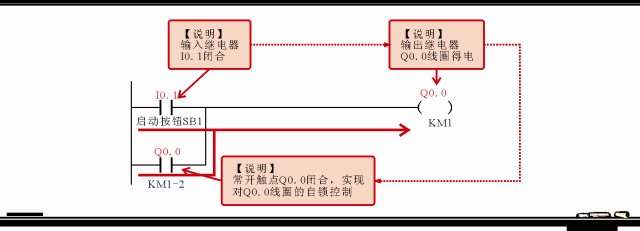
例如,要求按下起动按钮SB1控制接触器KM1得电,电动机M起动,松开按钮SB1后,由接触器KM的自锁触点保持控制信号接通电动机仍运转。
根据控制要求可知,编写程序中有1个控制条件SB1,且为输入继电器,为其分配地址为I0.0,PLC外接接触器KM1为执行元件,其线圈作为输出继电器,分配地址为Q0.0,其自锁触点也作为一个控制条件,但同一个部件,其编程元件名称仍为Q0.0,编写过程如下图所示。
一些PLC梯形图的编程案例
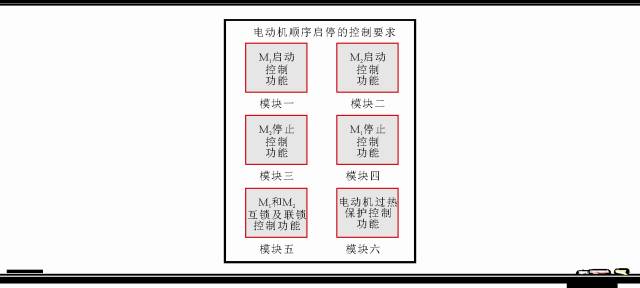
1.电动机顺序起、停控制的PLC梯形图编程案例
案例描述:
按下起动按钮SB1,控制交流接触器KM1得电,电动机M1起动运转;
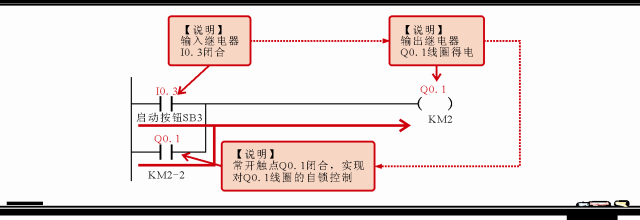
按下起动按钮SB3,控制交流接触器KM2得电,电动机M2继M1后顺序起动运转;
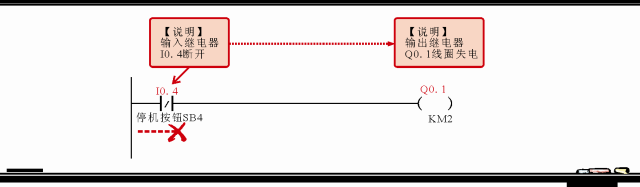
按下停止按钮SB4,控制交流接触器KM2失电,电动机M2停转;
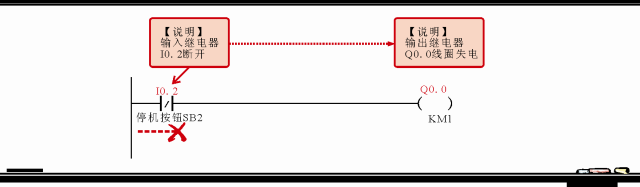
按下停止按钮SB2,控制交流接触器KM1失电,电动机M1继M2后反顺序停转。
若线路中出现过载、过热故障由过热保护继电器FR自动切断控制线路。
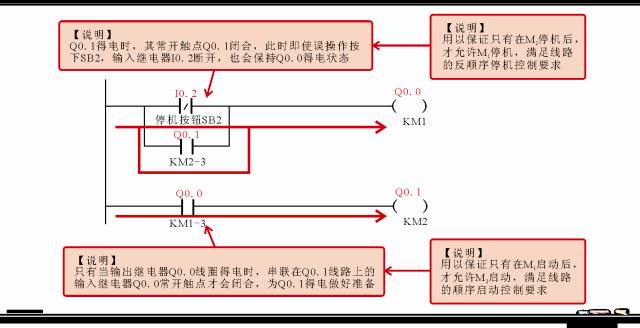
为了确保只有在M1起动后,M2才能起动的顺序,在M2起动控制线路中串入电动机M1交流接触器KM1的常开触点。
同时,为了防止当起动电动机M2时,误操作按动电动机M1的停止按钮SB2,而关断电动机M1,在电动机M1的起动控制线路中并入电动机M2交流接触器KM2的常开触点,实现联锁控制。
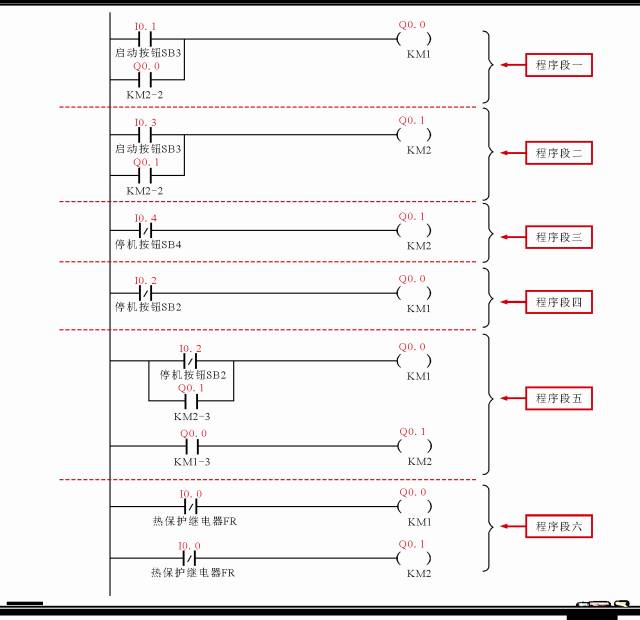
根据编程案例中对控制过程的描述,我们可以将整个控制关系划分成6部分,如下图所示。
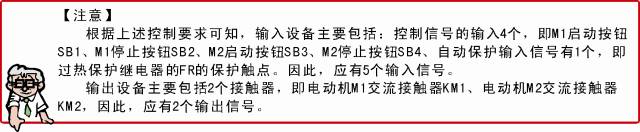
接下来,要进行I/O分配。
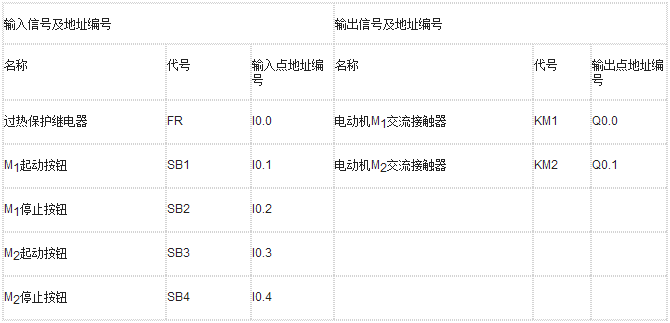
I/O分配完毕,可根据控制过程完成PLC梯形图的程序编写。
1)电动机M1起动控制过程梯形图
2)电动机M2起动控制过程梯形图
3)电动机M2停机控制过程梯形图
4)电动机M1停机控制过程梯形图
5)电动机M1与M2互锁及联锁控制过程梯形图
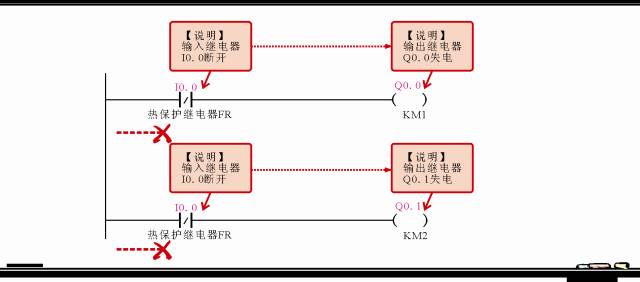
6)电动机过热保护控制过程梯形图
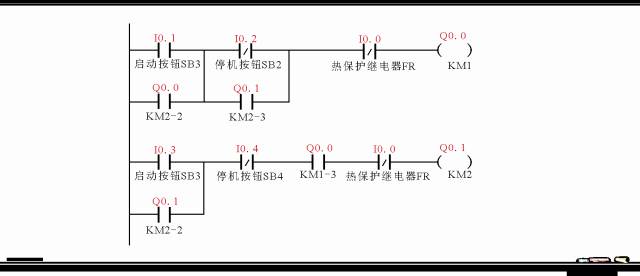
7)程序的合并和调整
最终获得的PLC梯形图程序,如下图所示。
2.运输车自动往返控制的PLC梯形图编程案例
案例描述:
运输车的起动由左行起动按钮和右行起动按钮SB1、SB2进行控制;
运输车起动运行后,首先右行到限位开关SQ1处,此时运输车停止进行装料,30秒后装料完毕,运输车开始左行;
当运输车左行至限位开关SQ2处时,运输车停止进行卸料,60 s后卸料结束,再右行,行至限位开关SQ1处再停止,进行装料,如此循环工作。
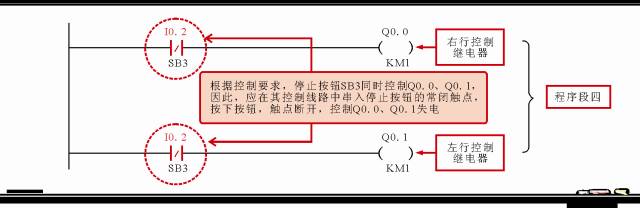
按下停止按钮SB3后,运输车停止工作。
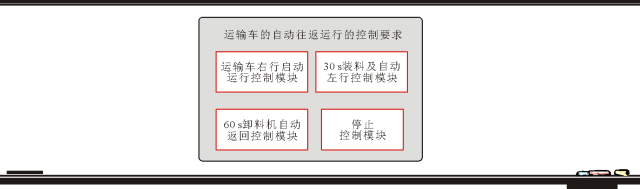
根据运输车的自动往返运行的控制要求,我们可以将功能模块划分为4部分,如下图所示。
编写程序之前填写PLC梯形图的I/O分配表。
| 输入信号及地址编号 | 输出信号及地址编号 | ||||
| 名称 | 代号 | 输入点地址编号 | 名称 | 代号 | 输出点地址编号 |
| 右行控制起动按钮 | SB1 | I0.0 | 右行控制继电器 | KM1 | Q0.0 |
| 左行控制起动按钮 | SB2 | I0.1 | 左行控制继电器 | KM2 | Q0.1 |
| 停止按钮 | SB3 | I0.2 | 装料控制继电器 | KM3 | Q0.2 |
| 右行限位开关 | SQ1 | I0.3 | 卸料控制继电器 | KM4 | Q0.3 |
| 左行限位开关 | SQ2 | I0.4 |
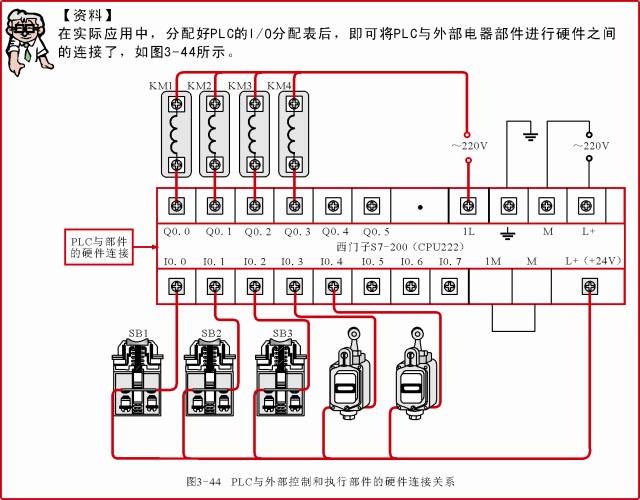
I/O分配完毕,便可根据控制过程完成PLC梯形图的程序编写。
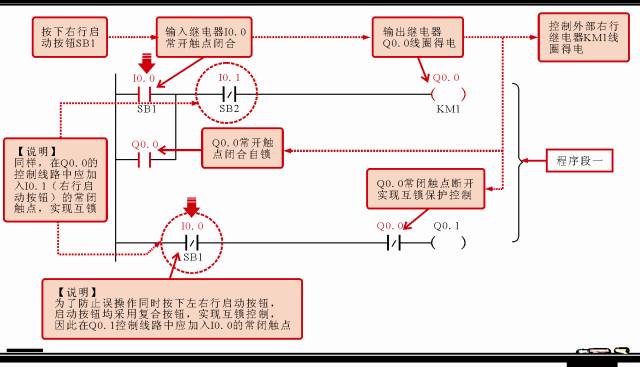
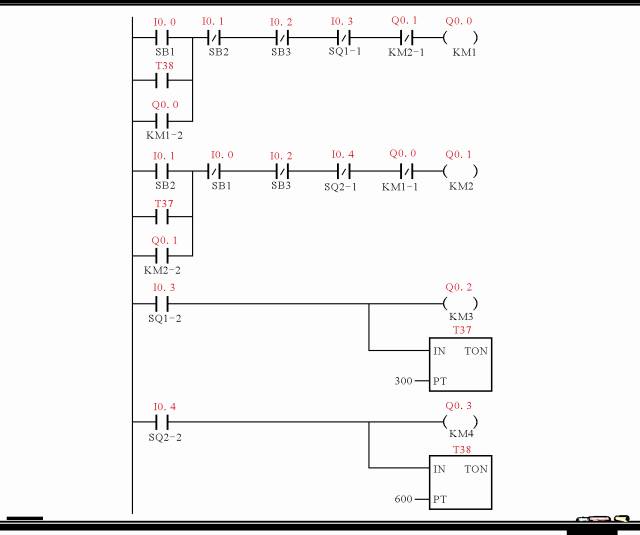
1)运输车右行起动控制过程的PLC梯形图
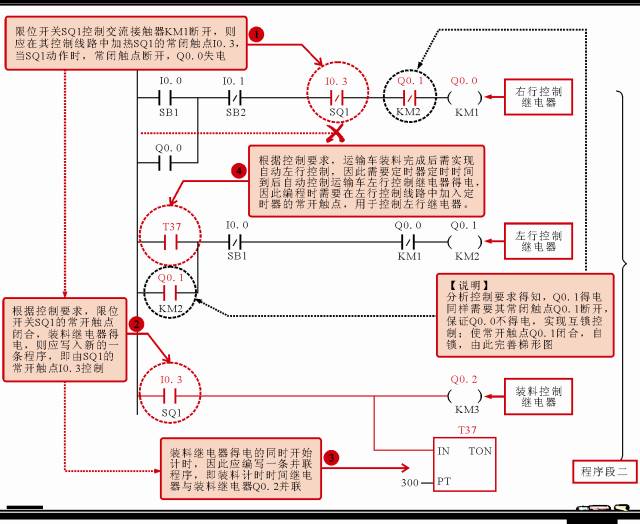
2)30s装料及自动左行控制过程的西门子PLC梯形图
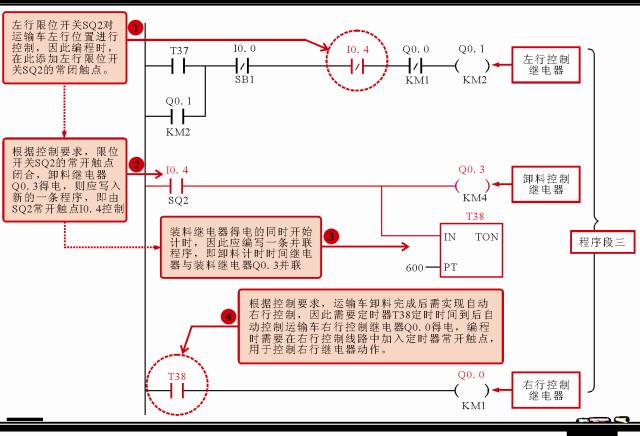
3)60s卸料及自动返回(右行)控制过程的西门子PLC梯形图
4)运输车停止控制过程的PLC梯形图
5)程序的合并和调整
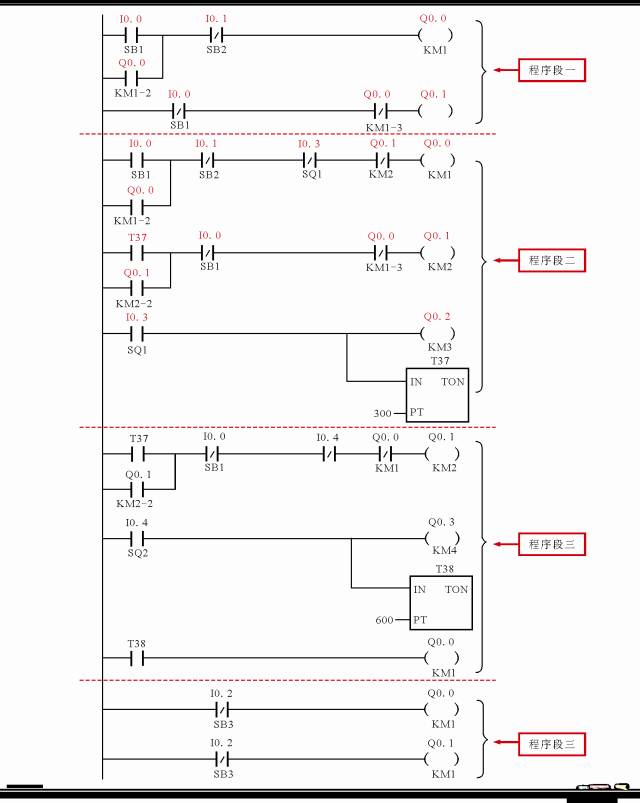
最终获得的PLC梯形图程序,如下图所示。
两个案例中省略了很多文字解析,如果大家有疑问的话,请留言探讨。
-
plc梯形图编程的基本原则2024-01-22 535
-
PLC梯形图基本编程规则和编程方法2020-10-10 0
-
PLC梯形图是如何编程的呢?2023-03-02 0
-
PLC梯形图编程八个必须步骤2014-03-24 7342
-
PLC梯形图编程有哪些规范_plc梯形图编程实例2018-04-26 6433
-
PLC基础:梯形图的6条编程规则2019-01-30 11990
-
PLC梯形图编程的方法2020-09-24 5438
-
以三菱FX系列PLC为例 介绍PLC梯形图编程的方法2020-09-27 5668
-
plc编程中的梯形图是什么?2021-12-08 5346
-
三菱FX系列PLC梯形图编程的方法2023-02-11 1396
-
PLC梯形图的特点 如何懂PLC梯形图2023-03-16 4087
-
PLC梯形图的执行顺序和编程规则2023-03-16 6323
-
PLC梯形图编程的规则和规律有哪些2023-03-17 4693
-
PLC梯形图编程的顺序和方法2023-03-17 3622
-
plc编程入门梯形图2023-04-14 10581
全部0条评论

快来发表一下你的评论吧 !
