

正负极材料颗粒大小对充放电性能的影响
描述
锂离子电池与传统的二次电池如铅酸电池、Ni/Cd电池等相比,在比功率、能量密度及充放电性能方面有着明显的优势 。而且,锂离子电池还有着循环寿命长、自放电率低、绿色环保等优点,目前已广泛应用于小型用电器中,并正积极向空间技术、国防工业、电动汽车、 UPS等领域发展。充电电池市场有望迎来巨大发展,特别是来自于汽车行业的需求。锂商子电池具有重量相对较轻、环境友好、无记忆效应、不使用时电荷损失缓慢等特点,如果成本能够降低,锂离子电池将具有深厚潜力。业界已投入了巨大的资源,希望能到2020年年能够将锺离子充电电池的成本降低到低于其他充电技术的水平,全球市场规模预计将达到 600亿美元。
在锂离子电池的生产研发过程中,正负极片的性能对于电池性能影响巨大。而其中正负极 材料特性和相关的加工工艺是最为重要的影响因素。正负极材料的颗粒大小将会直接影响 电池的充放电行为,而相关电池浆料的流变性能又会直接影响流浆液的存储、涂布和加工稳定性。
在锂离子电池的生产过中,正负极片制备是非常关键的步骤,直接影响电池的使用性能。 正极极片和负极极片的生产工艺非常接近,如图 1所示。
图1 锂离子电池极片制备过程
通常第一步是先将由活性物质、粘结剂、导电剂通过搅拌均匀分散于溶剂中,制成电池浆料;第二步,将电池浆料涂覆在集流体(负极铜箔和正极铝箔)上,然后就是干燥涂层;接下来,将干燥好的极片在重压下压实、压薄,使锂离子电池体积能量密度得以提高,保证粘结剂把活性成份和导电剂紧紧的精粘附在在集流体上;最后,就是裁片和分切,直接把大卷冷压好的极片在分切机上分切成指定宽度的小卷极片,等待然后把分切好的小卷保存在真空干燥箱中,待下一步使用。混合制备电池浆料、涂布、干燥和压实工艺决定了浆料的均匀性、极片的厚度、机械性能和极片涂层的孔隙度,所以,极片制备过程直接影响了电池的使用性能。
正负极材料颗粒大小对充放电性能的影响
锂离子电池实质上是锂离子在正负极材料之间的一个反复循环"流动"的过程,在这个过程当中,锂离子不断地嵌入电极材料中,同时又需要不断的脱嵌出来,正是这种摇摆式的嵌入和脱嵌过程,才使得锂离子电池能够反复充放电使用。然而锂离子的脱和嵌是受很多影响因素决定的,比如正负极材料本身的层状结构、电极材料颗粒的形态、以及电极材料颗粒间的堆积状况等,这些影响因素都直接影响到锂离子脱嵌的整个过程,从而对锂离子电池的离子迁移速率、充放电平台产生显著影响。在这些影响因素当中,正负极材料的颗粒大小无疑是非常重要的,颗粒的大小将会对材料的堆积产生直接的影响,而这种影响导致的空间效应将会直接影响到锂离子的脱嵌,从而影响到电池性能。
图2 两种不同工艺制备的LiNi0.8Co0.2O2正极材料
图2 就是采用不同制备工艺生产的两种正极材料LiNi0.8Co0.2O2,其中a是反应过程中采用胶体磨进行研磨混合,而b是采用普通搅拌的方式进行反应混合。两种方式得到的颗粒大小通过电镜结果来看差异较大,而下方的激光衍射结果比对 则可以进一步从定量上看出两种材料的粒度大小。其中采用胶体磨的样品粒度分布较窄,颗粒大小从几百纳米到十微米左右,而采用普通混合的方式则粒径分布要宽很多,从几个微米到一两百微米。这两种样晶在充放电性能上也有着显著 的差异。
图3 两种不同工艺制备的LiNi0.8Co0.2O2正极材料充放电性能
图3就是这两种材料在不同充放电循环次数下电池容量的性能比对,可以看出在相同的情况下 a材料具有更 高的电池容量,而其恰恰具有更小的颗粒和更均匀的粒度分布。
图4 两种不同制备工艺下负极材料Li4Ti5012的粒径分布
图4中a为样品研磨频率偏低,因此其材料主要在几个微米级别,而b材料则研磨频率更高,其颗粒很多达到亚微米的水平,其粒度分布也更宽。通过两种材料的克放电性能比对可以发现, 在充放电循环100次的情况下,两种材料的库伦效率都是比较接近的,但电池容量的衰减却大大不同。微米颗粒的样品其电池容量随着充放电次数增加明显发生了衰减,由最开始的160mAh/g下降到150mAh/g,而亚微米材料的在整个充放电进行过程中比较稳定。
流变特性与电池浆料的关系
电池浆料是整个电池极片制备过程中的最关键的因素。电池浆料是由活性物质、粘结剂、导电剂通过搅拌均匀分散于溶剂中形成,属于典型的高粘稠的固液两相悬浮体系。对电池浆料的要求,第一是分散均匀性,如果浆料分散不均,有严重的团聚现象,电池的电化学性能受到影响,如若导电剂分布不均匀,电极在充放电过程中,各处电导率不同会发生不同的电化学反应,负极处可能产生较复杂的 SEI膜,可逆容量减小,并伴有局部的过充过放现象或有可能会有锂金属析出,形成安全隐患;粘结剂分布不均,颗粒之间、颗粒与集流体之间粘结力出现过大过小的情况,过小部位电极内阻大,甚至会掉料,最终影响整个电池容量的发挥。第二,浆料需要具有良好的沉降稳定性和流变特性,满足极片涂布工艺的要求,并得到厚度均一的涂层,要求电池极片中心的厚度要和边缘处的厚度尽量保持一致,这是电池浆料涂布工艺的难点。在涂布过程中,涂层边缘经常会出现拖尾现象,通常会将拖尾的边缘裁切掉,以保证单位面积内的活性物质的量保持一致。如果在涂层的其他位置出现拖尾现象,不能裁切,在该位置的活性物质减少,会导致局部电压过大。 另外,在涂布过程中,还有可能会出现涂层边缘虽然齐平,但是边缘处的局部厚度过高,这会导致在压实过程中压力分布不均,电池极片的孔隙度和单位面积的容量就会不均一。还有会影响到卷绕或者叠片的层数。
图5 典型的正负极电池浆料剪切粘度与剪切速率关系曲线
通过流变特性表征浆料的储存稳定性
电池浆料在储存过程中,浆料中的颗粒只受到重力的作用,剪切速率非常低,通常的剪切速率范围是10-6 -10-2 S-1。在 储存过程中,低剪切速率范围内的剪切粘度越大,浆料就越稳定。可以通过剪切粘度随时间的关系表征电池浆料的沉降性能。图6是负极电池浆料在低剪切速率 0.1S-1下的剪切粘度随时间的变化关系。可以看出,负极浆料的剪切粘度随储存时间增加而减小,在储存 3小时18分钟后,剪切粘度由 9.68Pa.s减小到7.215 Pa.s,减小了25%. 说明负极浆料在缓慢沉降。图7是负极电池浆料在储存 72小时前后剪切粘度曲线对比,可以明显看出储存了 72小时后,在测试的剪切速率范围内剪切粘度都有明显下降,说明浆料沉降非常严重。
图6 负极电池浆料剪切粘度随时阔的变化.剪切速率为0.1S-1
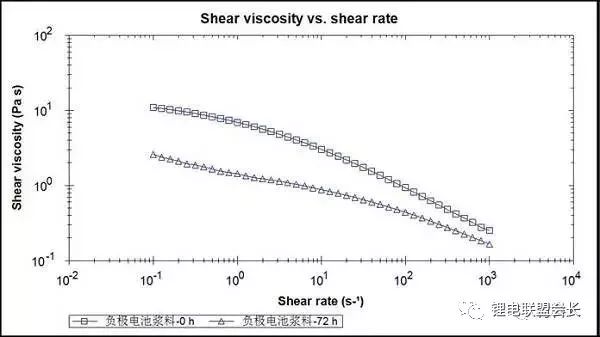
图7 负极电池浆料储存时间对剪切粘度的影响
羧甲基纤维素钠(CMC)是电池浆料配方中的常用助剂,主要起增稠的作用,用于悬浮固体颗粒,阻止沉降,提供存储稳定性。羧甲基纤维素钠(CMC)溶液需要在低剪切速率范围内具有高粘度,有助于悬浮固体颗粒,降低颗粒的沉降速率。但是在高剪切速率范围下,需要有较小的剪切粘度,便于涂布。
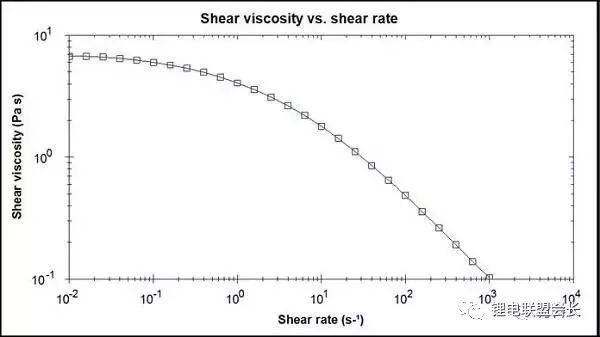
图8 羧甲基纤维素钠(CMC)溶液剪切粘度曲线
图8是3%浓度的羧甲基纤维素钠(CMC)溶液的剪切粘度曲线,可以看出,羧甲基纤维素钠(CMC)溶液具有剪切变稀行为,在剪切速率范围,剪切浓度趋于稳定,即零剪切粘度。剪切粘度的大小决定了羧甲基纤维素钠(CMC)的炫富能力。固体颗粒在连续相中的沉降速率可以通过Stokes方程预测。

电池浆料制备工艺对流变特性的影响
电池浆料制备工艺对电池浆料的流变性能有一定影响。Lee等人研究了浆料制备顺序对浆料流变特性和电池性能的影响。图9是混合时间对正极浆料的流变特性的影响,可以看出混合时间150分钟比混合时间30分钟的浆料剪切粘度低。
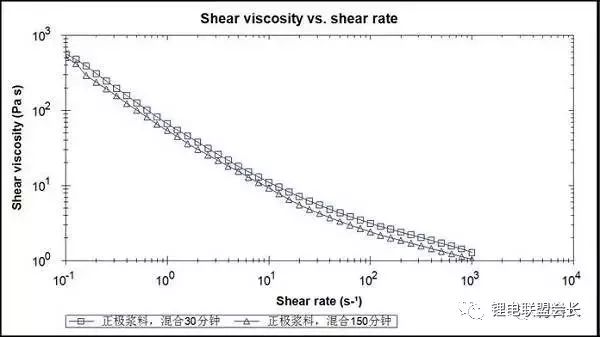
图9 混合时间对正极浆料流变特性的影响
电池浆料流变特性对涂布工艺的影响
电池浆料的涂布过程是高剪切速率过程,在集流体上涂布后,浆料的平流过程又是低剪切速率过程。所以电池浆料在高剪切速率范围下剪切粘度不能太高,如果粘度过大,会造成涂布困难;在涂布后,浆料会在集流体上的重力和表面张力的作用下平流,在低剪切速率范围,希望粘度逐渐恢复到涂布之前的高粘度。在还没有完全恢复到高粘度之前,浆料的粘度还比较小,容易平流,涂层表面光滑厚度均匀。恢复的时间不能太长,也不能太短。恢复时间太长,浆料平流过程中年度太小,容易出现拖尾或者下边缘的厚度比上面的涂层厚度高的现象。如果时间太短,浆料没时间平流。这个过程可以通过三段阶跃剪切速率的测试方法表征。图10和图11负极和正极浆料的三段阶跃间却速率测试方法。蓝色曲线代表剪切粘度,红色曲线代表剪切速率。测试过程是,第一段:剪切速率是0.1S-1,持续时间是60s,模拟浆料在涂布前的剪切粘度;第二段,剪切速率100S-1,持续是60s,模拟涂布过程的高剪切速率过程,此时剪切粘度会急剧降低;第三段,姜切速率是0.1S-1,与第一段剪切速率保持一致,观察第三段的剪切粘度逐渐增大的过程。可以定义第三段剪切粘度恢复到第一段剪切粘度绝对值得90%时所需的时间为结构回复时间,用来表示粘度恢复的快慢。从图10可以看出,负极浆料的结构恢复时间为29s。从图11可以看出,正极浆料的回复时间为2094s,非常慢。
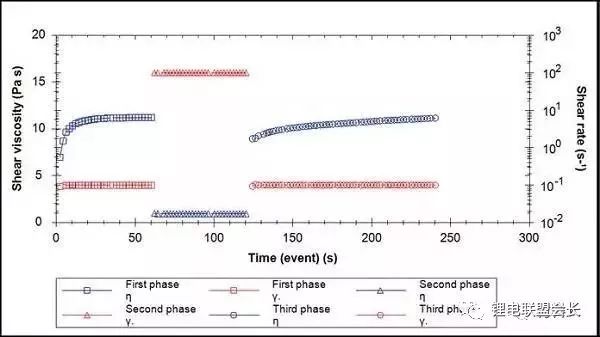
图10 负极电池浆料三段阶跃剪切速率测试
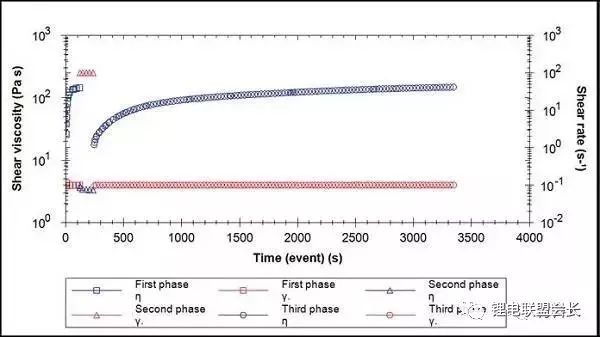
图11 正极电池浆料三段阶跃剪切速率测试
电池浆料的流变特性与储存稳定性和涂布性能关系密切。再次储存过程中,低剪切速率范围内的剪切粘度越大,浆料就越稳定。可以通过剪切粘度随时间的关系表征电池浆料的沉降性能。涂布过程是高剪切速率过程,在集流体上涂布后,浆料的平流过程又是低剪切速率过程。所以电池浆料在高剪切速率范围下剪切粘度不能太高,如果粘度过大,则会造成涂布困难;在涂布后集流体上的浆料在重力和表面张力的作用下平流,在低剪切速率范围,希望粘度逐渐恢复到涂布之前的高粘度。在还没有完全恢复到高粘度之前,浆料的粘度还比较小,容易平流,涂层表面光滑厚度均匀。回复的时间不能太长,也不能太短。恢复时间太长,浆料在平流过程中粘度太小,容易出现拖尾或者下边缘比上面的涂层厚度高的现象。如果时间太短,浆料没时间平流。
-
电感有正负极吗?2012-04-16 0
-
背光正负极装配问题2019-01-08 0
-
电解电容正负极怎么判断2019-07-01 0
-
关于车用BMS高压电路中做绝缘电阻检测时如何考虑高压正负极对地的寄生电容对AD采集影响?2020-07-27 0
-
如何判断电路中的正负极?2021-03-02 0
-
正负极性调制2009-07-31 1123
-
镍镉电池正负极反极物质2009-11-05 2388
-
cmos电池正负极判断_cmos电池放电有什么用2018-01-10 15378
-
如何提搞锂电池快速充放电性能?2018-04-11 23452
-
电感有正负极吗2018-08-29 58430
-
led灯正负极区分2019-08-22 115141
-
复杂电路的正负极如何判断2020-01-11 9309
-
电流源正负极怎么判断2022-01-29 22026
-
薄膜电容分正负极吗2023-03-06 2356
-
cbb电容怎么分正负极?到底哪些电容需要区分正负极?2023-09-22 1538
全部0条评论

快来发表一下你的评论吧 !
