

采用西门子S7 400 PLC和6SE70实现在中厚板热处理生产线中的应用
描述
1 、系统简介
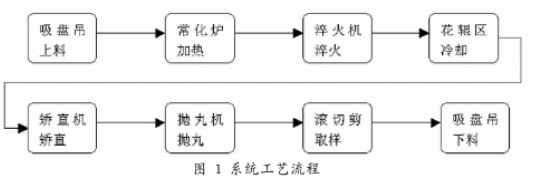
随着经济的快速发展,各制造行业对中厚板的品质要求越来越高, 山西太钢集团临汾钢铁有限公司正是切中这一市场需求而新建一条中厚板热处理生产线。它的生产过程包括对中厚板的加热、淬火、冷却、冷矫、抛丸、剪试样等。其主要的设备包括:吸盘吊、常化炉、淬火机、花辊、矫直机、抛丸机、取样剪、压平机、等离子切割机等。其中压平机和等离子切割机是离线设备用来处理厚度在40mm以上的钢板。系统的工艺流程如图1所示。
1.1系统的组成
1) 概述
系统配备基础自动化级和监控管理级两级自动化系统, 基础自动化级通过PROFIB US—DP现场总线网进行通讯,监控管理级通过ETHERNET网络进行通讯,从而组成分布式计算机控制系统。它的特点是并行运算、集中管理、分散控制和资源共享等。
系统采用西门子可编程控制器(PLC)控制、整流逆变(6SE70)传动;基础自动化系统与传动系统之间通过PROFIBUS—DP网络交换信息,构成全数字化的控制系统。
2)自动化系统
自动化系统采用西门子S7 400 PLC其CPU 4l2—2DP并配置CP443-1以太网卡,采用远程I/O控制方案。远程I/O模块分散在现场的各操作台ET200M从站上。PLC通过自身集成DP接口与传动装置与ET200M进行通讯,并通过CP443—1与上位管理计算机进行通讯。采用网络通讯方式代替了设备点对点的连接方式,提高了系统的可靠性,减少了维护工作量,提高了生产效率,并使现场进行调整或功能扩展时具有相当的灵活性。
1.2 网络结构及数据通讯
1)PROFIBUS总线
PROFIBUS是一种国际化、开放式、不依赖于设备生产商的现场总线标准他由3个兼容部分组成:PROFIBUS—DP(DecentralizedPeriphery).PR0FIBUS—PA(ProcessAutomation)、PROFIBUSFMS(FieldbusMessageSpecification)。该系统采用PROFIBUS—DP,它是一种高速低成本通信,适用于设备控制级与分散式I/O的通信,通讯速率由9.6kb/s到12Mb/s。根据本系统所带装置比较多的特点,通讯速率设为187.5kb/S,保证了通讯稳定可靠。PROFIBUS总线存取协议采用主站与从站的主从方式。根据系统的要求,在该系统中采用两级控制网络:基础自动化级和监控管理级。基础自动化级由PLC、现场I/O设备和逆变装置等组成。监控管理级为工控机。
2)网络结构
临钢中板热处理生产线采用P R O F IBUS—DP总线构成网络,网络结构如图2所示。
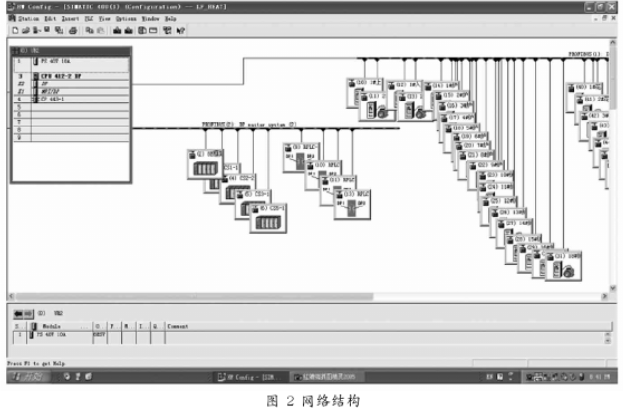
PLC通过两个DP接13分别和逆变装置和ET200M 及耦合器形成两条PROFIBUS DP网,并且通过PROFIBUS DP网,PLC和它们构成主从关系形式的通讯协议。图中左边的热处理PL C为主站,右边上方的传动DP网带45台逆变器,为从站完成现场辊道的驱动功能I而下方的DP网则带5台ET200M和4台DP耦合器也形成从站,完成现场I/0信号的输入输出和它与其它设备的联锁控制。
3)软硬件配置
系统设一台西门子S7—400 PLC其CPU为4l 2—2DP,通讯卡为CP443一l,并设单独的控制柜。
主电室设一台工控机HMI,用于维护和监控生产线设备的运行状况。控制元器件及ET200M 远程站安装在辊道操作台或主体设备的操作台,传动装置采用配有CBP2通讯板的西门子6SE70逆变装置共45台。为方便软件开发和维护工作,PLC采用西门子可编程软件STEP7 5.3,HMI系统组态软件采用winCC6.0,远程I/O站采用ET200M 。
4)数据通讯
该系统的数据通信包括P L C和传动装置、PL C与ET200M 之间的数据交换。
(1)PLC和传动装置通信PLC通过自身集成DP接口作为主站,传动装置为从站,主站周期的向从站发起通讯,从站只进行响应。通信时首先要在PLc上通过STEP7编程软件进行网络组态及参数设置, 网络组态包括组态主站和组态从站。
组态主站
硬件组态:通过硬件组态窗口,可按硬件安装次序和定货号依次插入机架、电源、CPU等进行组态。并新建PROFIBUS网,组态PROFIBUS站地址,选择传输速率和行规。
组态从站
硬件组态:在DP 网上连接逆变装置,设置逆变装置的PROFIBUS站地址以及组态逆变装置的通讯区。选择不同的PPO类型就可指定大小不同的通信接口区。其中数据结构类型PPO包括PPOl到PPO5共5种。通讯要调用系统功能块SFCl4、SFCl5对数据进行解包和打包。
PLC作为主站通过PROFIBUSDP网周期地向ET200M上的IM153通讯模块发起通讯,而IMl53通过DI、AI模板接收操作台或外界信号,通过DO、AO模板执行PLC指令,从而完成通讯任务。
2、结语
现场总线在该系统中的使用, 减少了硬件的数量和安装、节省了投资的费用和时间、提高了系统的可靠性和准确性。并且用户具有高度的系统集成主动权。系统自投产至今运行非常稳定效果良好。
责任编辑:gt
-
常年高价回收西门子CPU(S7-200/S7-300/s7-400-s7500)模块2020-06-09 0
-
那里有西门子模块系列处理2020-06-10 0
-
高价回收西门子6ES7系列S7-200,S7-300,S7-400,、6SE70系列、6GK系列PLC模块2020-11-18 0
-
上海长期信誉回收西门子S7-200,300、400、6**、6EP、6GK、6DD、6FC、6SN、6SL、6SX、6RY70、6SE70、3RY70。AB等相关工控产品2021-03-10 0
-
成都 西门子S7-1500前连接器6ES7592-1AM00,CPU 417H用于S7 - 400H容错控制PLC2021-03-26 0
-
清远西门子s7-1200 plc模拟量模块回收2021-04-16 0
-
苏州高价收购西门子6ES7系列S7-200,S7-300,S7-400,、6SE70系列2021-04-27 0
-
回收西门子S7-200PLC,西门子S7-300PLC,西门子S7-400PLC2021-06-14 0
-
基于西门子的PLC介绍2017-09-23 970
-
西门子plc编程入门教程2017-11-14 45756
-
西门子6SE70系列变频器维修实例2017-12-04 1304
-
变频器原理及西门子6SE70变频器维修及调试2021-04-25 2301
-
西门子PLC工作原理及仿真2023-04-17 348
-
C#使用西门子S7协议读写PLC DB块2023-04-19 2042
-
西门子6se70功率模块维修标准操作方法2023-11-23 658
全部0条评论

快来发表一下你的评论吧 !
