

用PLC怎么画圆?介绍一种画圆的方法
电子说
描述
用PLC怎么画圆?相信很多朋友都思考过这个问题,PLC200 smart并没有开发这个功能,需要自己写程序实现,本文和喜欢工控和开发的朋友们交流一下这个有趣的问题,笔者在调试成功的基础上附上视频和程序介绍一种画圆的方法,此方法通用性强,可以根据这个原理方法绘制其它不同的曲线。
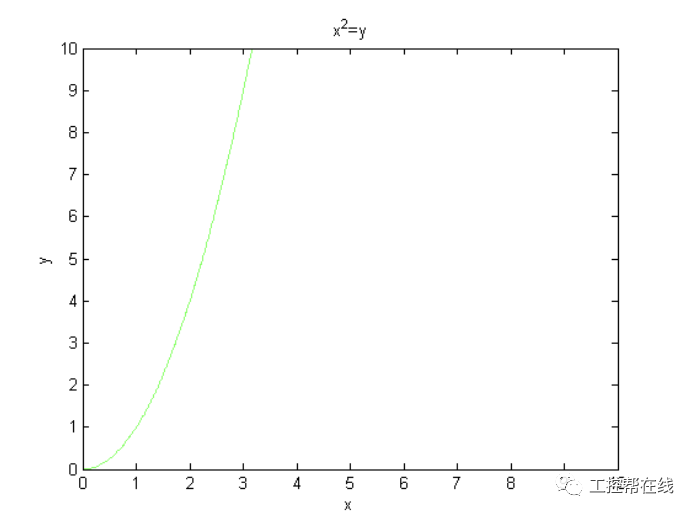
以上图的抛物线y=x^2为例分析,我们知道一个方向上走匀速,一个方向上以恒定的加速度运动,轨迹就是抛物线。同样我们可以想到,X轴匀速运动,Y轴变速运动,运动轨迹就会走出曲线。匀速运动时用路程除以时间就可以得到速度,而变速度就需要从微分的角度来计算,即:

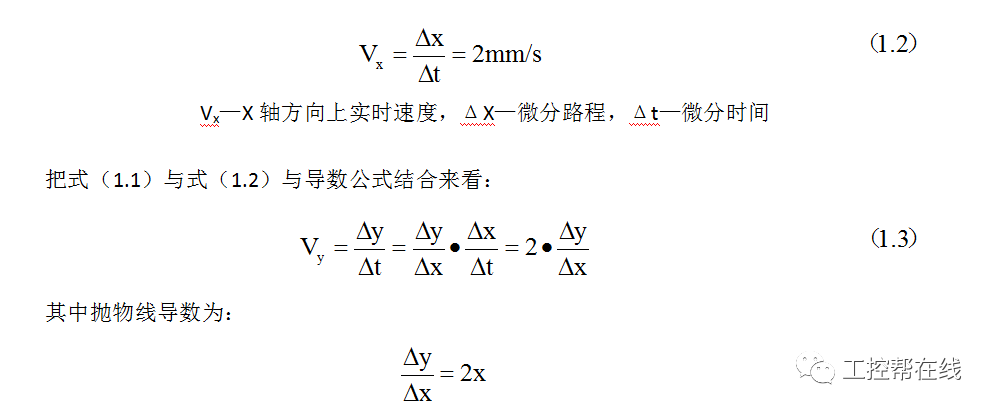
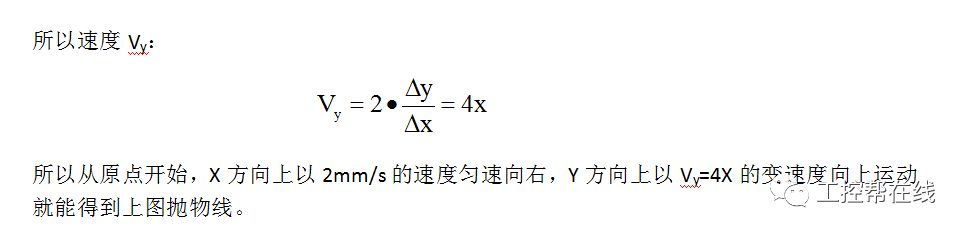
我们假定X轴方向上走2mm/s的匀速,即:
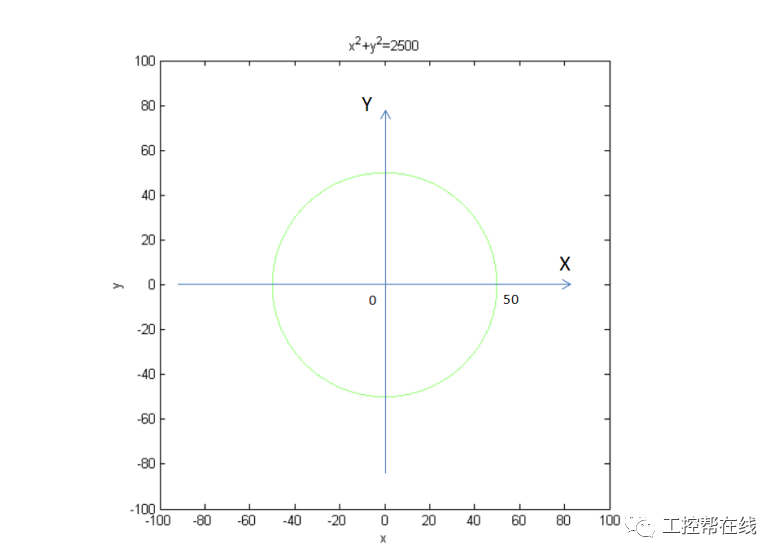
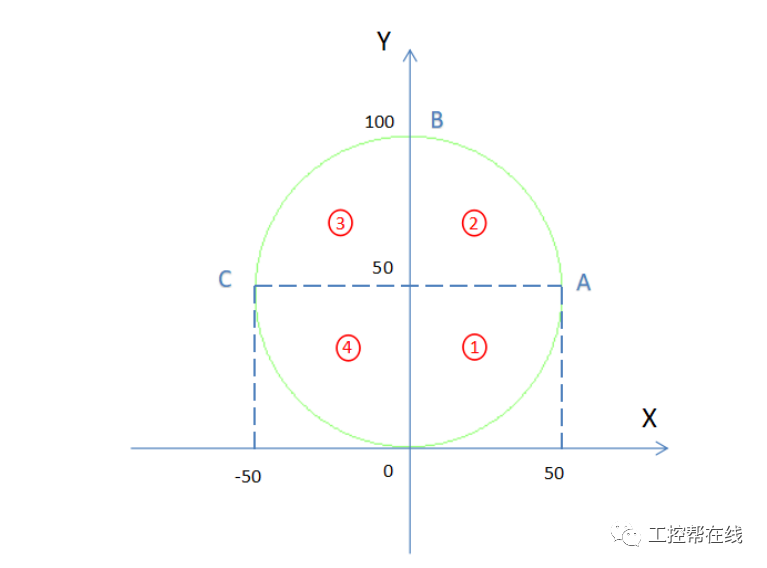
有了前面的分析,我们可以试试分析这个以50mm为半径的圆形:
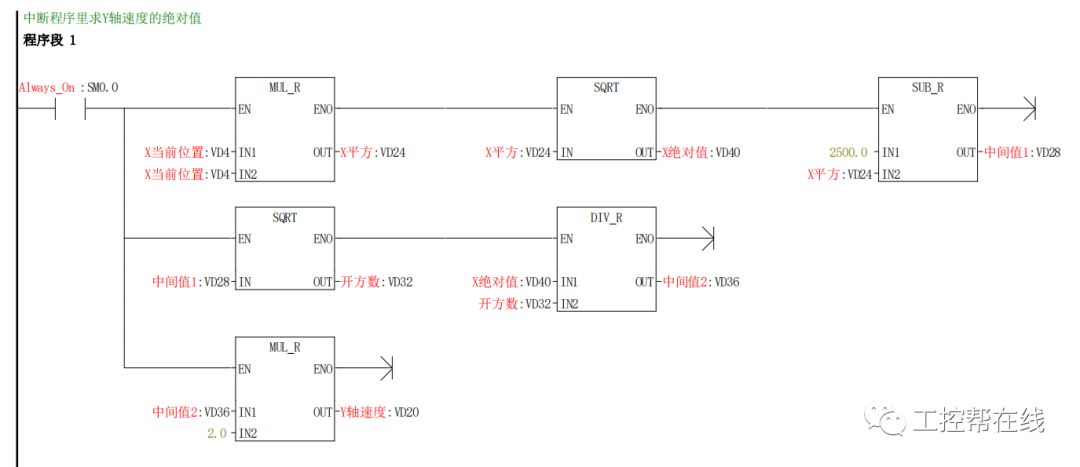
可以看到(-50,50)区间内每一个X对应两个Y值,两个Y值一正一负且绝对值相等,对应位置的导数值也是一正一负且绝对值相等,那么当X轴方向上以2mm/s的速度向右运动,要得到这个圆弧的轨迹,在任意一个X位置对应的Y的速度是:
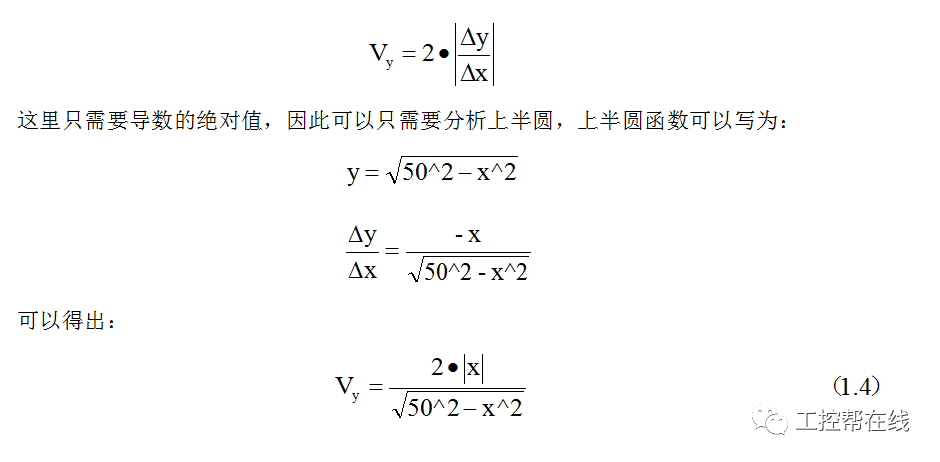
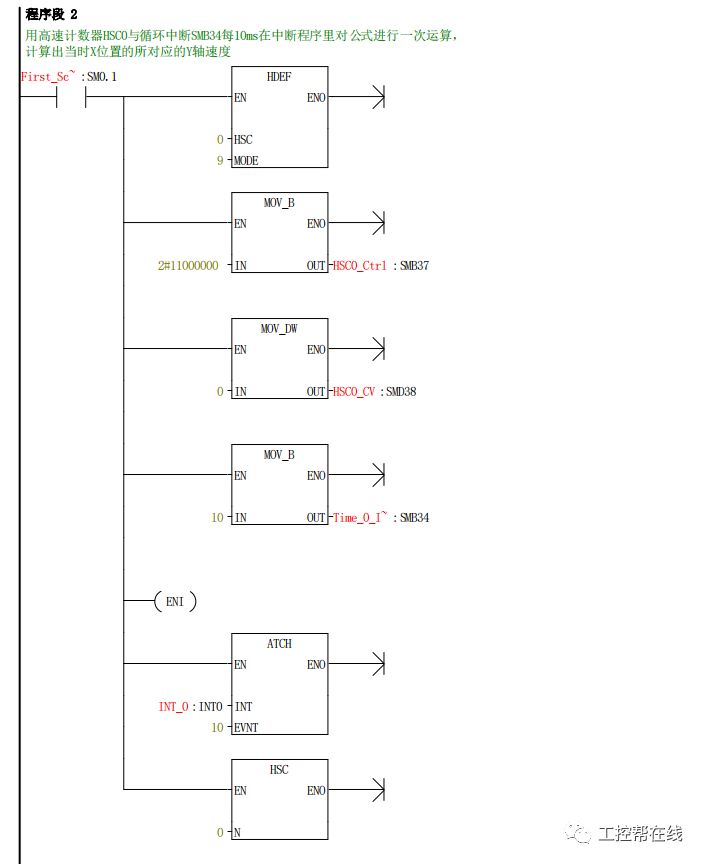
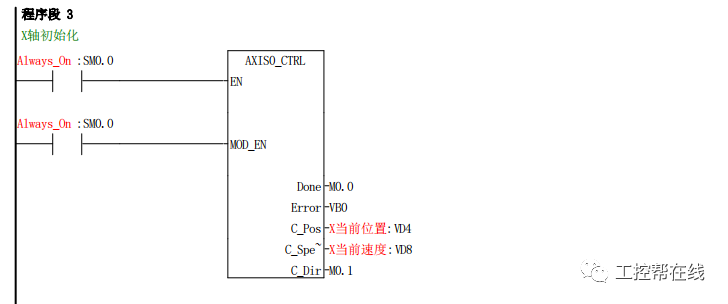
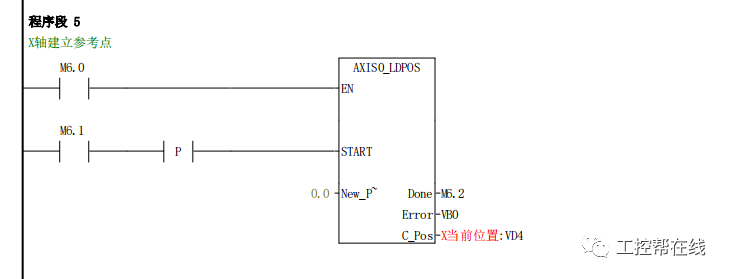
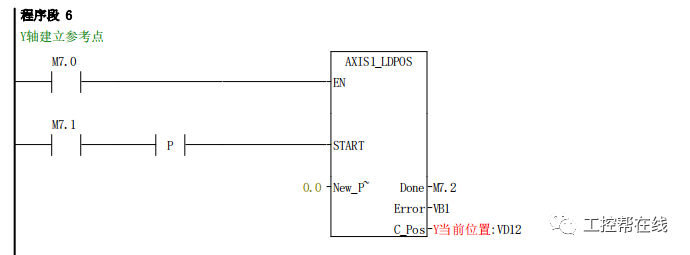
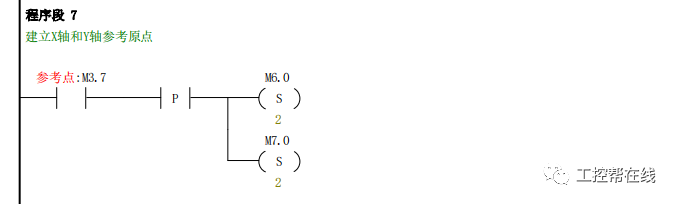
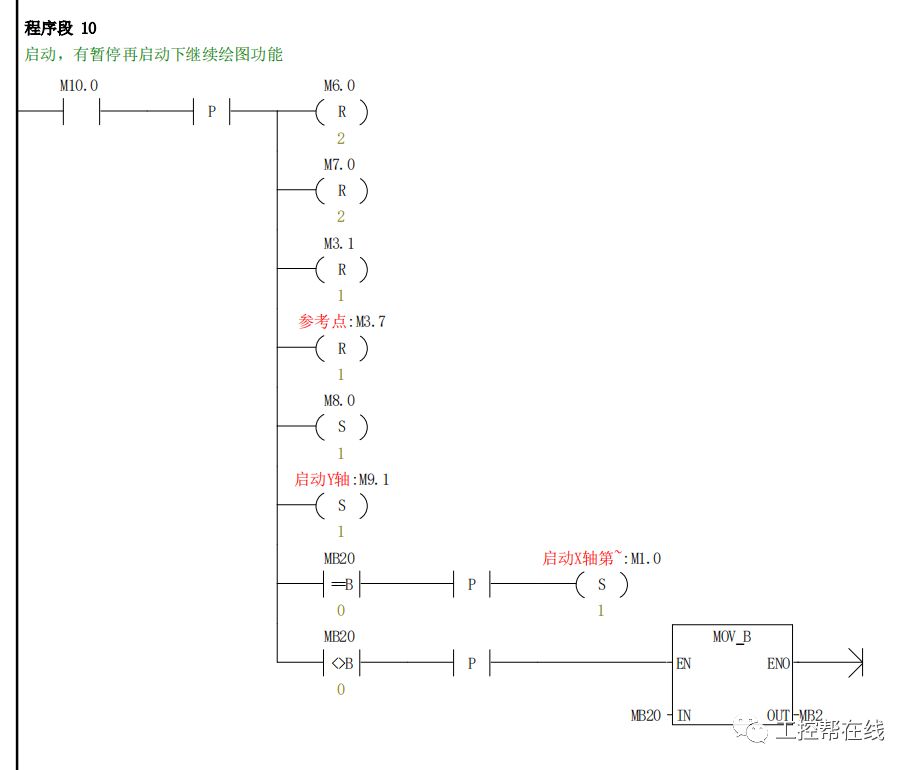
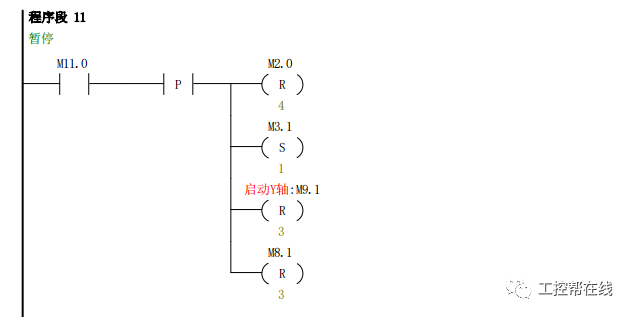
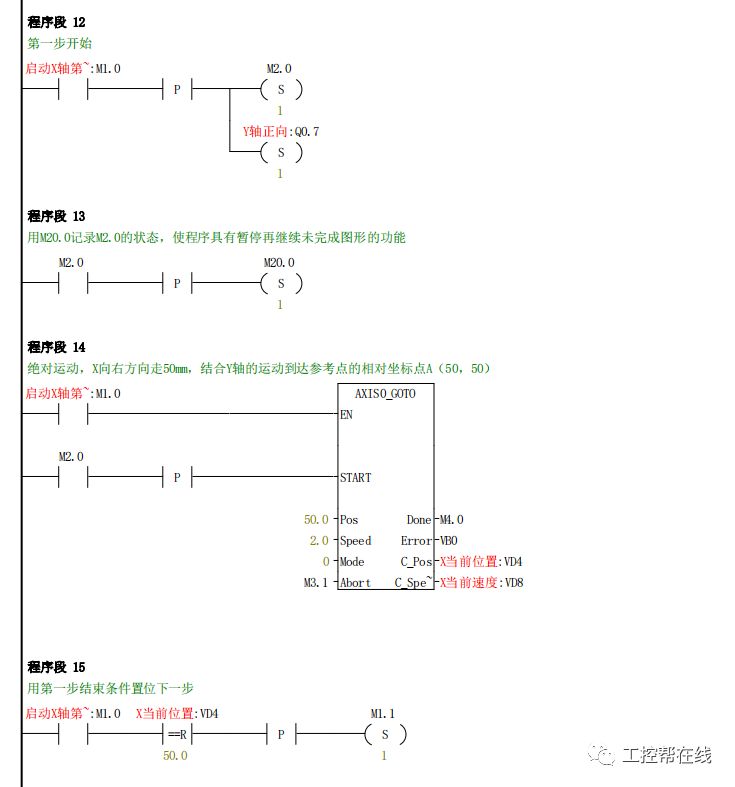
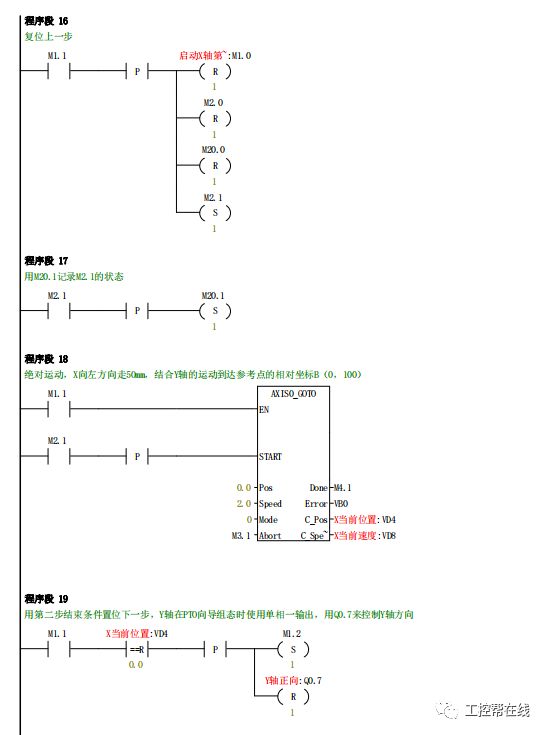
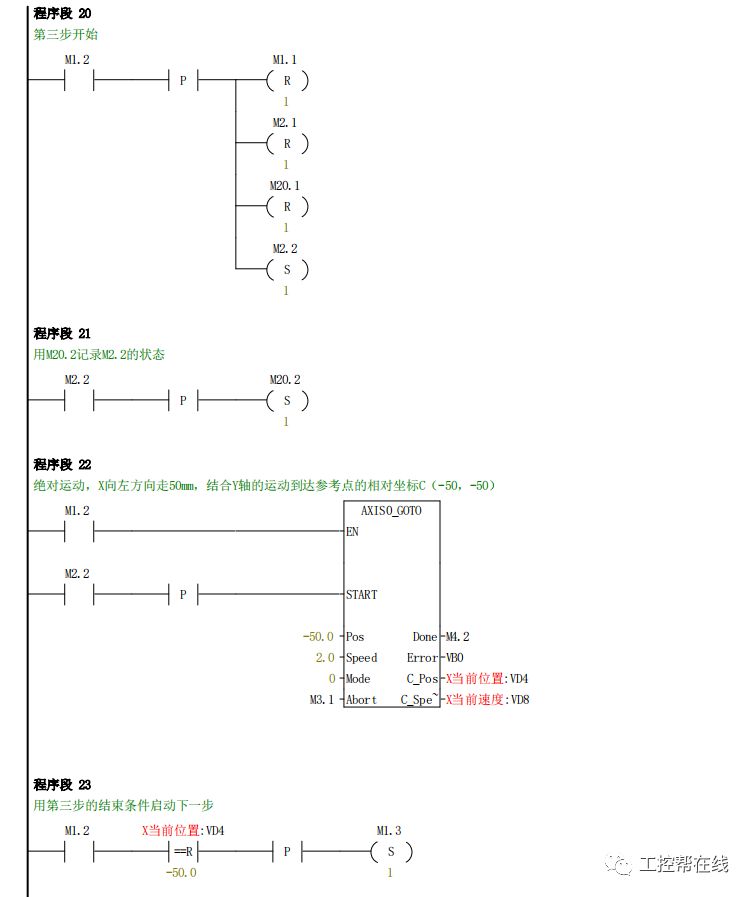
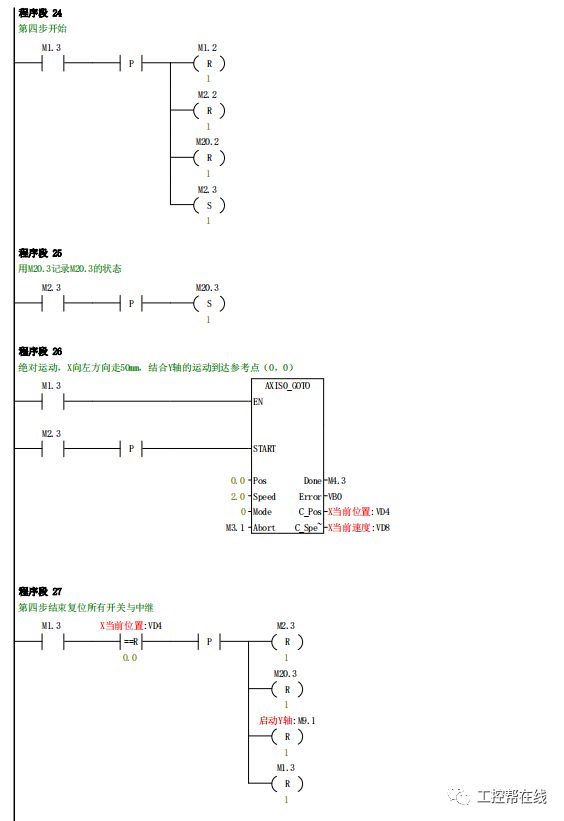
这里都取了X方向的速度为2mm/s,是一个比较慢的速度,再根据Vy的公式(编写入中断程序进行运算),可以编写程序绘制圆形了,只需要注意在在绘制途中X方向和Y方向改变的位置要做一些处理,下面用程序与注释来说明整段程序的过程。(下图是程序建立坐标原点即参考点后实际走出来的轨迹)
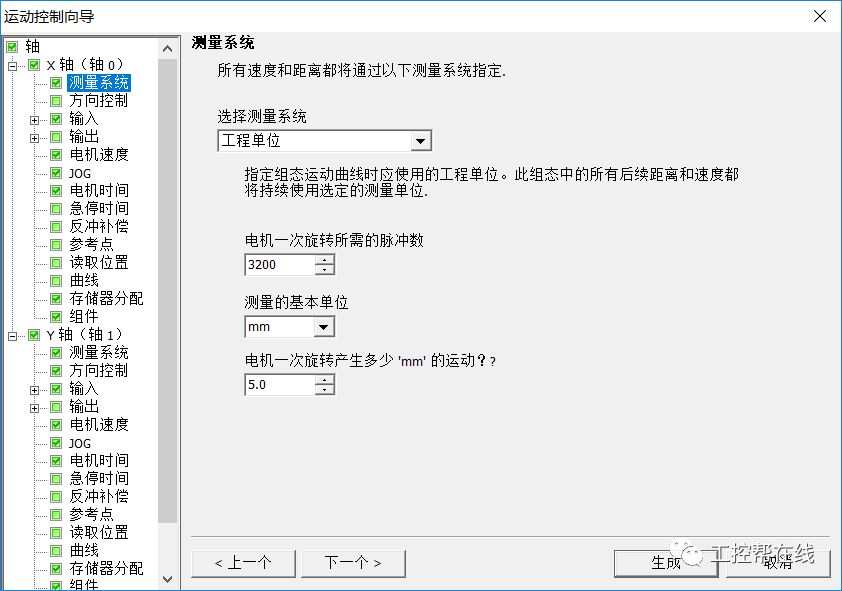
首先画圆形需要的是一个两轴控制台(包括步进电机和画图的平台等),两个驱动器,一台200PLC,笔者视频里用的是一个三轴的平台,驱动器细分调至3200,写程序之前使用运动向导,设置两个轴,测量系统选择工程单位,方便我们计算,也更直观,细分3200,我的步进电机每转一圈前进5mm,如下图所示:
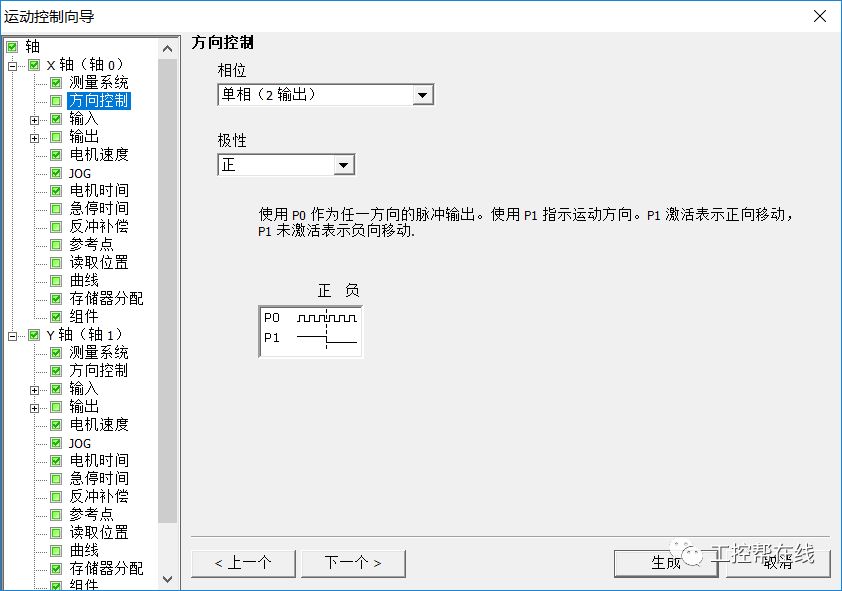
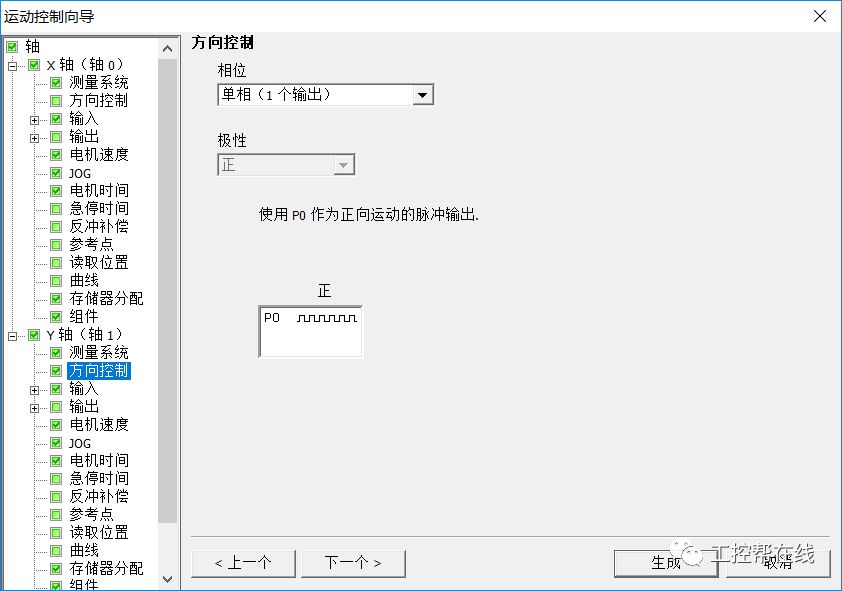
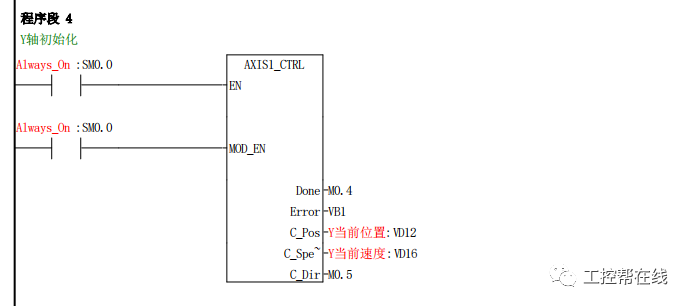
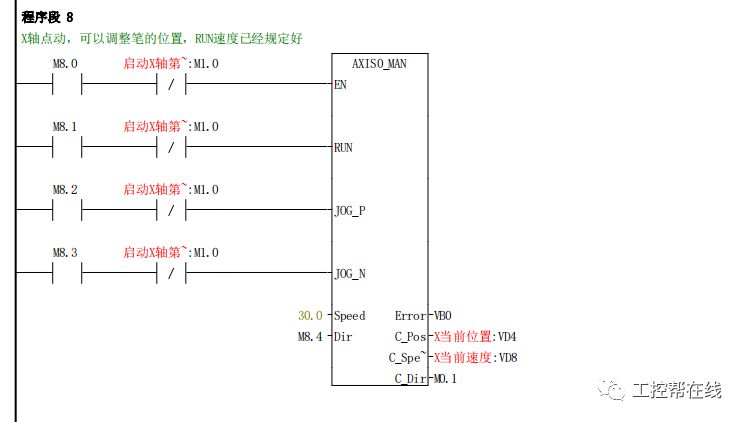
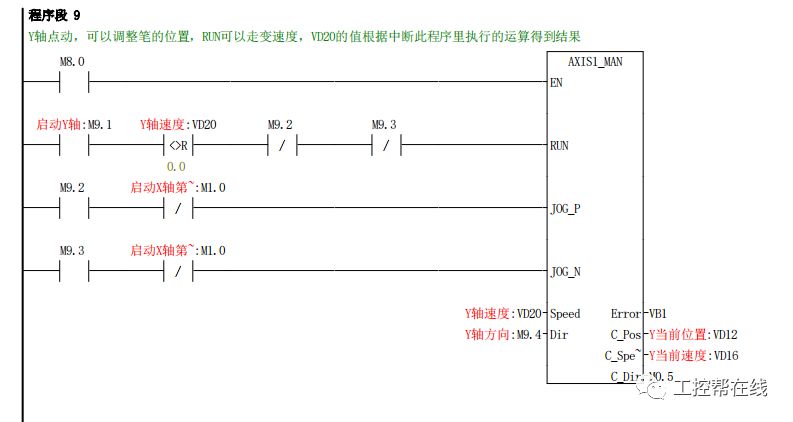
方向控制选项如下图,X轴选择单相2输出,因为画圆过程中X方向上有正有负;Y轴选择单相1输出,因为Y轴运动靠的是点动RUN控制,笔者在调试过程中发现使用单相2输出时,使用点动的Director或者Q0.7来控制方向会有时候不受控制,这是因为手动子程序里包含了方向控制导致程序冲突,所以这里Y轴使用单相1输出,调试结果很稳定。其余对电机速度,JOG选项进行一些常规设置即可。(笔者尝试了为实现Y轴变速运动,使用组态中的相对运动和绝对运动子程序,为其提供变速度且实时改变终点位置,结果是Y轴没有动作,因此用相对和绝对不能控制一个速度和位置的数值实时变化的运动,因此最后选择了点动来实现这个变速的功能)

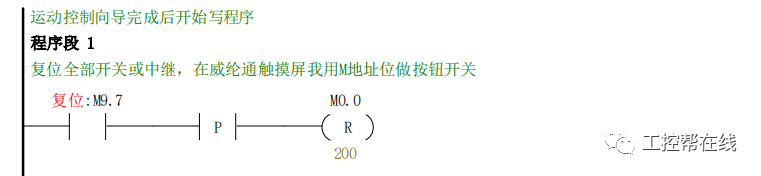
然后开始写主程序:
这是笔者原创的程序,200smart并没有开发相应的功能,三菱plc有圆弧插补功能,笔者没有接触过三菱plc,通过查阅PLC圆弧插补的资料和原理,对两种方法进行了对比:圆弧插补功能的原理是将圆分解成N段折线来画,其误差在某范围内可控,而以上介绍的方法从纯数学的角度来讲是相当完美的,但是也有缺点,它的完美程度取决于中断运算的时间和X方向上的速度,如果运算时间设计较长,Y轴加速情况下会丢步较多,减速情况下会过冲较多,运算时间短对CPU要求较高,X方向速度过快会导致丢步较多,另外由于是浮点数运算,每一步本身就存在极少量丢步。
尽管有这么多理论上的缺陷,但是由于10ms运算间隙时间极短且X轴方向上走的较慢,实际走的圆非常的光滑接近完美的圆。
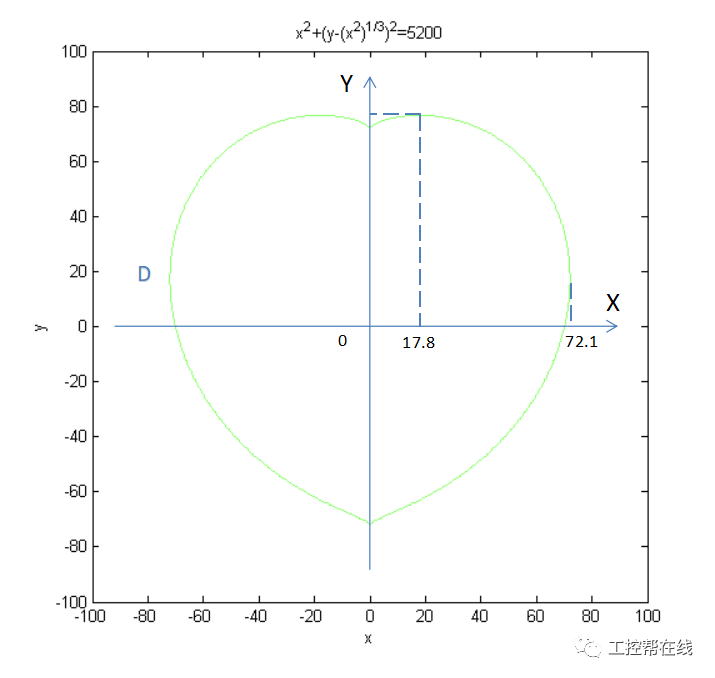
大家看完此文应该可以完成很多曲线的编程画自己想画的图形了,但是根据函数的复杂性和求导的难度使得编程有难易程度的区别,可以挑战一下试试画一个爱心,如下图。该程序我会在下一篇文章写给大家供参考。
- 相关推荐
- plc
-
关于画圆的算法2012-11-14 0
-
画线画圆程序2013-03-05 0
-
LABVIEW 图片上自动画圆2017-02-18 0
-
请问怎么在图像中画圆?2017-04-19 0
-
新手求问机器视觉中用ROI和Overlay画圆的优缺点2017-05-05 0
-
如何用labview做程序画圆孔衍射波形2017-05-12 0
-
用XY图画圆的分度线2019-03-31 0
-
画圆怎么修改2019-05-20 0
-
在TFT上画圆的算法是什么?2020-03-25 0
-
CAD制图初学入门之CAD画圆方法一2021-01-13 0
-
cad制图初学入门画圆之CAD画圆方法2021-01-14 0
-
如何学用circle画圆形2021-07-14 0
-
如何用circle画圆形?2021-10-14 0
-
中心点画圆和Bresenham画圆,哪种算法速度更快?2023-10-28 0
-
【STM32】STM32 OLED打点划线画圆 OLED电子罗盘 程序2021-12-08 1659
全部0条评论

快来发表一下你的评论吧 !
