

以AT89C52单片机控制系统为核心的备料机械手控制系统设计
控制/MCU
描述
引言
为满足机电一体化专业的实验实训需要,购置了机电一体化自动装配教学系统。该系统是一套完整、灵活、模块化、易扩展的教学实训系统,包含多种机械、气压传动方式,模拟现代化装配过程的柔性生产系统。该系统主要采用PLC控制,展现了实际生产中的传感器检测、电气控制、组态控制、工业总线控制等技术应用。学生可以借助该系统,学习理解机械传动、液压与气动、电气传动与PLC控制、工业现场总线、传感器及多种技术的综合应用。但随着技术的发展,基于单片机的控制系统也日益成为工业现场控制的又一主要形式,因此,在原机械手结构、气动系统、传感器和电机控制电路的基础上,设计另外的单片机控制系统,实现对机械手的控制,以此促进学生对单片机在工业生产上的应用的感性认识、培养其单片机系统的设计、综合分析与故障诊断与排除的能力就日显迫切。
目前市售的单片机产品繁多,功能各异,而AT89C52为较为常见的、性价比较高的一款单片机,并可实现在线烧结编程,使用方便。为不失一般性,机械手的单片机控制系统即以该芯片为控制核心,进行了接口扩展,软件设计,并设计了相应的接口电路及外部电路。
1 备料机械手单元
机电一体化自动装配教学生产线模拟了一个工件在工业装配线的运行过程,分为备料、加盖、模拟喷漆、烘干和通风、集中检测、分拣、升降电梯、多层货架等8个模块,其中备料、加盖和分检单元采用机械手实现动作要求。整个生产线的控制由各单元控制模块和一个总
控平台构成,可分别实现手动和自动运行,自动时用Profibus总线连接总控和各分站的通信,实现自动装配。
备料机械手单元的作用是将放在工件平台上的工件主体搬运到下料单元的料斗中。
运动方式包括:机械手臂的上、下(用上、下动作的双作用气缸);工件的吸放(气缸杆顶端装有电磁铁);机械手回转90°(直流电机经减速机构内齿轮传动机构带动机械手回转);机械手臂的抬起和降落(直流电机经减速机构后驱动齿条和齿轮机构经杠杆机构抬起工件);工件的前进和后退(右移和左移也是直流电机经减速机构后驱动齿轮齿条使整个机械手移动),该单元使用PLC驱动6个继电器(实现3个直流电机的正、反转控制),驱动电磁阀控制双作用气缸和直流电磁铁实现上述运动的控制,位置的检测以微动开关、舌簧继电器、光电检测开关实现。该单元的控制台可以进行手动、自动、急停等功能控制。
该机械化手相当于具有5自由度的机械手,通过调整限位开关或传感器的位置,实现机械手的位置控制。
1.1 备料机械手的动作控制要求
(1)置工件与工件检测平台后,备料检测传感器检测到工件,在手动情况下,按下启动按钮,备料机械手开始准备工作,延时1 s后,止动气缸下移,同时直流电磁吸铁得电。
(2)止动气缸下移到位后,气缸上的磁感应传感器得到信号,直流电磁吸铁将工件吸起来,止动气缸上移到位(复位),气缸上的另一磁感应传感器得到信号,进行下一步工作。
(3)止动气缸复位后,正行电机正转,使备料机械手转向底盘传送带方向,正转到位信号由转盘的档块碰撞微动开关发出,并将信号传送到PLC。
(4)正行电机正转到位后,上行电机得电,机械手提升工件向上移动,当杠杆机构的撞块碰到上行到位微动开关时,上行完毕。
(5)上行到位后,PLC控制右行电机,使机械手向右移动,由机械手撞块碰撞底盘传送带内外侧的右行到位微动开关,右行结束,这时机械手的电磁铁已经将工件搬运到下一工作站料斗的上方。
(6)止动气缸再次下移,将工件准确放到料斗内侧的齿形槽内,直流电磁断电。
(7)止动气缸复位,机械手左行,下降、回转到位,最后止动气缸上限位,回转复位、左行复位,这就是备料机械手的初始位置。
(8)备料机械手因为某种原因,急停后上电启动后应回到初始位置。
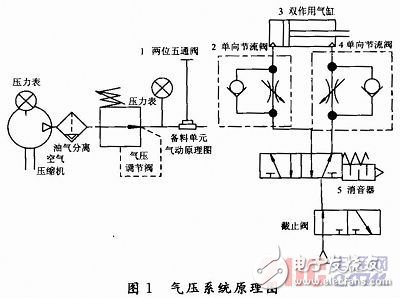
1.2 气动系统
图1是教学生产线气压系统和备料单元气压支路原理图。空气压缩机将大气压缩后,通过油气分离净化干燥后,通过气压调节阀调整到0.4~0.6 MPa的压力,通过干路气管通到各个支路。备料机械手单元来自干路气压通过分支头后,经过手动截止阀控制,再通过两位五通电磁阀控制,YA1不通电左位时,经过单向节流阀调节气流控制流量,使气缸复位,止动气缸下降时,YA1得电,电磁阀右位通(如图示位置),通过单向节流阀4推动气缸下降。回气回路加有消音器以防止阀的回气引起的噪声。
2 AT89C52控制系统设计
2.1 接口与内存地址的映像关系
备料单元PLC-I/O接口与AT89C52控制系统的并行8255地址及内存输入/输出映像关系见表1。
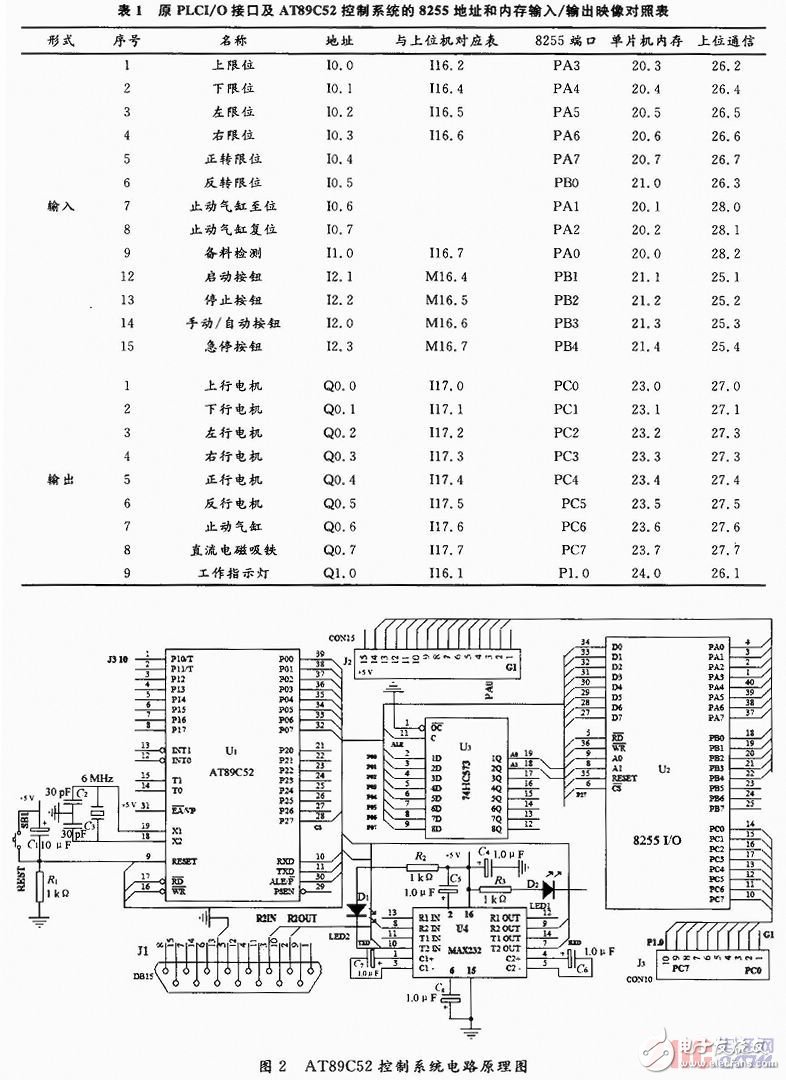
2.2 AT89C52控制系统电路设计
从I/O接口表可知,该备料机械手的输入有15点,输出有9点,所以系统要扩展1片8255,并定义PA口,PB口为输入,PC口为输出,利用P1.0作为输出接口作为输出指示灯。考虑到上位机的控制需要,设计了由MAX 232组成的串行通信电路,AT89C52内部有8 KB的ROM,地址范围由0000H~1FFFH,可以满足控制的需要,故外部不再扩充存储器。电路如图2所示。设计8255的/CS、P2.7端为逻辑零,其他未用到的地址线为逻辑1,则8255的PA口地址为7FFC,8255的PB口地址为7FFD,8255的PC口地址为7FFE,8255的控制寄存器地址为7FFF。
2.3 系统I/O接口电路设计
原系统由PLC作为控制器,故其信号均为24 V直流电压信号。为适应单片机控制系统的需要,需将机械手侧的24 V信号转换为单片机能够接受的TTL电平,同时能够消除传感器、开关的突动干扰的影响。所以设置光电隔离器件实现电平转换和消除干扰。光电隔离器件采用TLP521-4,输入由LED指示电路反映输入的实际情况,以检测输入故障。输入接口电路如图3所示。
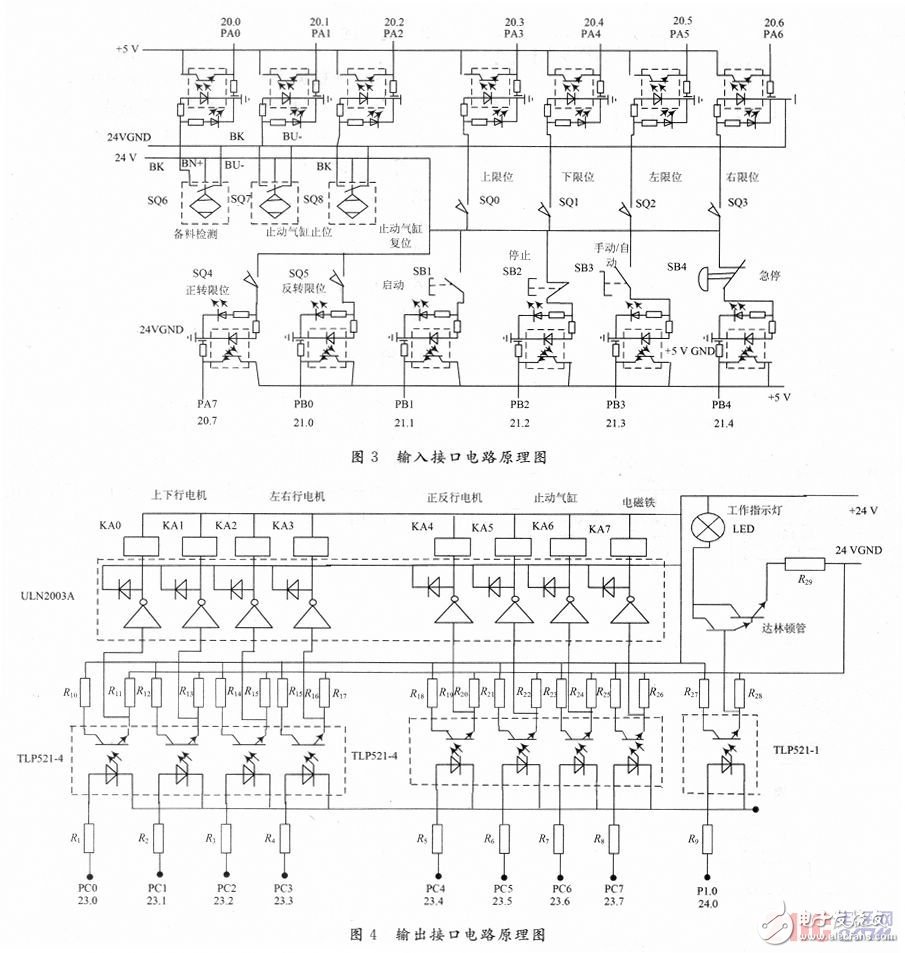
输出接口电路的作用主要是进行功率驱动和消除干扰和电平转换,电路如图4所示,由TLP521-4进行光电隔离,将计算机与机械手电路侧隔离,经功率驱动集成电路ULN2003A和达林顿晶体管驱动后,分别驱动继电器或指示灯,实现机械手的动作控制。
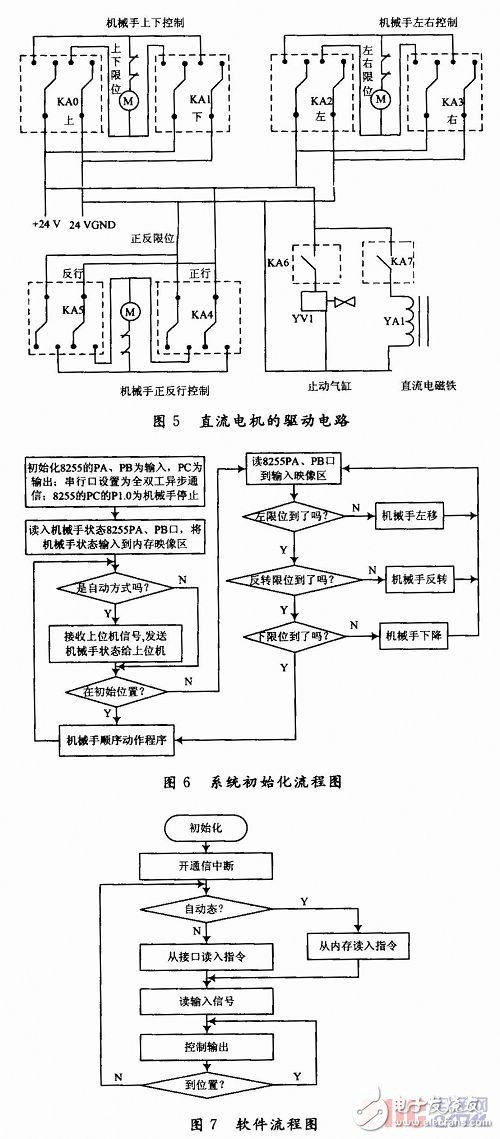
2.4 直流电机驱动电路设计
直流电机的工作电流比较大,输出接口电路不能直接驱动,需要用继电器进行功率放大,即先驱动继电器线圈,再由继电器触点来实现电机的24 V供电。对于永磁式直流电机,可利用改变电枢绕组的电流方向实现电机的正、反转和停的控制,如机械手上升,KA0通电、KA1断电,这时24 V通过KA0常开(闭合)通过上下限位开关到电机电枢绕组,从另一对常开回到24 V地。机械手下降时KA0断电,KA1通电,其过程类似于机械手上升,直流电机驱动电路见图5所示。电枢回路串联了两个方向的超程限位开关,当由于软件或其他故障引起限位开关动作,将切断电枢回路电源,电机停止,实现了电气保护。
2.5 软件设计
利用串行通信,将目前机械手状态(单片机内存26H,27H,28H的内容)发送到上位机,并将上位机的命令接受后,存储到25H单元。
初始化串行通信异步、双工,8255初始化PA,PB和P1.0为0,机械手处于停止状态。
机械手的工作方式分为手动或自动状态。手动由本工作站的控制按钮控制,自动采用串行通信接收上位机命令,并控制本位的机械手动作。若起动后机械手没有在初始位置,则机械手应先回到初始位置,系统初始化见图6所示。随后,系统接受指令,按照指令要求运行,程序流程见图7所示。
因为程序要不停的调用输入和输出程序,故将8255的输入采样和输出编写专门的子程序:
8255INPUT:MOV DPTR#7FFCH;
MOVX A,@DPTR;
MOV 20H,A
INC DPTR
MOVX A,@DPTR;
MOV 21H,A
RET
8255OUT: MOV DPTR#7FFEH
MOV A,23H
MOVX@DPTR,A
MOOV P1.0,24.0
RET
驱动机械手动作的电机正转和反转进行了互锁设计,以免短路电源。顺序动作程序略。
3 调试
为保证机械手的安全运行,调试时用开关模拟机械手的状态信号,按机械手的动作控制模拟输入,观察输入接口板的状态指示和输出接口板的继电器动作情况,待控制功能与机械手的控制要求吻合时,再连接机械手的实际输入和输出信号。配备开关型稳压电源输出24 V/20 A,5 V/2 A。急停信号要对电源进行控制。设计一个专门的转接板,将机械手和本位操作台上的输入和输出信号分离,然后输入/输出到输入接口和输出接口板上,以便于切换PLC和单片机的控制。
4 结论
通过实验检验,单片机控制系统运行可靠,实现了双向通信功能,为利用上位机的组态控制,实现现场再现等提供了极大方便。该系统体现了单片机在工业生产方面的控制能力,展现了单片机在工业控制系统中的综合应用,为开展机械手的控制实验、机电一体化和电气自动化专业学生的综合实验实训又建立了一个新平台。
-
注塑机机械手控制系统设计要点2012-09-11 0
-
AT89C52设计智能交通控制系统2013-04-22 0
-
求at89c52单片机控制led闪烁的应用系统的使用方法和控制程....2013-05-17 0
-
proteus仿真和程序基于at89c52单片机sht11温湿度控制系统,lcd1602显示2017-05-11 0
-
基于51单片机洗衣机控制系统2021-07-03 0
-
AT89C51单片机的电风扇控制系统设计流程图2021-09-08 0
-
以STC89C52单片机实现的智能灯光控制系统2021-11-10 0
-
基于AT89C52单片机设计一个四层电梯单片机控制系统2021-11-19 0
-
基于STC89C52的水塔水位控制系统设计2021-12-02 0
-
基于AT89C52单片机的涡流管控制系统2010-04-14 552
-
基于AT89C52单片机的步进电机控制系统设计2010-04-20 1800
-
基于单片机的机械手控制系统研究2010-11-09 610
-
基于AT89C52单片机的飞机副翼控制系统设计2010-12-17 721
-
基于STC89C52单片机的控制系统设计2018-06-24 3658
全部0条评论

快来发表一下你的评论吧 !
